葛洲坝电站自补偿轴向端面密封安装调整工艺优化探讨
2020-10-12 06:31何强锋
水电与新能源 2020年9期
何强锋,陈 媛,何 佳
(中国长江电力股份有限公司,湖北 宜昌 443002)
葛洲坝电站利用改造增容的机会,实现了对19台机组主轴密封的改造更新,将原来的双层平板密封改造为新型的自补偿轴向端面密封[1],取得了满意的运行效果[2]。但是在安装过程中,由于个别工艺未控制好,额外增加护罩打磨的工序,增大计算误差,增大抗磨环、密封环安装的难度,造成浮动环翘曲变形,导致主轴密封安装工期延长。本工艺经过葛洲坝18F主轴密封安装调整的实践,极大地提高了主轴密封安装的效率。下面介绍主轴密封安装工艺优化的具体步骤。
1 安装工艺优化
1.1 原因分析
葛洲坝主轴密封结构图如图1所示,主要由主轴螺栓保护罩(以下简称护罩)、检修密封座、水箱、支撑环、浮动环、密封圈、抗磨环组成。护罩安装于主轴上,通过螺栓固定在联轴螺栓上,抗磨环安装于护罩上。密封圈安装于浮动环上,工作时泵入清洁水,在密封圈与抗磨环之间形成0.05~0.08 mm的水膜,阻隔江水[3]。
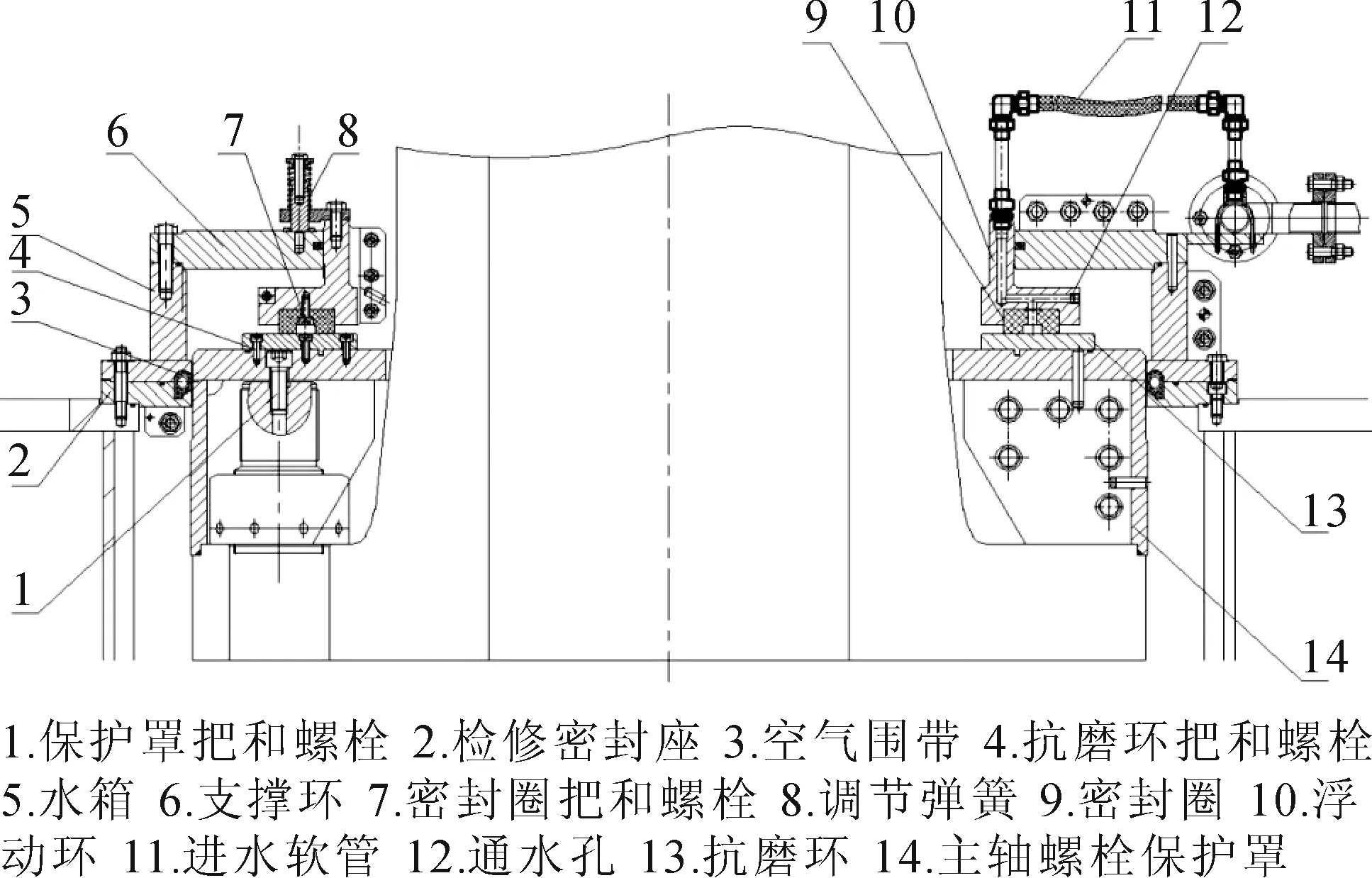
图1 葛洲坝主轴密封结构图
葛洲坝主轴密封实际安装过程中,要求抗磨环无错牙,绝对挑动≯0.05 m,密封圈与抗磨环间无间隙,但常常因护罩安装质量差,造成抗磨环错牙严重,波浪度差,抗磨环高低点相差达0.50 mm,往往增加打磨护罩这个不必要的工艺环节;浮动环翘曲变形,导致密封圈错牙严重,和抗磨环间隙达到0.50 mm以上。
因此,护罩、浮动环、抗磨环、密封圈的安装工艺优化是主轴密封安装工艺优化的重点。
1.2 护罩安装工艺优化
1)在实际安装过程中发现,护罩组合面错牙、翘曲变形,止口高点、焊渣,以及连轴螺栓止动挡块都能影响护罩的水平。护罩组合面错牙、翘曲变形无法通过调整护罩和连轴螺栓把合螺栓的紧度纠正,并且在调整抗磨板波浪度时,加垫厚度大于0.50 mm,易造成浑水从抗磨环和护罩的缝隙中进入水箱,使工作密封漏水量加大。若打磨安装面,空间狭小,工作量大,耗时耗力。另外护罩安装止口高点、焊渣,连轴螺栓止动挡块焊接位置影响护罩是否安装到位,从而影响护罩水平。所以护罩安装时,要保证组合缝无错牙,止口无高点焊渣,挡块位置焊接正确。
2)连轴螺栓保护罩安装就位后,通过合像水平仪检查抗磨板安装面的水平,通过调整保护罩与连轴螺栓的固定螺栓的紧度将水平调整到0.30 mm/m以内。在多台机的安装过程中发现,保护罩的水平度不超过0.30 mm/m,抗磨板实际加垫厚度也不会超过0.30 mm/m,并且0.30 mm以内的加垫量易于调整,对工作密封的漏水量无影响。
1.3 抗磨板加垫工艺优化
1)加垫铜皮剪成50 mm×30 mm尺寸,组合缝处缩小成30 mm×30 mm,四个角剪成圆角,防止铜皮尖角卷起,减小误差。该尺寸的铜皮,在垫高测点时还不会影响周围三个点。
2)在加垫过程中,需要多次拆装抗磨板,要注意保护抗磨板工作面,每次安装前清扫抗磨板安装面及护罩上的渣滓。
3)每瓣抗磨板固定螺栓紧固时应从中间向两边紧固,并保证每颗固定螺栓的紧度一致,避免抗磨板引起翘曲变形。
1.4 浮动环、密封圈安装工艺优化
1)浮动环为两瓣组合,每个组合缝通过3颗螺栓把紧,2颗销钉定位,如图2所示。在实际安装过程中,错误的组合螺栓的紧固顺序使浮动环的翘曲变形,增加密封圈和抗磨环的间隙,增大密封圈波浪度的调整难度。通过现场安装实践,将浮动环落在调整好后的抗磨环上组圆,能有效消除组合缝错牙问题。螺栓紧固时应按照先中间,再上、下的顺序进行紧固,能有效解决浮动环翘曲变形的问题。
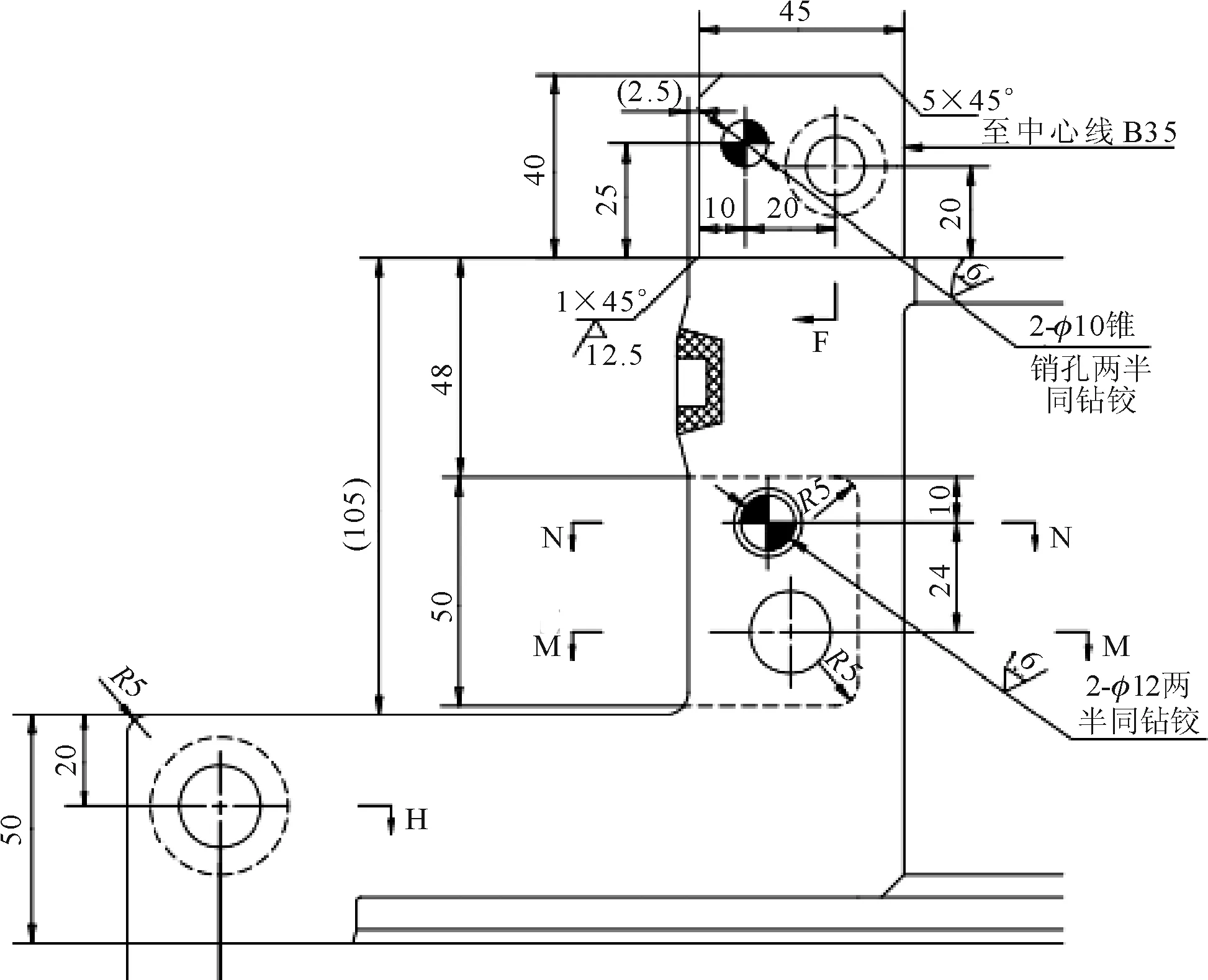
图2 浮动环组合缝图
2)密封圈加垫之前,测量每块密封块的厚度,保证每块密封块的厚度相差≤0.1mm,并处理密封块的高点、毛刺。
3)将安装好密封圈的浮动环单独落在抗磨环上,使用塞尺测量密封圈和浮动环的间隙,标记好间隙的大小和长度。为避免间隙延伸,一般加垫的长度小于实际长度1~2 cm,厚度小于实际厚度0.02~0.03 mm。
4)密封圈加垫合格后还需转动多个角度测量间隙,同时检测抗磨板、密封块的波浪度是否符合要求。
2 盘车法测端跳计算方法优化
通过葛洲坝19台机组主轴密封改造工艺的不断实践和总结,传统的卡耶里方法[4]已不再使用,使用盘车法测量[5]抗磨环端跳并调整抗磨环波浪度已成为葛洲坝机组检修过程中的一项重要工序和工艺。
2.1 前期准备
在抗磨环工作面内外侧各划分n个测点,盘车时用百分表测量抗磨环内、外各测点处读数。在抗磨环工作面内外侧划分测点时,分别在抗磨板固定螺栓内外侧,2颗螺栓之间内外侧,抗磨板组合缝内外侧划线,如图3所示,这样划线快速准确,同时测点分布合理,也为后续加垫调整打下基础。抗磨环盘车测端跳法图解见图4。
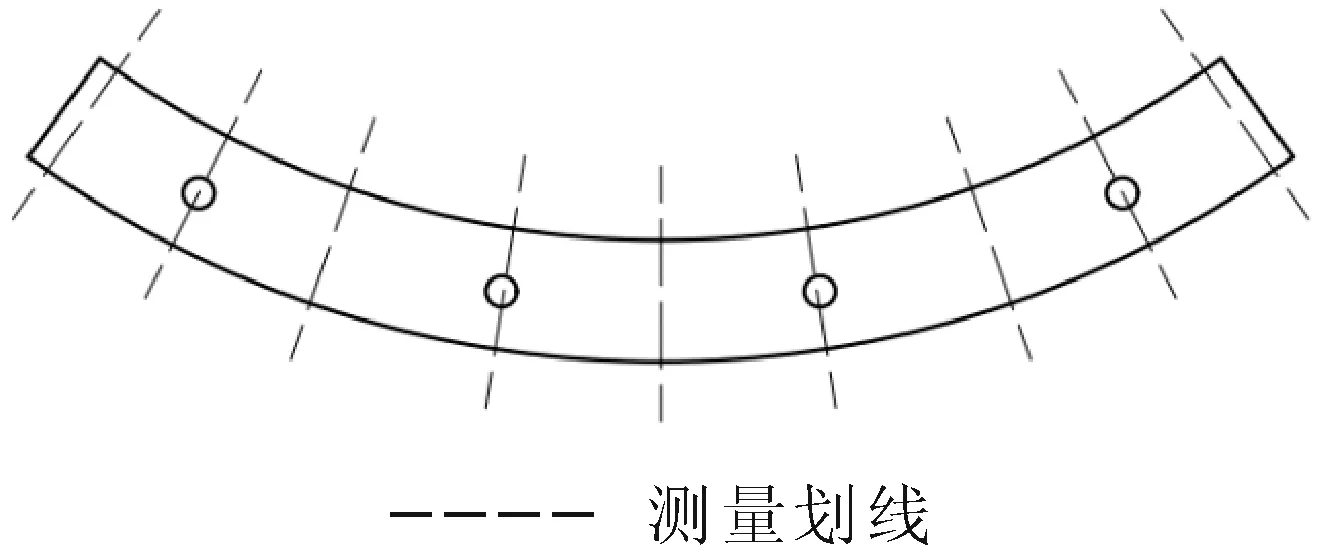
图3 测量端跳划线示意图
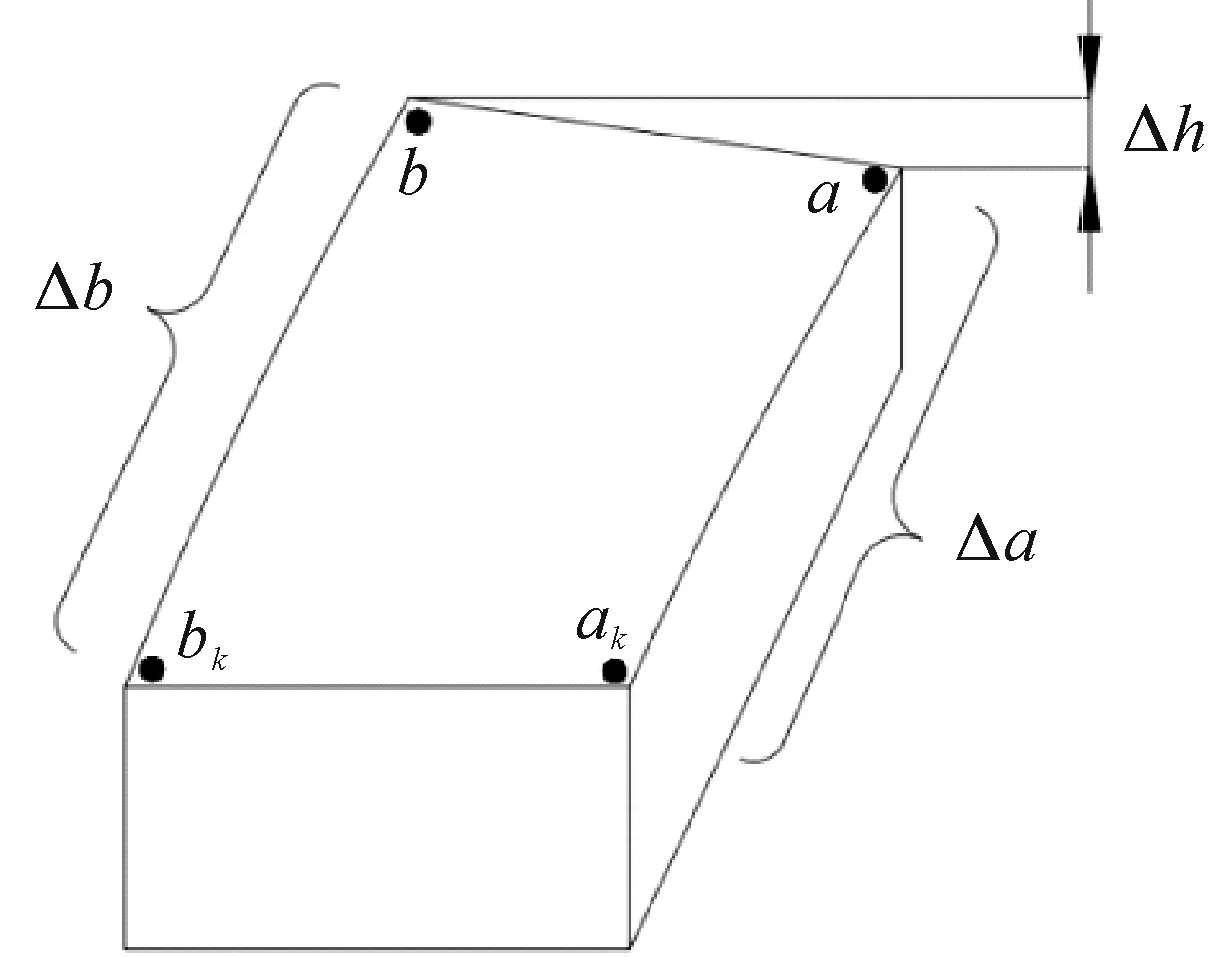
图4 抗磨环盘车测端跳法图解
2.2 计算方法
设内侧百分表读数为a1,a2,…,ak,…,an,外侧百分表读数为b1,b2,…,bk,…,bn,其中k=1,2,3,…,n[2]。
选取基准点,为减小计算误差,一般将测量基准点选在+X、+Y、-X、-Y四个方向中一个方向上,并且规定抗磨环的外侧高为正。
设内侧读数为a,外侧读数为b,基准点处推力头的水平度为w,抗磨环的水平度为v,抗磨环宽度为L,可得:
抗磨环的净水平度:Δv=v-w;
基准点的内外高差:Δh=Δv*L;
抗磨环内圈测点ak相对于基准点a的高差:Δa=ak-a;
抗磨环外圈测点bk相对于基准点b的高差:Δb=bk-b;
抗磨环外圈测点bk相对于基准点a的高差:Δb’=Δb+Δh。
通过计算,得出所有内外圈测点相对于基准点a的高差,为后续抗磨板的加垫调整提供了依据。从计算方法中可以看出,若Δh,Δa,Δb这三个值越趋近于零,则抗磨环的波浪度就越好。
同时为提高计算的效率,提前利用Excel将计算方法表格化,将端跳结果图表化。
3 实际安装举例
通过以上安装工艺的控制,葛洲坝18F自补偿轴向端面密封抗磨环在2016~2017年度安装调整过程中实现了一次调平成功。
通过护罩工艺控制,将最高点和最低点的高差控制在0.25 mm以内(见图5)。
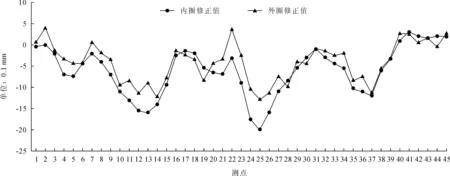
图5 葛洲坝18F内外测点高差值图
通过抗磨环加垫工艺控制,将低点垫高,最厚加垫仅为0.20 mm,改善抗磨环的波浪度,无需打磨护罩,省时省力(见表1)。
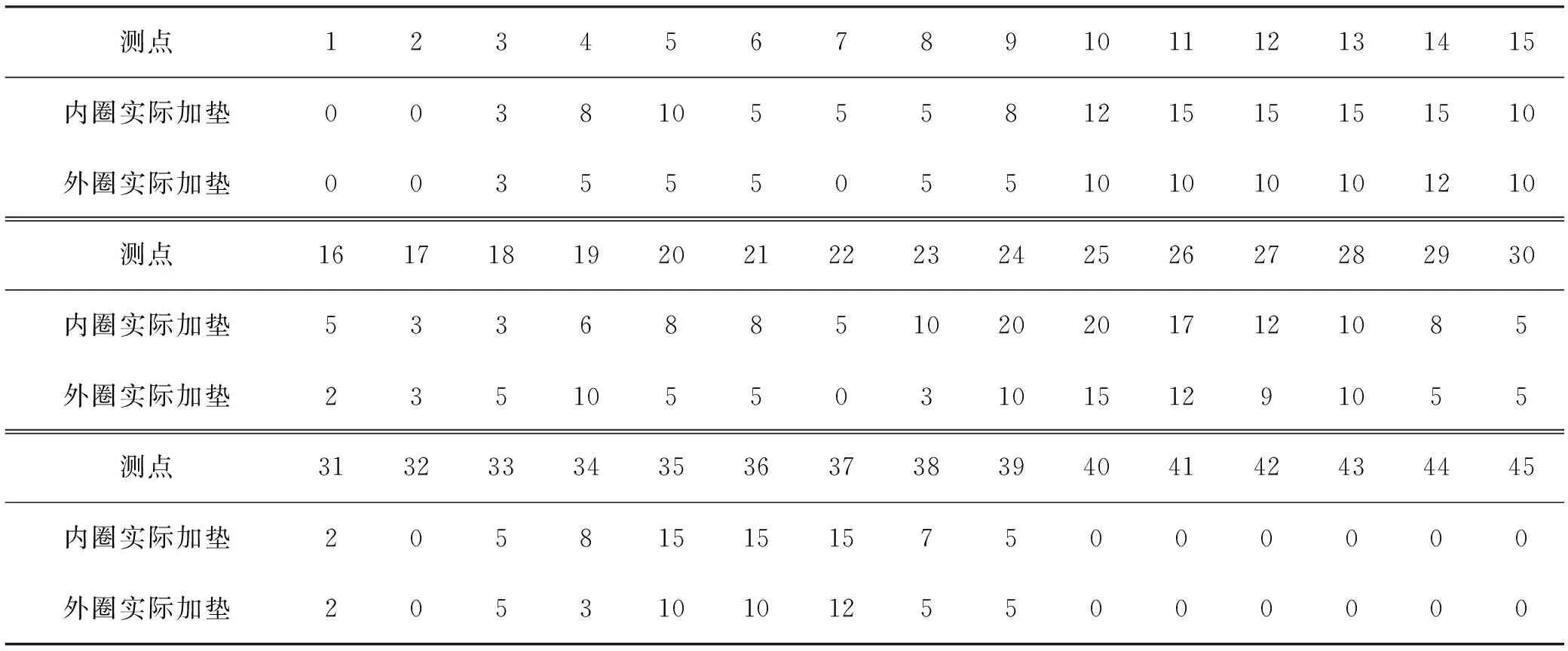
表1 葛洲坝18F内外测点实际加垫记录表 0.1 mm
抗磨环仅通过一次加垫,将波浪度控制在0.06 mm以内(见图6)。
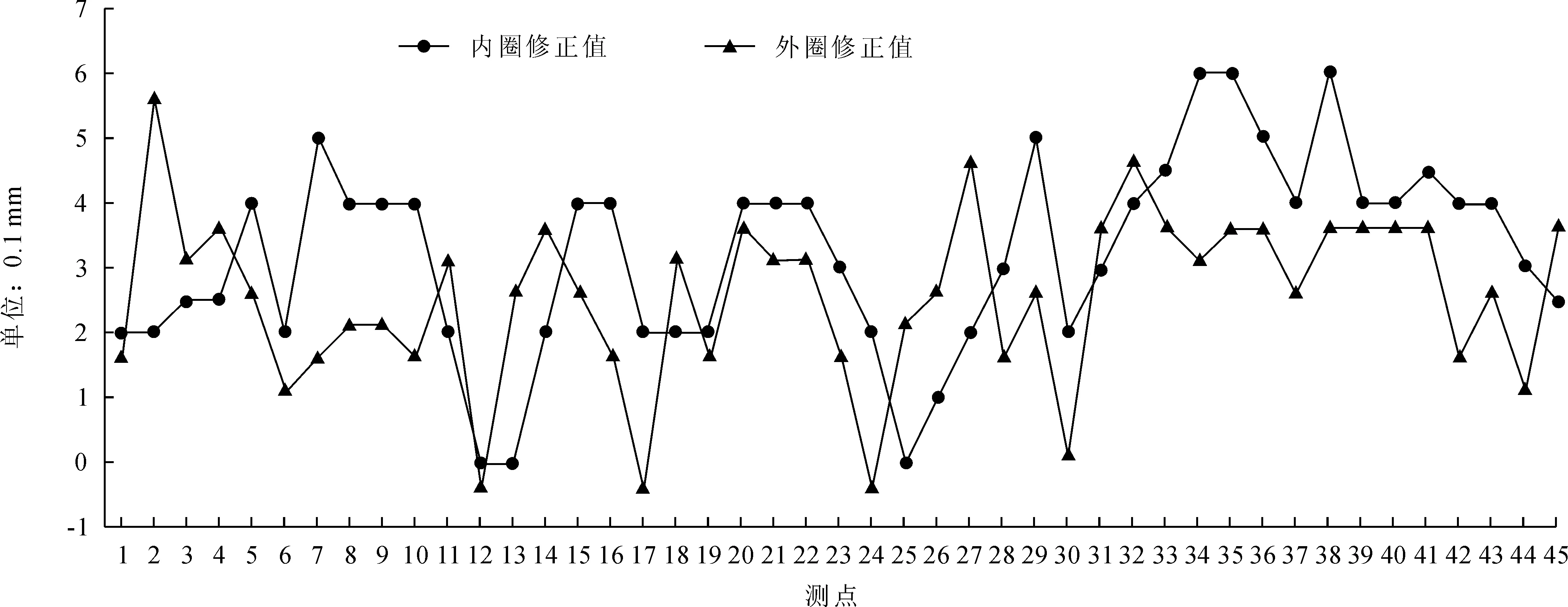
图6 葛洲坝18F主轴密封抗磨环调整后波浪度图
4 结 语
本文详细介绍了葛洲坝自补偿性轴向端面密封安装调整的优化工艺,希望对同类型的主轴密封的安装调整起到一定的指导性作用,少走弯路,提高效益。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
锻压装备与制造技术(2022年3期)2022-07-18
中国设备工程(2022年7期)2022-04-20
支点(2021年10期)2021-10-13
南方农机(2021年17期)2021-09-11
水电与新能源(2020年8期)2020-09-01
中国外汇(2019年19期)2019-11-26
中国工人(2019年9期)2019-09-10
小资CHIC!ELEGANCE(2018年34期)2018-11-13
现代职业教育·高职高专(2017年11期)2017-10-19