自制气雾化TC4粉末的电子束选区熔化成形工艺
2020-09-24 08:59:36刘邦涛刘振军张嘉振刘建光
黑龙江科技大学学报 2020年4期
田 操, 陈 卓, 刘邦涛, 刘振军, 张嘉振, 刘建光
(1.航天海鹰(哈尔滨)钛业有限公司, 哈尔滨 150029; 2.中国商用飞机有限责任公司北京民用飞机技术研究中心, 北京 102211)
0 引 言
电子束选区熔化技术是通过高能量、高速度的电子束击打金属粉末,使粉末直接熔化成形的快速制造技术[1-3]。目前,电子束选区熔化的钛合金粉末多数依靠进口,为打破目前进口钛合金粉末垄断的局面,国内制造钛合金粉末的能力不断强化且稳定,但是对于国产TC4钛合金粉末在电子束选区熔化成形设备中的应用测试研究较少[4-6]。笔者通过研究自制气雾化TC4钛合金粉末的电子束选区熔化成形工艺,优化设计打印工艺参数,分析成形试样综合性能,以及相关技术参数对电子束选区熔化成形制件的影响,实现自制气雾化TC4钛合金粉末电子束选区熔化成形的工程化应用。
1 实验材料与设备
1.1 材料
采用航天海鹰(哈尔滨)钛业有限公司制备的冷壁坩埚真空感应熔炼气雾化球形TC4钛合金粉末[7],材料牌号为Ti6-Al4-V,其化学成分实测值如表1所示。粉末粒度范围为45~106 μm,松装密度为2.56 g/cm3,霍尔流速为23.9 s/50 g。
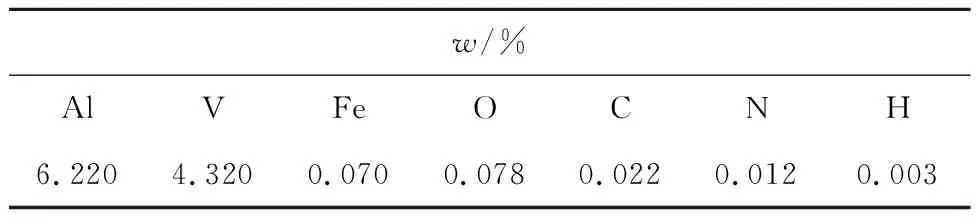
表1 TC4钛合金粉末化学成分Table 1 Chemical composition of TC4 titanium alloy powder
1.2 设备
实验设备采用Arcam电子束选区熔化成形Q20。设备最大成形尺寸为φ350 mm×380 mm,电子束最大功率为3 kW,成型仓真空度为0.008 Pa,最大加工效率为80 cm3/h,铺粉厚度为0.05~0.20 mm,最小束斑为φ180 μm。
2 工艺参数优化
2.1 工艺方案
影响电子束选区熔化成形制件性能的主要工艺参数包括:偏焦电流、扫描速度指数、扫描线间距、轮廓偏焦电流、拐点参数。扫描间距为0.14 mm,轮廓偏焦电流为3,拐点参数为0.7,采取正交实验法设计两因素三水平正交实验打印工艺方案,偏焦电流I分别为20、25、30 mA,扫描速度nv分别为16、20、24,具体如表1所示,完成9组工艺参数的实验块打印工作,成形试样尺寸为20 mm×20 mm×50 mm,打印结果如图1所示。
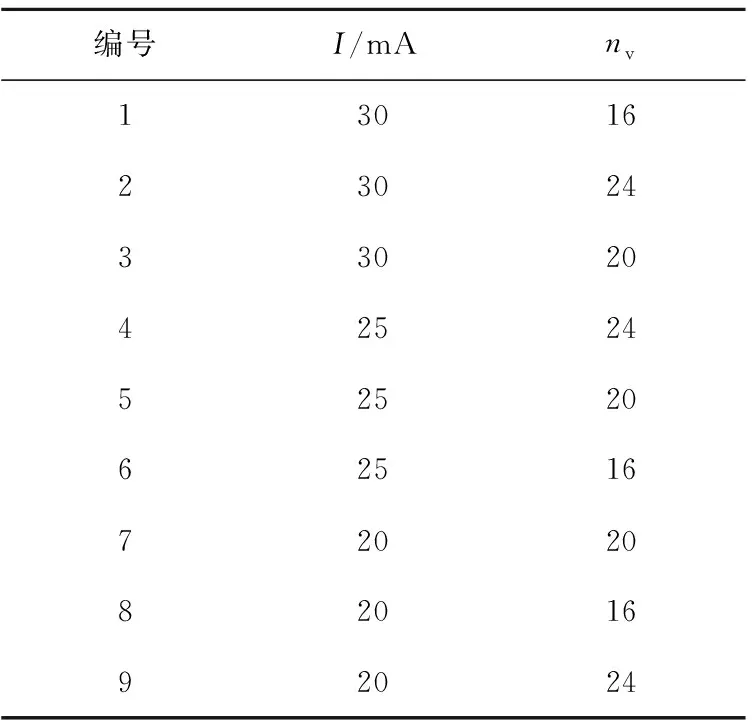
表2 电子束选区熔化成形工艺方案设计Table 2 Design of process scheme of electron beam selective melting
2.2 性能检测
2.2.1 致密度和硬度
材料的致密度可以通过实际密度和孔隙率表证,但是电子束选区熔化成形件的空隙比较小,通过肉眼观察几乎无法实现,实际密度可以通过阿基米德排水法确定。首先,将待测试样表面清洗干净并吹干,使用天平测取试样质量,然后表面涂凡士林,用细线缠住,将试样完全浸没在烧杯中,但是又不完全与烧杯侧壁接触,用天平测得样品浸入烧杯后的质量,待测试样的体积为
V=(m1-m2)/ρh,
(1)
式中:V——试样体积,cm3;
m1——试样质量,g;
m2——试样浸入烧杯后的质量,g;
ρh——水的密度,g/cm3。
试样的实际密度为
ρTi=m1/V,
(2)
式中,ρTi——试样实际密度,g/cm3。
通过孔隙率计算,可以了解块状材料中孔隙体积与材料在自然状态下总体积的百分比
P=1-[m/(V×ρTi)],
(3)
式中,m——理论质量,g。
式(3)表征了零件的致密度,使用TMVS-1S型数显显微维氏硬度计测量试样的维氏硬度。用砂纸打磨打印试样,去除氧化层,直至表面光洁平整为止。按照上下左右中的顺序进行取点测硬度,测试5次,并取其平均值作为试样的维氏硬度,硬度检测结果如表3所示。
从表3可知,当其他参数不变时,随着扫描速度指数数值的增加,试样的孔隙率是逐渐降低的,致密度越来越高;当扫描速度指数数值取16和20时,随着偏焦电流数值的增加,试样的孔隙率都是逐渐递增,但在扫描速度指数数值在24时,随着偏焦电流数值的增加,孔隙率的数值则是呈现由大变小又趋于增加的变化趋势,偏焦电流取值25 mA,扫描速度指数取值24时,成形试样孔隙率最小,实际密度更接近理论值。致密度测试结果显示,工艺方案4对应的试块致密度相对高,内部缺陷较少。同时从表3中分析得出,各试样维氏硬度值差异性不大,未发现明显区别,所有试样的维氏硬度值在320±20范围内波动。试样4致密度和硬度明显优于其他试样,且单试件上的硬度比较均匀稳定。因此,选择对比度较高的工艺方案4对应的工艺参数包进行下一步力学性能测。
2.2.2 力学性能
依据致密度检测结果,采用方案4对应工艺参数成形6组拉伸试验棒,为验证自制TC4粉末可靠性,采用Arcam进口粉末成形4组拉伸试棒进行力学性能测试,两种粉末电子束选区熔化成形拉伸试样具体形状尺寸如图2所示。试棒拉断后如图3所示。自制气雾化粉末烧结试棒力学性能曲线和进口粉末烧结试棒力学性能曲线如图4所示。检测结果见表4。从表4可以看出,自制气雾化TC4粉末成形力学性能良好,最大抗拉强度1 032 MPa,平均抗拉强度为1 017 MPa,与进口粉末成形效果比较,进口粉末成形试棒最大抗拉强度1 029 MPa,平均抗拉强度1 018.25 MPa,从数据看,自制粉末成形试棒最大抗拉强度大于进口粉末成形试棒,两者平均抗拉强度相差不大。对标ASTM2924,抗拉强度大于等于825 MPa,屈服强度大于等于895 MPa,延伸率大于等于10%。测试结果显示,自制TC4粉末在电子束选区熔化成形试样力学性能符合要求。
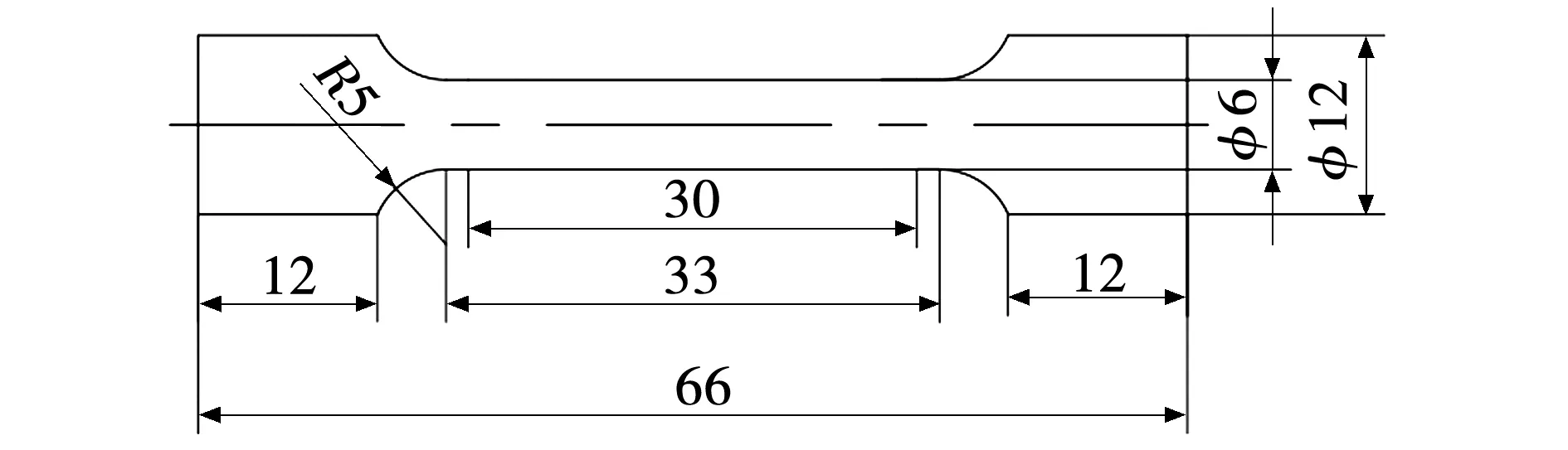
图2 圆形横截面常温拉伸试样Fig. 2 Circular cross section tensile specimens at room temperature
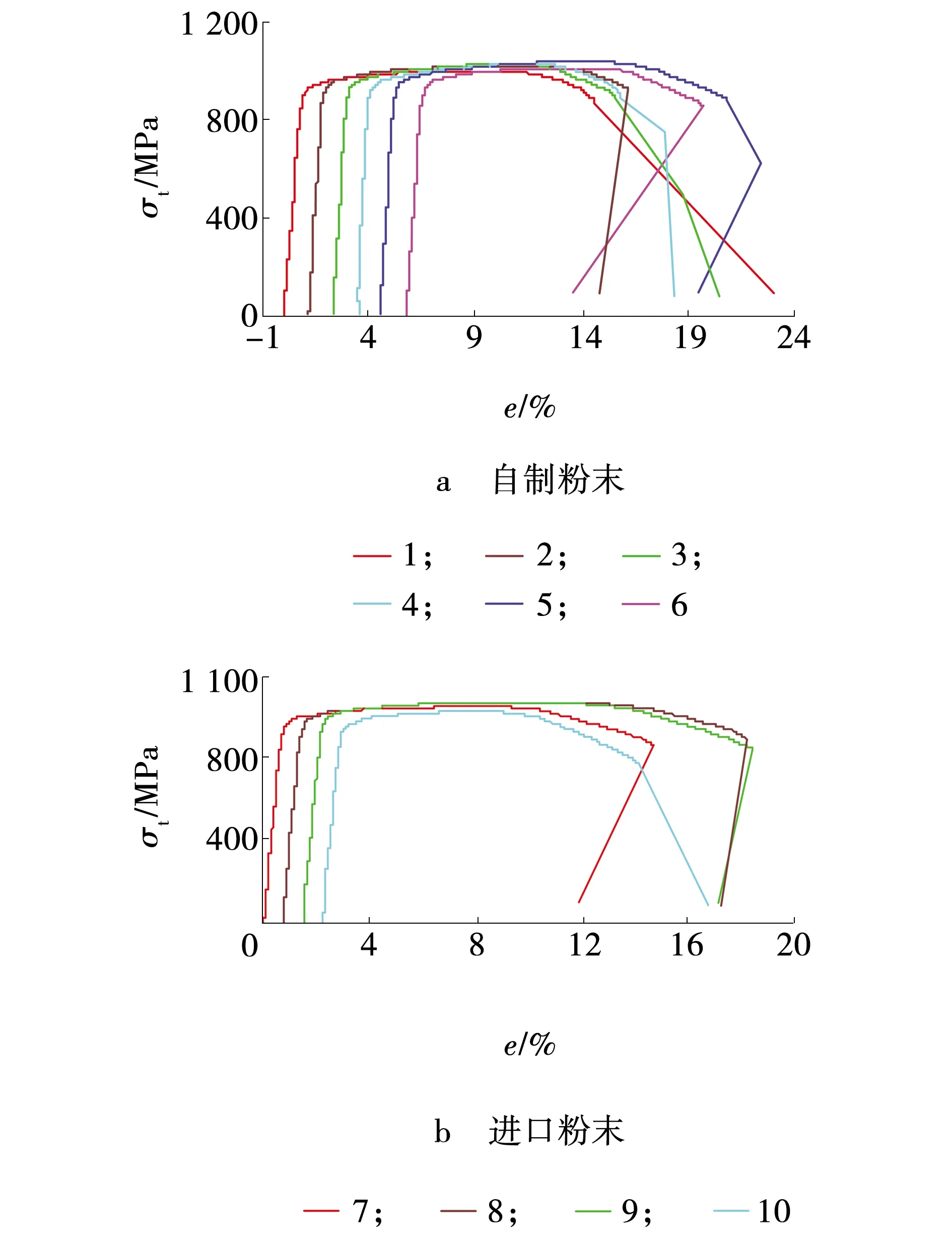
图4 力学性能测试结果Fig. 4 Mechanical property test result

表4 力学性能测试结果的数据统计Table 4 Statistics of mechanical property test results
2.2.3 显微组织
使用DMI 5000M型金相显微镜观察试样的组织缺陷及显微组织。按照标准金相试样制备方法制备金相试样,采用Kroll腐蚀剂V(HF)∶V(HNO3)∶V(H2O)=3∶5∶92,对采取工艺方案4打印成形的TC4试样进行腐蚀,得到TC4钛合金试样显微组织结构如图5所示。从图5可以看出,试样中无孔和裂纹等缺陷,打印试样具有网篮组织,网篮组织的高温蠕变性能以及强度、塑性均较好,因此,具有更优异的室温力学性能。
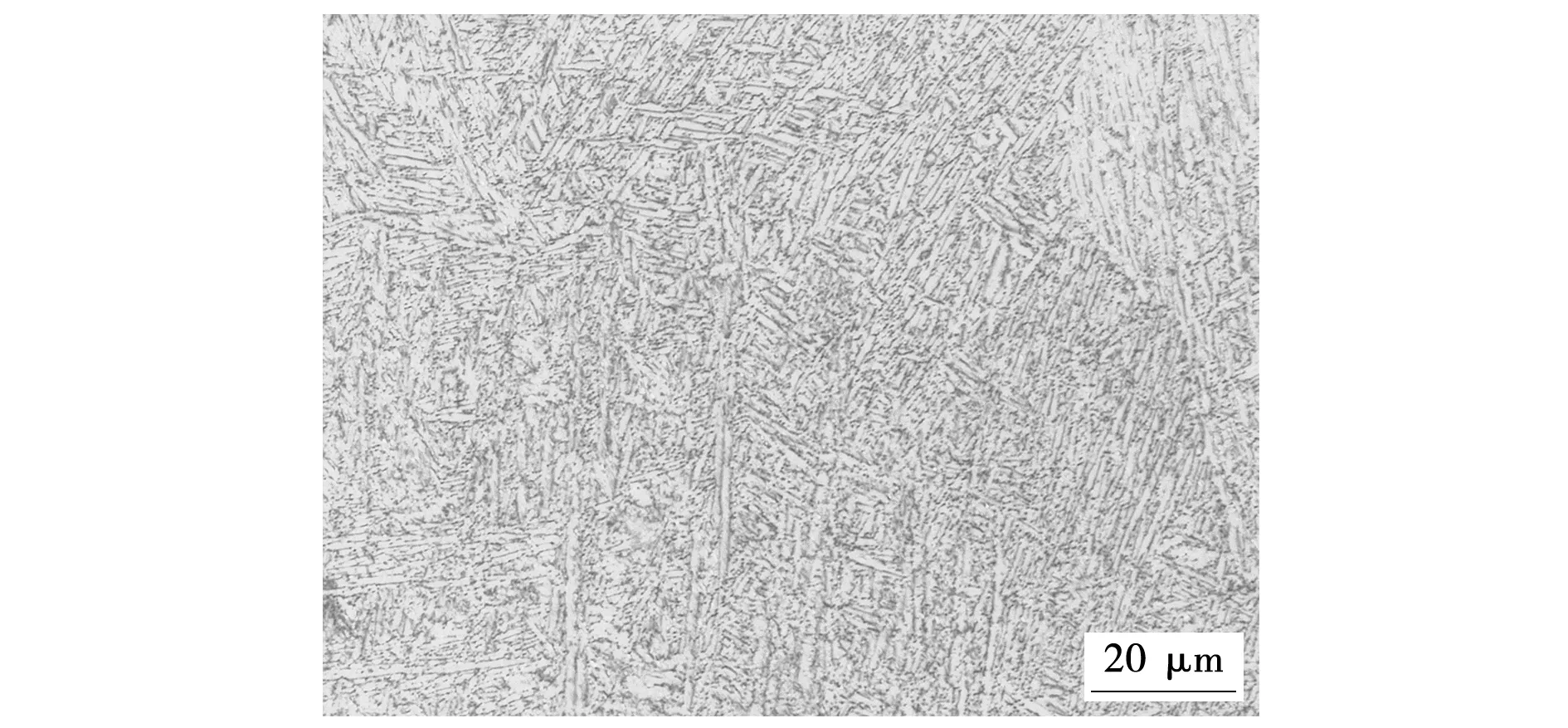
图5 显微组织Fig. 5 Microscopic structure
2.3 测试与验证
上述工艺参数设计满足打印要求,现根据图6所示的数模图像进行TC4钛合金粉末成形测试验证。数模包含的典型结构较多,能总体反映出TC4钛合金粉末材料的成形性能。测试内容具体包括细孔径成形性、不规则曲面成形性、尺寸精度等。打印完成的TC4钛合金五通管如图7所示,并对五通管进行相关参数检测。

图6 打印三维数模 Fig. 6 Printing 3D digital analog

图7 电子束打印实验件Fig. 7 Electron beam printing test piece
表面粗糙度值为12.5,五通管名义质量为993.00 g,实测质量为993.18 g,其中主管路内径名义值为φ25mm,实测值为φ25.2 mm,管壁厚度名义值为2.5 mm,实测值为2.48 mm,分支管的内径和外径名义值分别为φ12.50和φ17.50 mm,实测值分别为φ12.44和φ17.56 mm。结果显示,针对自制TC4钛合金粉末进行成形测试,优选的工艺参数能获得性能良好的五通管结构件。零件表面质量优良,产品质量与目标质量一致性好,测量的内径、外形及厚度等尺寸检测值均在误差范围内,表明自制TC4粉末电子束选区熔化成形不规则曲面、细孔径等结构均符合预期指标,自制TC4钛合金粉末材料的成形性能良好,可以实现自制TC4钛合金粉末电子束选区熔化成形薄壁五通管。
3 结 论
(1)当电子束打印工艺参数偏焦电流为25 mA,速度扫描指数为24 mA、扫描线间距为0.14、轮廓偏焦电流为3、拐点参数为0.7时,成形试样孔隙率最小为0.67%,实际密度为4.399 g/cm3,致密度测试结果最接近理论值,致密度相对较高,缺陷较少。
(2)自制气雾化TC4粉末成形力学性能良好,最大抗拉强度为1 032 MPa,平均抗拉强度为1 017 MPa,最大屈服强度为936 MPa,平均屈服强度为925 MPa,平均延伸率为13.3%,与进口粉末电子束成形性能相当,并远高于国际标准要求水平。
(3)通过电子束打印薄壁五通管进行成形测试验证,结果显示,自制粉末电子束打印细孔径成形性、不规则曲面成形性、尺寸精度等方面均比较好,总体反映出的TC4钛合金粉末材料的成形性能优良。
猜你喜欢
制造技术与机床(2019年9期)2019-09-10 07:36:36
表面工程与再制造(2019年1期)2019-05-11 08:51:58
中国自行车(2018年8期)2018-09-26 06:53:32
电子测试(2017年12期)2017-12-18 06:35:21
四川冶金(2017年6期)2017-09-21 00:52:30
中国塑料(2016年7期)2016-04-16 05:25:49
当代化工研究(2016年9期)2016-03-20 16:22:18
中国煤层气(2015年1期)2015-08-22 03:05:47
焊接(2015年7期)2015-07-18 10:59:18
焊接(2015年7期)2015-07-18 10:59:18