
胜利一趟式177.8 mm(7″)套管开窗工具在渤海油田的成功应用
2020-09-27 05:56:50石磊李洪方赵海建王晓波史富全
石油工业技术监督 2020年9期
石磊,李洪方,赵海建,王晓波,史富全
中海石油(中国)有限公司 天津分公司(天津300452)
SZ36-1油田自开发至今已30余年,受储层出砂及防砂管柱老化影响,部分老井产液量日益低下甚至停产,老井侧钻实现老井恢复生产技术相对于新钻井的建井成本较低,是区域剩余油充分挖潜的有效手段之一。另一方面,在渤海油田开发过程中,随着钻完井工艺的不断改进,渤海常规生产井的井身结构也发生了相应变化,前期部分调整井生产套管为小尺寸套管,套管外径在244.475 mm(958″)以下,尺寸小于该区域常规井[1]。套管开窗侧钻技术主要分为套管锻铣开窗和下斜向器磨铣开窗两种[2],考虑到套管锻铣开窗工序复杂,时效较低,渤海油田套管开窗均选择下斜向器磨铣的开窗方式。大尺寸套管的开窗侧钻技术从陆地油田开始研究推广,至今已广泛应用于渤海油田[3-5],但小尺寸套管国产一趟式开窗工具在渤海油田从未使用。本文以国产胜利一趟式开窗侧钻工具在绥中区块177.8 mm(7″)套管首次成功应用为例,论证该型工具在渤海油田小尺寸套管开窗作业使用中的可行性及优越性。
1 胜利一趟式177.8 mm(7″)套管开窗工具
渤海油田177.8 mm(7″)套管开窗一直沿用两趟钻的模式,即第一次下钻单独下斜向器完成坐向器作业;第二次下钻下磨铣工具完成磨铣套管开窗及修窗的作业。该作业模式时效低,成本高。胜利油田的177.8 mm(7″)套管开窗工具能实现一趟钻模式,即一次下钻完成下斜向器并坐斜向器和套管开窗及修窗作业,该开窗工具串的组合为斜向器+铣锥+钻柱铣+柔性短接+钻柱铣+加重钻杆+定向仪器+钻杆,开窗工具下到侧钻点之后通过定向仪器调整斜向器的工具面,坐挂斜向器,脱手斜向器,开窗作业,修窗作业,起钻完成开窗作业,工具工作原理及步骤如图1所示。
1.1 工具结构
胜利177.8 mm(7″)套管一趟式钻开窗工具由YT-150斜向器、XZ-151铣锥和ZX-154钻柱铣组成[6]。其中斜向器与铣锥采用销钉连接,铣锥和钻柱铣采用螺纹连接,在开窗作业时同时下入井内,可在中途不用起钻更换钻具的情况下,完成斜向器坐挂、套管开窗和修窗作业。该工具可与MWD或陀螺仪配合使用,通过更换部件,该工具可适用于不同磅级的7″套管开窗作业。
YT-150斜向器由锚定部分和导向斜面组成,它与XZ-151铣锥通过销钉连接,YT-150斜向器内部液压系统与XZ-154铣锥内部通过传压管线连接。
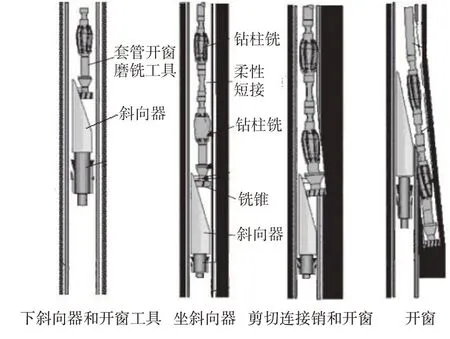
图1 胜利一趟式177.8 mm(7″)套管开窗工具工作原理及步骤
1.2 工具尺寸参数
胜利一趟式177.8 mm(7″)套管开窗工具主要参数见表1。

表1 套管开窗工具参数
1.3 工作原理
开窗工具平稳下入至坐挂位置并开泵确认好工具面后,重复开关泵5次确认关闭旁通阀,通过传压管线打压控制斜向器内部液力活塞下行,使卡瓦完全张开,坐挂于套管。缓慢下压钻具验证斜向器已坐挂后,上提钻具至剪断销钉,使得铣锥与斜向器分离,而后进行套管开窗作业。XZ-151铣锥顶部和肩部布有碳化钨齿,具备良好的攻击性,在下放钻具过程中其肩部碳化钨齿破坏套管壁,达到套管开窗的目的。ZX-154钻柱铣外径稍大于铣锥,兼有扩大窗口及扶正作用,可保证开窗工具达到足够的刚性,避免在修窗段造成过大的局部全角变化率。开窗完毕后,旋转并上下活动钻柱铣,以达到修整窗口的目的。
2 胜利一趟式177.8 mm(7″)套管开窗工具施工工艺
套管开窗侧钻合理优选侧钻点,侧钻点的选取首先要满足下一井段定向井轨迹要求,避开套管接箍和套管外扶正器,套管外固井质量满足侧钻要求。其次对于绥中区块而言,侧钻点尽量选取在馆陶底砾岩以下,因为馆陶底砾岩可钻性差,对钻头和钻柱损害较大,所以馆陶组底砾岩也是侧钻点优选所考虑的因素。侧钻点选取之后下斜向器之前要对斜向器坐挂位置上下10 m进行刮管作业,并大排量清洗套管内壁,保证斜向器坐挂的成功率,刮管洗井结束之后开始下一趟式的开窗工具。
2.1 斜向器的坐挂
1)钻台组合开窗工具。斜向器+三段式铣鞋+变扣接头+送入工具+旁通循环阀+MWD,测量MWD与斜向器的角差,斜向器下入到坐挂位置之后通过MWD工具面来确定斜向器的坐挂方位。
2)下钻至斜向器坐挂位置。下钻过程中控制下钻速度,密切关注悬重变化,防止遇阻吨位过大,铣锥与斜向器之间的剪切销钉提前剪断。
3)接顶驱。200~300 L/min排量开泵顶通确认泥浆返出后可以提高排量至900~1 000 L/min使MWD出信号,维持此排量(禁止停泵或减少排量),完成斜向器工具面摆放的操作。
4)斜向器工具面摆放到正确位置后,再重复开关泵4次(每次排量大于等于900 L/min),第6次开泵缓慢提高泵压,注意观察立管压力表,憋压到约20 MPa,坐挂斜向器。斜向器坐挂成功后,上提下放钻具使铣锥连接销钉疲劳,然后逐渐过提悬重至20 t剪断销钉,铣锥和斜向器脱手。
2.2 开窗、修窗作业
铣锥与斜向器脱手之后,上提钻具2~3 m,开泵缓慢下放至斜向器顶部,开始开窗磨铣作业。开窗参数:钻压2~3 t,排量1 000~1 100 L/min,转速60~70 r/min,泵压13~14 MPa,扭矩5~7 kN·m。开窗过程中可配合扫稠浆清洁井眼,开窗工具开窗窗口深度为2.6 m。开窗结束之后修窗作业,修窗时间要充分,至上下通过窗口无阻挂为止,以保证窗口平滑。修窗参数:排量1 100 L/min,泵压13~14 MPa,转速70~100 r/min,扭矩4~7 kN·m。修窗作业结束之后起钻检查铣锥,铣锥磨损程度不超过4.762 mm(3/16″)视为合格,否则下入备用修窗工具,重新修窗作业。
3 应用效果分析与技术优势对比
3.1 工具开窗效果分析
SZ36-1-DW井位于渤海海域绥中区块,采用胜利一趟式177.8 mm(7″)套管开窗工具,对该井177.8 mm(7″)套管进行开窗作业,优选的侧钻点深度为1 398.5 m,开窗之后上窗口深度1 398.5 m,下窗口深度1 401.1 m。作业中将不同钻井参数下对应的机械钻速统计见表2。
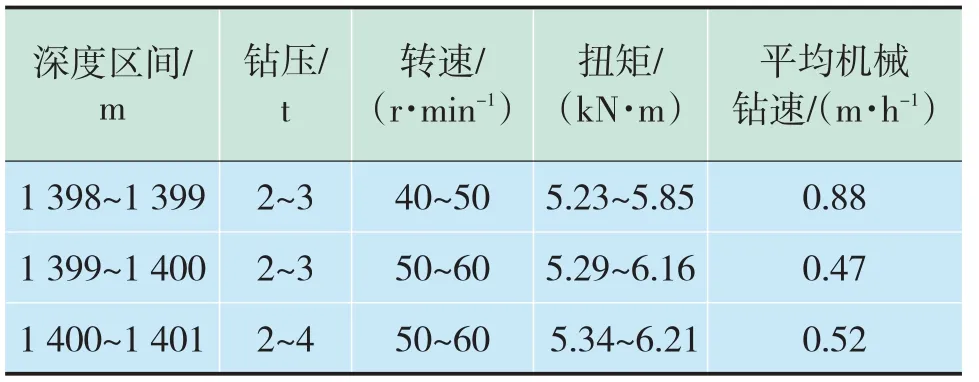
表2 SZ36-1-DW井开窗钻井参数
由表2可以看出,该工具进行开窗作业时使用低钻压及中等转速即可保证相对较快的开窗钻速,开窗过程中无蹩扭现象。开窗工具出井后,头锥磨损3.175 mm(1/8″),中锥磨损1.588 mm(1/16″),尾锥磨损0.794 mm(1/32″),铣锥表面磨损均匀,说明该工具斜向器斜面强度足够,铣锥布齿合理。后续的钻井及电缆测井作业中,工具及电缆过窗口无阻挂现象,说明钻柱铣修窗效果良好。
3.2 工具技术优势对比
国产小井眼开窗工具多为两趟钻进行开窗作业,即第一趟钻下入并锚定斜向器,而后起钻更换开窗铣锥,进行套管开窗作业。在渤海油田首次采用国产一趟式开窗工具,去掉了一趟起下钻工序,显著提高了作业时效。SZ36-1-DW井一趟式开窗工具时效划分为:组合开窗钻具4.25 h,下钻至斜向器坐挂位置5.0 h,坐挂斜向器1.25 h,铣锥与斜向器脱手1.0 h,开窗7.5 h,修窗3.25 h,起钻3.75 h,甩开窗钻具0.75 h。开窗工序总共用时26.75 h。一趟式开窗工具相对于之前常用的两趟式开窗工具节约了一次起下钻的时间,相对本井来说节约时间8.75 h,提效达到25%。
4 结论
1)胜利一趟式177.8 mm(7″)套管开窗工具在渤海湾首次使用,结构可靠,斜向器一次坐挂成功,铣锥与斜向器一次脱手,开窗、修窗作业顺利,后续钻具起下均能顺利通过窗口,此次使用较为成功。
2)开窗成功后应保留足够的修窗时间,确认窗口平整,降低后续钻井作业风险。修窗效果可根据开窗钻具过窗口时有无阻挂现象及铣锥磨损程度综合评价。
3)胜利一趟式177.8 mm(7″)套管开窗工具较于两趟式开窗工具,作业工序简单,节约时效,使SZ36-1-DW井提效达到25%。
4)胜利一趟式177.8 mm(7″)套管开窗工具技术在SZ36-1油田的成功应用,为今后渤海小尺寸套管开窗侧钻提供了参考,具有较好的指导意义。
猜你喜欢
作文新天地(小学版)(2022年8期)2022-05-30 20:24:15
作文周刊·小学一年级版(2017年37期)2017-11-11 16:21:06
女子世界(2017年9期)2017-09-08 00:27:43
西南石油大学学报(自然科学版)(2016年2期)2016-12-01 06:01:47
凿岩机械气动工具(2016年1期)2016-11-11 07:33:35
深空探测学报(2016年2期)2016-05-17 05:19:17
潍坊学院学报(2015年2期)2015-12-31 09:09:26
凿岩机械气动工具(2015年3期)2015-11-11 07:32:54
中学生天地(A版)(2014年12期)2014-04-29 20:04:37
吉林地质(2014年4期)2014-03-11 16:48:12
