
消失模生产线残铁的分离
2020-10-15 13:05:38
铸造设备与工艺 2020年4期
(东风锻造有限公司铸造二厂,湖北十堰 442013)
东风锻造有限公司铸造二厂建成有消失模生产线一条,年产铸件10 000 t,主要用于批量生产变速箱壳体、车桥壳体和曲轴箱下缸体类零件毛坯。消失模铸造在浇铸过程会产生很多残铁,特别是小铁豆进入型砂后很难分离,目前大部分采用手工分离和磁选滚筒的分离方式,这种方式的效率和效果都不是很理想。本文主要针对铸造二厂消失模生产线中浇铸残铁的自动化回收提出了解决方案,提高残铁分离的效率和效果。
1 消失模生产线简介
消失模生产线主要由黑区和白区两部分组成,如图1 所示。本文主要介绍黑区部分,黑区主要由以下部分组成:两条造型线、三条浇注线、两条冷却线、翻箱机、筛分机、提升机、冷却砂斗、调温斗、储砂斗、冷却床等组成。
消失模线的主要参数为:
1)本生产线为年产10 000 t 铸件消失模自动生产线;
2)造型线设计能力:30 箱/h,在线工位设置有2 台4 t 三维振实台、2 台2 t 单维振实台;
3)砂冷却设计能力≥80 t/h;
4)砂回收率≥97%;造型砂温:45 ℃~50 ℃;系统砂斗容量500 t;系统砂量500 t;
5)砂箱尺寸(长宽高):1 450 mm×1 200 mm×1 000 mm.
2 残铁分离现状
消失模铸造是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
不同于覆膜砂等铸造工艺,覆膜砂等铸造浇注溢流的残铁主要集中在砂型表面,而消失模铸造采用的型砂是流动性好的石英砂造型,浇注后不仅在表面残留很多铁豆,还有很多铁豆进入型砂表面以下的砂层,如图2 所示,这样就加大了清理的难度,通常采用人工铲筛的办法进行清理,不仅效率慢且清理不干净。
其次在浇注段清理不完的残铁会进入后部工序,这部分主要是颗粒很小的铁豆,虽然经过两级筛分及滚筒式磁选机,但依然不能百分百清理干净。不能清理的铁豆在进入沸腾冷却床后,经过长时间的堆积会沉淀在沸腾冷却床底部,造成型砂冷却效果差,最后不得不打开沸腾冷却床进行人工清理。
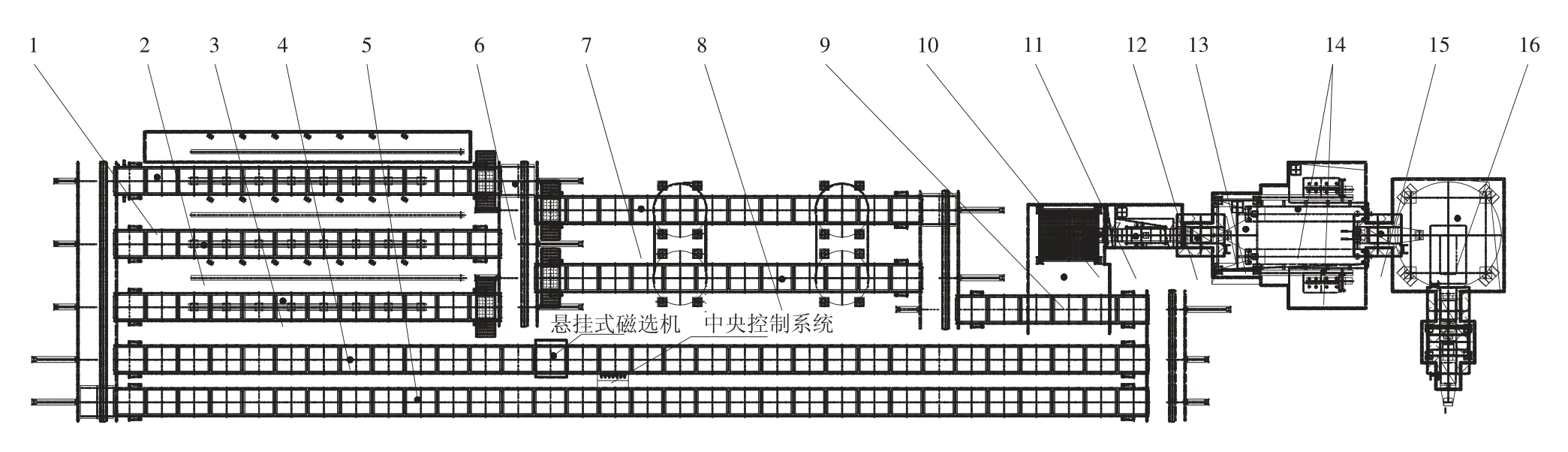
图1 消失模线平面布置图

图2 残留型砂表面的铁豆
3 改进措施
针对铁豆清理问题,分两步进行改进,一是浇注完毕后砂箱表面残铁的清理,二是石英砂进入沸腾冷却床前的清理,主要措施分别为采用悬挂式磁选机清理砂箱表面残铁和采用管道式磁选机清理石英砂中残留小铁豆。
3.1 悬挂式磁选机
悬挂式磁选机的安装位置如图1 所示,悬挂式磁选机位于冷却线与造型2 线之间空间的第一副砂箱正上方,磁选机采用悬挂式电磁除铁器,当冷却线的砂箱被推送缸向前推送时,悬挂式磁选机的电磁线圈带电,产生高吸附力,砂箱在经过磁选机下方时砂箱表面残留铁豆被磁选机连续不断的吸走进入收集小车,当推送缸将砂箱推送到位返回时,磁选机断电停止工作,依次完成下一循环动作。悬挂式磁选机安装示意图如图3 所示。由于产生了高吸附力,所以在工作时不仅砂箱表面的铁豆被清理干净,进入石英砂平面以下(距离皮带350 mm 以内)的铁豆也都被完全分离出来。
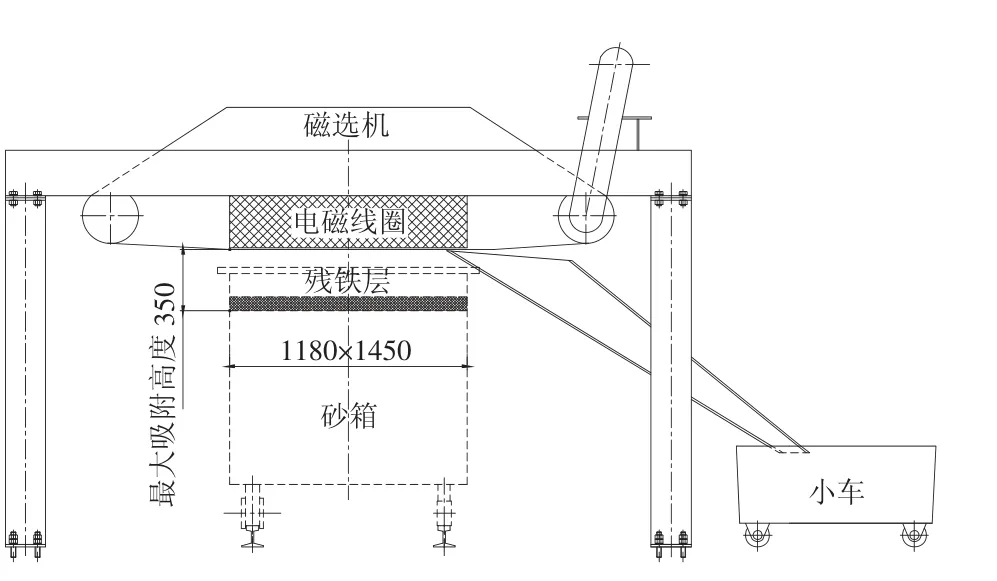
图3 悬挂式磁选机安装示意图
悬挂式磁选机相关参数:带速≤4.5 m/s,最大吸附高度350 mm,有效磁场面积1 180×1 450(与铁箱内框尺寸一致),驱动功率4 kW.
3.2 管道式磁选机
图1 中序号为12 的提升机出口处安装有磁选机,原有磁选机采用的是滚筒式磁选机,位于提升机12 出口与中间冷却砂斗之间,在该处采用滚筒式磁选机造成铁豆分离不干净主要的原因为:链斗提升机生产率≥70 t/h,料斗运行速度为1.25 m/s,磁选机的线速度约为0.6 m/s~0.8 m/s,链斗在高速运行至最高点时,里面的石英砂成抛物线状高速进入磁选滚筒,这样会造成部分铁豆无法被分离,无法分离的铁豆进入后面的沸腾冷却床后长时间堆积造成设备不能正常运行。
改进后采用管道式磁选机取代原来的磁选滚筒,除铁器由管道体、驱动装置、磁体运行装置三大部分组成,驱动装置安装在管道壁上,通过链轮、链条带动管道体内磁分离腔的磁体运行装置运转,永磁体将管道内物料中混杂的铁磁性物质通过出铁口排出管道外。
管道式磁选机工作原理如图4 所示,除铁器串接于倾角45°~75°的物料输送管道中,当物料流经该除铁器时,其中的铁磁性物质被吸附到管道除铁器的不锈钢管壁上,随永磁体的移动而逐渐向出铁口方向滑动,实现与物料分离。在出铁口处,因永磁体沿循环运动方向移开,铁磁性物质失去磁力吸引,在重力的作用下从出铁口排出,实现物料的自动除铁。
将原有管道及滚筒式磁选机拆除,按管道式磁选机入口法兰尺寸制作法兰与提升机出口和管道式磁选机入口相连,出口制作管道与中间冷却砂斗相连,管道式磁选机与提升机成45°安装,保证提升机出口的石英砂完全落到磁选机表面,里面的铁豆被完全吸附,图5 为改进后现场安装的管道式磁选机。

图4 管道式磁选机原理

图5 管道式磁选机现场安装示意图
4 改善效果
通过加装悬挂式磁选机和管道式磁选机实现了消失模生产线残铁的有效分离,基本实现了残铁的自动化分离,减轻了工人的劳动强度,并提升了在线型砂的质量,分离效率和效果都大大提高。

图6 经过悬挂式磁选机分离后的砂箱表面

图7 管道式磁选机分离出的铁豆
如图6 所示,浇注后经过悬挂式磁选机分离后,砂型表面的残铁基本被清理干净,进入砂型表面以下的铁豆如果在吸附高度范围内也被分离,减轻了后续工序的清理难度,提高了工作效率。图7为通过管道式磁选机分离出的铁豆,即使很小的铁豆也被有效分离出来,对提高后续石英砂的冷却效果起到很大作用,同时由于铁豆被有效分离,也减小了铁豆对调温斗冷却管的磨损,提高了设备的使用寿命。
5 结束语
经过实际生产验证,悬挂式磁选机和管道式磁选机的综合应用在消失模生产线上用于残铁的分离,能有效分离出消失模造型型砂中残铁,提高了在线型砂的质量,取得了较好的改进效果,同时对降低工人劳动强度和提高工作效率都有很大的意义。
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13 14:12:50
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
现代矿业(2022年4期)2022-05-08 02:48:28
科学与财富(2021年33期)2021-05-10 11:56:08
玻璃(2020年2期)2020-12-11 22:20:04
玻璃(2020年2期)2020-12-11 22:20:04
铸造设备与工艺(2020年4期)2020-10-15 13:05:38
湖北农机化(2020年5期)2020-01-08 05:05:34
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
