6061铝合金/DP590镀锌钢板冷金属过渡焊接头界面的显微组织
2020-10-12 11:52:08金光灿邢彦锋
机械工程材料 2020年9期
金光灿,邢彦锋,许 莎
(上海工程技术大学机械与汽车工程学院,上海 201620)
0 引 言
随着汽车轻量化的发展,铝钢焊接件在汽车零部件制造生产中的应用越来越广泛[1-4]。然而,铝和钢在焊接过程中极易发生反应,生成金属间化合物,形成过渡层,这会对焊接件的力学性能产生不利影响[5-6]。研究人员对铝、钢焊接过渡层中金属间化合物的类型及过渡层厚度控制等进行了一定研究。SCHUBERT等[6]研究发现,当铝、钢焊接形成的金属间化合物过渡层厚度在10 μm以内时,焊接件可以获得较好的焊接质量与力学性能。黄健康等[7]对铝/钢异种金属焊接接头的界面进行微观分析,发现界面上的反应产物主要为Fe2Al5和FeAl3相,前者的吉布斯标准自由能比后者的低,在焊接过程中优先生成。SHI等[8]研究发现,在铝/镀锌钢冷金属过渡焊(CMT)接头中,金属间化合物过渡层的厚度分布不均匀,厚度为78 μm的过渡层组织由FeAl3组成,厚度为45 μm的过渡层组织由FeAl3和α-Al固溶体组成。CAO等[9]研究发现,铝/镀锌钢CMT接头中,从钢、钎焊界面到焊缝的物相依次为γ-Fe固溶体,Fe3Al、FeAl2、FeAl3、Fe2Al5金属间化合物和α-Al+硅共晶相。王风江等[10]研究发现,镀锌钢和6061铝合金钎焊界面的金属间化合物由层状Fe2Al5和针状FeAl3组成,富锌区由α-Al固溶体和铝锌共晶相组成。上述研究对铝/钢焊接接头过渡层金属间化合物的物相组成进行了一定分析和讨论,但金属间化合物的微观形貌,形成机理及长大机制的研究有待进一步完善。为此,作者采用CMT工艺对6061铝合金和DP590镀锌钢板进行搭接点焊(钎焊),研究了接头界面的显微组织和物相组成,并探讨了各金属间化合物的形成机理,以期为铝合金/镀锌钢板CMT点焊件的质量控制提供一定理论依据。
1 试样制备与试验方法
1.1 试样制备
试验母材为厚度1.2 mm的6061铝合金薄板和厚度1.0 mm的DP590镀锌钢薄板,焊丝为4043铝硅合金,直径为1.2 mm。母材及焊丝的化学成分如表1和表2所示。

表1 6061铝合金和4043铝硅焊丝的化学成分(质量分数)Table 1 Chemical composition of 6061 aluminum alloy and 4043 Al-Si alloy (mass) %

表2 DP590镀锌钢板的化学成分(质量分数)Table 2 Chemical composition of DP590 galvanized steel sheet (mass) %
将6061铝合金和DP590镀锌钢板加工成尺寸为125 mm×50 mm(长×宽)的试样。接头形式为搭接接头:铝合金板在上,镀锌钢板在下,搭接长度为50 mm。在两板搭接中心处的铝合金板上开直径为7 mm的小孔,作为焊接位置。具体搭接方式如图1所示。
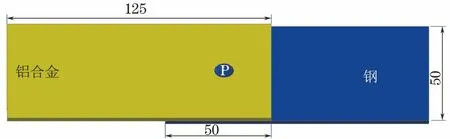
图1 焊接试样搭接示意Fig.1 Schematic of welding sample overlapping
焊接前用钢刷去除铝合金搭接部分的氧化膜并抛光,使用丙酮清洗钢板及抛光后的铝合金表面。采用配有RCU5000i型控制器的TPS4000 CMT焊机进行点焊,焊接机器人为库卡公司KR5-R1400型五轴机器人。使用流量为15 L·min-1、纯度为99.999%的氩气作为保护气体。焊接速度为1.2 m·min-1,弧长修正为0,送丝速度为6.2 m·min-1。
1.2 试验方法
沿焊接接头横截面截取金相试样,经研磨、抛光、腐蚀后,采用AxioScope型正立光学显微镜、S-3000N型扫描电子显微镜(SEM)及附带的能谱仪(EDS)进行显微组织观察和微区成分分析。腐蚀液由1%(体积分数,下同) HF+1.5% HCl+2.5% HNO3+95% H2O配制而成,腐蚀时间为1015 s。
2 试验结果与讨论
2.1 接头宏观形貌
由图2可知:6061铝合金/DP590镀锌钢板CMT接头焊缝成形较好,焊丝熔化形成的熔滴与小孔周围的铝合金熔合在一起,并在镀锌钢板表面铺展良好,形成了明显的钎焊界面层;熔核中央存在一个凹陷区域,由熔融金属凝固收缩而成,该区域未出现缩孔等明显的焊接缺陷,这是由于试验所用送丝速度较为合理,热输入不大,熔融金属从焊点中心向四周扩散时的流动较慢,中间部分金属流失较少。

图2 6061铝合金/DP590镀锌钢板接头横截面宏观形貌Fig.2 Cross-section macromorphology of 6061 Al alloy/DP590 galvanized steel sheet joint
2.2 接头微观形貌及元素分布
由图3可知:6061铝合金/DP590镀锌钢板焊接界面上存在一层均匀的金属间化合物,厚度在6 μm左右;靠近镀锌钢板一侧的过渡层界面较为平滑,靠近熔化区一侧的过渡层界面呈锯齿状,存在大量垂直于界面生长的柱状晶,这是因为在焊接过程中,镀锌钢板一侧属于冷端,熔融焊丝和部分熔化的铝合金与之接触时产生垂直温度梯度,有利于柱状晶的生长;此外,熔化区一侧还存在较多无固定生长方向的细针状组织。
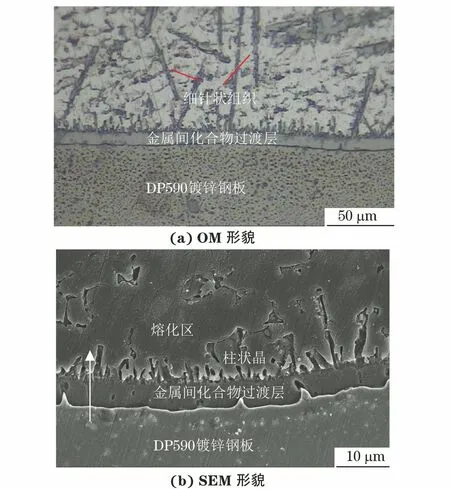
图3 6061铝合金/DP590镀锌钢板接头横截面微观形貌Fig.3 Cross-section micromorphology of 6061 Al alloy/DP590 galvanized steel sheet joint: (a) OM morphology and (b) SEM morphology
沿图3(b)白色箭头方向垂直于6061铝合金/DP590镀锌钢板界面进行EDS线扫描分析。由图4可知:从镀锌钢板到铝合金方向上,铁元素含量先降低,铝元素含量先增加,随后两者在过渡层区域的含量几乎稳定不变,推测此处生成了铁铝金属间化合物;进入铝合金区后,铁元素含量继续减少,铝元素含量明显增加。随着焊接过程的进行,镀锌钢板和熔融铝合金发生了铁和铝元素的扩散,两者相互反应形成金属间化合物过渡层。根据元素含量可知,靠近钢板一侧的为Fe-Al金属间化合物层,而靠近熔化区一侧的为Al-Fe金属间化合物层。

图4 6061铝合金/DP590镀锌钢板接头界面处EDS线扫描结果Fig.4 EDS linear scanning results at interface of 6061 Al alloy/DP590 galvanized steel sheet joint
由铁铝二元相图[11]可知,铝和铁元素在不同温度下相互作用可形成多种金属间化合物:Fe3Al、FeAl、FeAl2、Fe2Al5和FeAl3相等。上述可能形成的化合物中FeAl相的标准生成吉布斯自由能最大,当温度介于3001 500 K时,其值大于0[7],而试验焊接温度在1 2731 573 K,故过渡层内基本不可能形成FeAl相。同样,Fe3Al的标准生成吉布斯自由能在温度高于900 K时也大于0,其亦不会形成。结合图4可知,靠近熔化区一侧的过渡层中铁元素含量很低,因此该处形成Fe3Al的可能性很小。FeAl2是一种亚稳相,在焊接过程中更易与铝反应生成Fe2Al5[12]。综上可知,过渡层靠近熔化区一侧的金属间化合物为Fe2Al5和FeAl3相的可能性更大。由于Fe2Al5的标准生成吉布斯自由能远低于FeAl3的[7],在焊接初期,铁、铝反应界面处更易生成Fe2Al5相。
由表3可以看出,靠近熔化区一侧的过渡层(点1)中铝和铁的原子个数比约为2.4,质量比约为1.16。理论上Fe2Al5相的铝、铁原子个数比为2.5,质量比为1.2,忽略测量误差的影响,可以推断该侧金属间化合物为Fe2Al5相。随着焊接过程的进行,Fe2Al5相向铝元素含量较高的焊缝区域推进,由于Fe2Al5相具有斜方型晶体结构,其c轴上存在较多原子空位,这些空位被铝原子占据就会形成生长方向杂乱无章的的细针状FeAl3相[13],由此可知图3(a)中的细针状组织为FeAl3相。

表3 过渡层中点1的EDS分析结果Table 3 EDS analysis result of point 1 in transition layer %
3 结 论
(1) 6061铝合金/DP590镀锌钢板CMT接头焊缝成形良好,无缩孔等缺陷;接头焊接界面上存在厚度在6 μm左右的金属间化合物过渡层,过渡层靠近镀锌板一侧的界面较为平滑,靠近熔化区一侧则存在大量垂直于界面生长的柱状晶。
(2) 镀锌钢板和熔融铝合金发生了铁和铝元素的扩散,两元素反应生成金属间化合物,过渡层区域两元素含量几乎不变;靠近镀锌钢板一侧的过渡层组织为含铝的α-Fe固溶体,靠近铝合金一侧的为Fe2Al5相,同时熔化区内形成细针状FeAl3相。
猜你喜欢
表面工程与再制造(2019年3期)2019-09-18 01:35:16
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年2期)2017-05-17 03:42:17
焊接(2016年1期)2016-02-27 12:59:14
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:14
焊接(2015年8期)2015-07-18 10:59:13
汽车维护与修理(2015年6期)2015-02-28 12:17:29
汽车零部件(2014年5期)2014-11-11 12:24:34
表面工程与再制造(2014年2期)2014-02-27 06:46:12