
基于CAD技术的四通注塑模具设计
2020-10-09 11:07李伟张黎燕王相兵
数字技术与应用 2020年8期
李伟 张黎燕 王相兵
摘要:本文通过四通产品使用性能和使用场所的分析,经常拆装、密封性要求较高,选择了PVC塑料的成型材料;由于成型效率高、产品一致性好、尺寸稳定性优良的特点,进一步确定了注塑成型的工艺方案。通过产品结构特点的分析,合理确定了模具的主开模方向;根据产品批量的需求,进行了模具的型腔布局,并且在侧面设计了三个方向抽芯的注塑模具。通过公式计算和尺寸圆整,合理选用了斜导柱的长度、直径和数量;根据合模时斜导柱、斜滑块孔的位置要求,选用了斜滑块底部使用“弹簧+滚子”精确定位的结构装置,最终保证了侧抽芯机构的顺利、安全运行,提高了生产效率,保证了产品的批量供应。
关键词:斜导柱;斜滑块;侧抽芯;四通;注塑模
中图分类号:TQ320 文献标识码:A 文章编号:1007-9416(2020)08-0157-03
四通产品是一种易损件,需求量比较大,在液体、气体等流体的输送或者传递过程中广泛使用,尤其对方向的转换起到了至关重要的作用。四通产品通常使用的材料也非常的广泛,但随着化工技术的发展,塑料越来越广泛的得到应用,而与之相匹配的注塑成型技术,由于其效率高、一致性好、成本低而被广为使用。
1 工艺分析
1.1 注塑成型工艺分析
该四通产品选用硬质PVC塑料,具有强度高、阻燃、几何稳定性高、抗氧化、耐酸碱腐蚀等优点,收缩率0.2%~ 0.6%,熔化温度185~205℃。
1.2 产品工艺结构分析
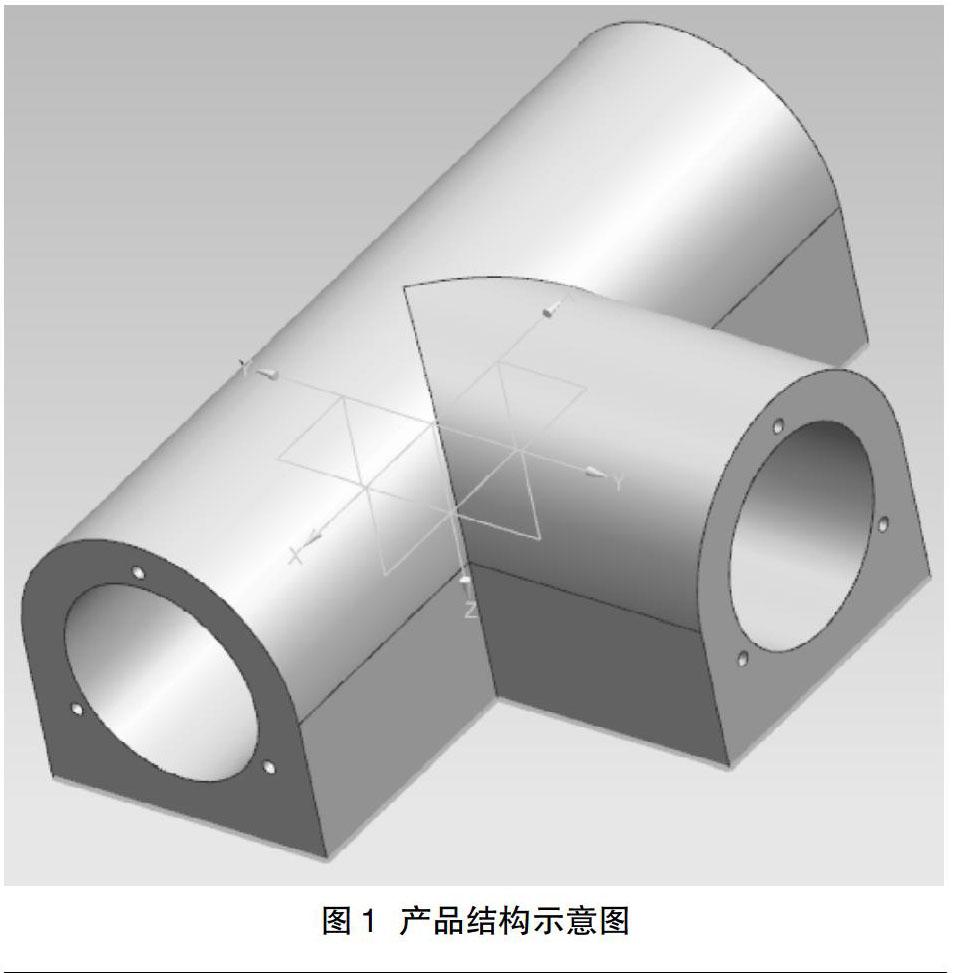
本文的四通产品,结构如图1所示,分为4个不同方向、且两两垂直的孔,并且在三个端面的边缘分别均布3个φ1.2×5mm小孔;产品外形尺寸70×48×26(單位:mm),平均壁厚4mm,投影面积2392mm2,体积28215.3mm3。
2 分型设计
2.1 分型面的选择
为保证产品的表面质量,不留有明显的分型线,根据产品的结构特点,与之相配套的注塑模具开模方向和主分型面的位置如图1黄色线条所示;为保证产品的正常生产,还需要在其他三个方向上设计侧抽芯机构,示意如图1。
2.2 模具排位
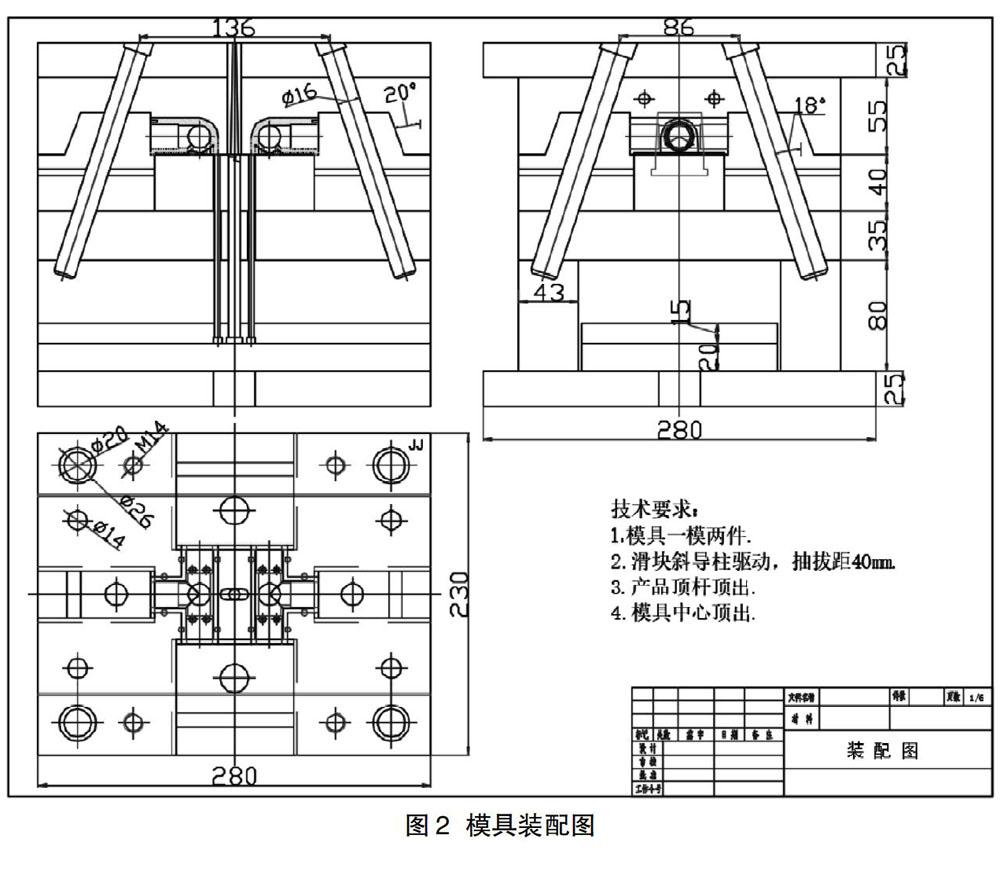
四通塑料件为损耗件,需求量比较的大;3个方面的侧抽芯机构决定了模具型腔数最多为2腔;考虑到生产方海天注塑机MA1600的主流机型,锁模力和一次注射量能满足一模两腔的设计要求;根据产品表面质量的要求,采用矩形截面侧浇口的浇注系统,最终模具的排位图如图2。
3 脱模设计
3.1 侧抽芯机构的设计[1-2]
通过测量,产品的侧向抽芯距离为35mm,而且都是外抽,鉴于此,该套模具的侧抽芯结构选用“斜导柱+斜滑块”的常用形式,设计要点主要集中在斜导柱、锁紧块、定位机构、导滑和成型5个部分。
3.1.1 斜导柱的设计
斜导柱主要提供斜滑块运动的动力以及保证侧抽芯的安全距离,所以斜导柱的直径、长度选用和倾斜角设计至关重要。根据设计经验,斜导柱倾斜角一般15°~25°,该模具选用18°;理论侧向抽芯距离为35mm,为保证安全脱模,安全距离设计为40mm;通过公式(1)计算,综合导柱的标准化,斜导柱长度选用180mm。
FC-抽芯力,N;c-侧型芯成型部分的截面平均周长(m);h-侧型芯成型部分的高度(m);p-塑件对侧型芯的收缩应力,模内冷却的塑件,p=(8~12)×106Pa;μ-塑料在热状态时对钢的摩擦系数,一般μ=0.15~0.2;α-侧型芯的脱模斜度[3]。
3.1.2 锁紧块
锁紧块主要是用来防止侧抽芯成型零件,在注射成型时因受胀力而产生位移,锁紧块斜角等于斜滑块斜面角度,为防止合模时运动的干涉,一般比斜导柱角度大2~3°,取20°。
3.1.3 定位机构
开模时,滑块在斜导柱的带动下要运动一定距离,当斜导柱和滑块分离后,滑块必须保持原位,不能移动,以保证合模时斜导柱安全可靠的进入到滑块的斜孔,为此,滑块必须安装定位机构,本方案采用“滚子+弹簧”的底部定位装置。
3.1.4 导滑
滑块在导滑槽中运动必须滑顺、平稳、安全,否则会影响模具的寿命和生产周期,配合精度为H7/f7。
3.2 脱模机构的设计[4]
脱模机构的设计主要包括顶出和复位2个部分,顶出部分采用常用的顶针形式,每腔6根,直径为4mm;复位部分4根直径14mm的复位杆,上、下推板螺钉连接。
4 模具整体结构设计
4.1 模具结构
四通模具的模架选用龙记2823的标准模架,在4个方向上都有斜滑块的侧抽芯结构,可以顺利完成产品的生产,装配图如图2所示。
4.2 模具工作过程[5]
在注塑机作用下,模具合模,注塑机料筒前移,完成注射、保压、冷却、固化成型阶段;然后在锁模装置的作用下,动模部分后移,模具从I处打开;同时在斜导柱作用下,4个斜滑块分别完成侧向抽芯运动,在斜导柱和斜滑块刚好分离时,滚子定位装置将滑块固定在指定位置,直至完成动、定模完全打开;在注塑机导杆的作用下,顶出机构迅速移动,完成脱模动作,产品顺利从动模仁脱离,然后进入循环的生产周期。
目前,模具运行安全、可靠,大大提高了四通产品的生产效率,保证了产品的批量供应。
参考文献
[1] 孙肖霞,唐友亮.冰箱门柱多向侧抽芯注射模设计[J].模具工业,2018(2):58-61+66.
[2] 唐秀兰,肖云.蜡烛灯座侧抽芯机构注塑模具设计[J].塑料科技,2019(12):126-130.
[3] 于延军,庞继伟,鹿洪荣.汽车灯配光镜复杂侧抽芯注塑模具设计[J].工程塑料应用,2018(8):87-92.
[4] 曹亚玲.内外侧多向抽芯的化妆盒上盖注塑模设计[J].工程塑料应用,2016(12):76-79+126.
[5] 贾建利,兰自立.侧滑块和滑块侧抽芯注塑模设计[J].模具技术,2013(5):39-42.
猜你喜欢
装备制造技术(2021年4期)2021-08-05
现代塑料加工应用(2021年5期)2021-02-28
党的生活(江苏)(2020年12期)2020-03-08
制造技术与机床(2017年5期)2018-01-19
现代工业经济和信息化(2016年22期)2016-08-23
中国塑料(2016年5期)2016-04-16
中国塑料(2015年6期)2015-11-13
中国塑料(2015年7期)2015-10-14
机电产品开发与创新(2014年4期)2014-03-11
制冷学报(2014年1期)2014-03-01
