
CO2集中供气方案设计
2020-09-21 07:36勾立国
工程技术研究 2020年15期
张 喆,勾立国
(中汽研汽车工业工程(天津)有限公司,天津 300300)
随着客车企业产能不断提升,客车焊接工艺中CO2保护焊机所使用的气体需求量不断增大,传统模式供应已不能满足集约化的客车企业生产。客车焊接工艺与所供应气体关系密切,气体的选用关系到客车焊接质量[1]。除此之外,由于关系到焊接工艺的使用,供气方案通常由企业焊装工艺人员确定。集中供气方式与传统模式供气相比,生产使用变得更加便捷、高效。CO2集中供气建设虽然起步较晚,但发展较快,是未来客车企业气体供应的方向[2]。
1 方案设计
首先,根据生产工艺要求统计设备使用数量,并进行方案设计,焊机分布及数量如表1所示。其次,选择气源。综合考虑成本及工艺的优缺点,最终选择Ar+-CO2混合气,如表2、表3所示。最后,根据气体种类及气液态消耗量,确定罐体体积,如表4、表5所示[3]。其中,液氩取1.4t/m3,液态CO2取1.115t/m3(-40℃),可根据充装一次天数设置罐体容积。
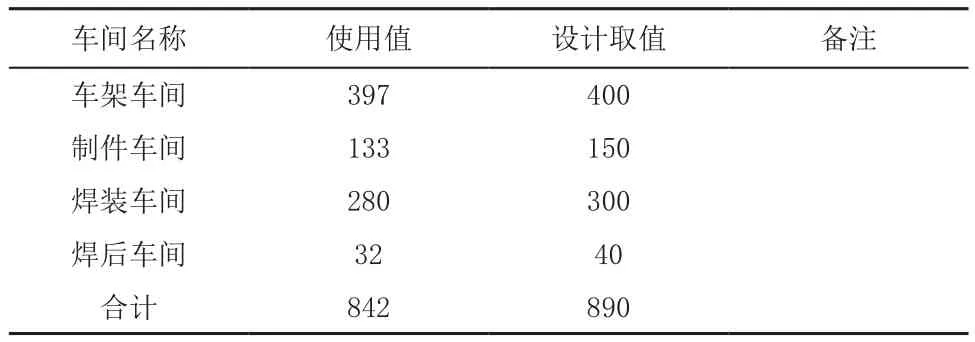
表1 焊机分布及数量
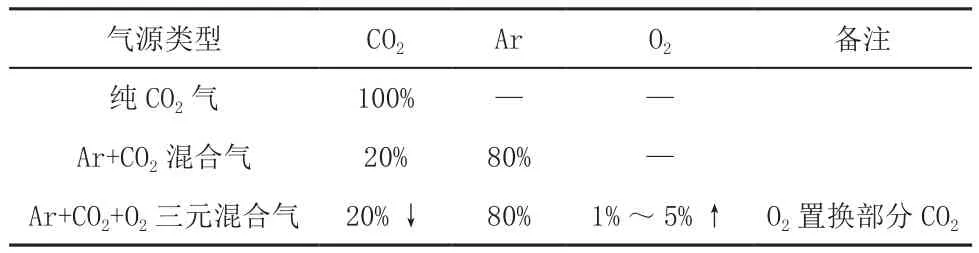
表2 气源类型
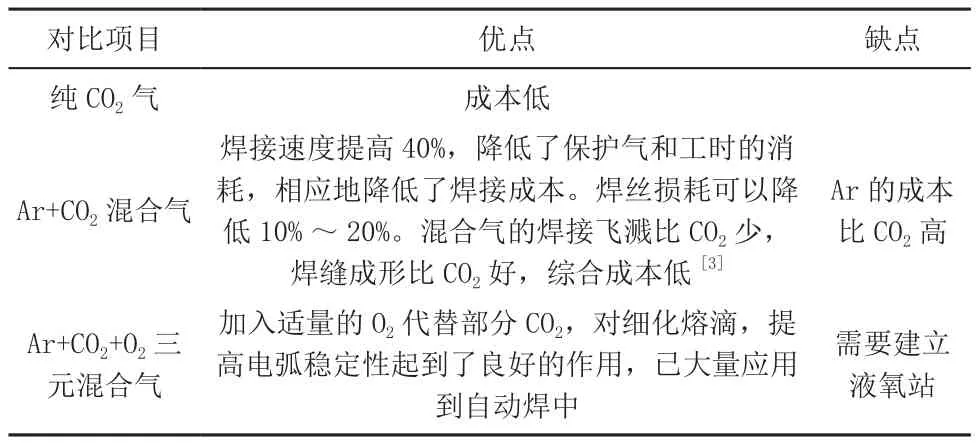
表3 气源的选择
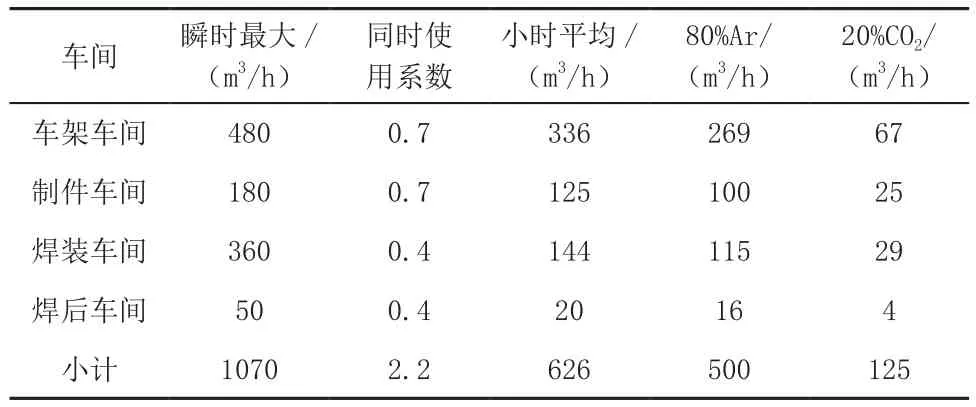
表4 建站消耗气态计算
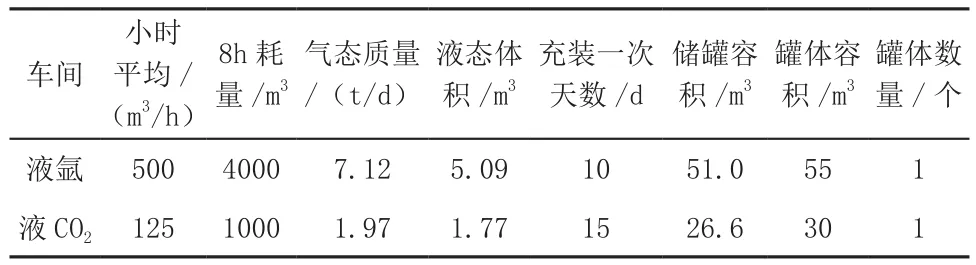
表5 建站消耗液态计算
2 设备原理及功能要求
Ar、CO2均为低温液体储罐,Ar、CO2低温液体经管道进入空温式气化器气化成气体(10℃以下CO2串联电加热水浴式气化器进一步气化,10℃以上单独使用空浴式气化器),进入调压系统调压;再经混合气体配比柜根据工艺要求调整Ar、CO2的百分含量,混合成焊接所需要的混合气体,进入缓冲罐,分支到各车间;通过车间供气管道末端工位点流量计调节混合气体的流量,最后进入焊机保护焊接,设备原理如图1所示[4]。
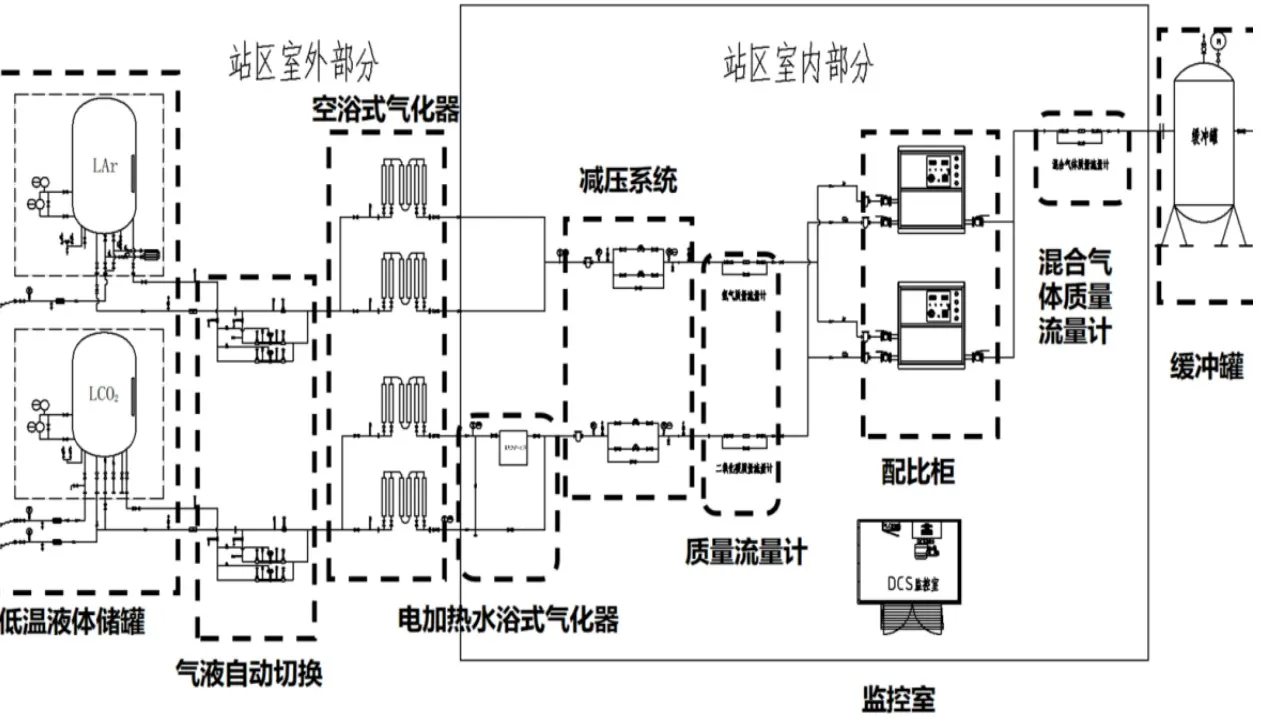
图1 设备原理
2.1 低温储罐
Ar、CO2配置低温液位差压液位计1台,将液位及压力上传至中央控制系统,并设置上下限预警,液位设置下线预警,当液位低于警戒线时提示管理技术人员供应气源,避免因气源储存量过低影响正常生产,造成不必要的浪费。
各配置压力变送器1台,并将压力数据上传至终端。配置压力上下线预警设置、联动全自动气液转换装置各1套,当压力低于设置压力时自动切换至液相供应,高于设置压力时自动切换至气相供应,防止因压力过高自动排放造成不必要的浪费。当Ar压力达到设定的上限值1.5MPa时,自动切换到气相供气;当压力达到设定的下线压力1.3MPa时,自动装换到液相供液。当CO2压力达到设定的上限值2.0MPa时,自动切换到气相供气;当压力达到设定的下线压力1.3MPa时,自动装换到液相供液。超出设定极限范围自动上传至中央控制系统,自动切断供应并预警。配置1套超压保护自动排放装置,设定Ar、CO2超压保护上限值分别为1.75MPa、2.35MPa,超出设定上限值,为了确保罐体的安全,自动将数据上传至中央控制系统预警并打开自动排放降压阀,对空排放以保护罐体的安全。达到设定下限值1.6MPa(Ar)、2.2MPa(CO2)时,自动关闭自动排放降压阀。
配置泄漏报警联动装置,即混合气体站房内配置氧气含量报警控制系统,当氧气含量超出或低于设定值时,自动预警并联动排风换气装置运行,确保现场人员及设备安全。
2.2 气化器
Ar、CO2气化器分别在进口各配置2个自动切断转换阀,出口各配置1个温度变送器。当出口温度低于-15℃时自动关闭一路空温式气化器自然除霜,并打开另一路空温式气化器继续气化并供气。出口各配置1套超压保护自动排放装置,设定超压保护上限值Ar为1.75MPa、CO2为2.35MPa,超出设定上限值,为了确保气化器的安全,自动将数据上传至中央控制系统预警并打开自动排放降压阀,对空排放以保护气化器的安全。达到设定的下限值,1.6MPa(Ar)、2.2MPa(CO2)时,自动关闭自动排放降压阀。
CO2部分配置水浴式电加热复式气化器1套,上传气化器出口温度数据(设定上限数值为10℃、下限数值为0℃),全自动控制该气化器的出口温度并预警,自动控制电加热复式气化器出口温度高于上限值停止运行,低于下限值启动运行。
2.3 减压系统
Ar、CO2减压系统出口各配置压力变送控制器1台,设置输出压力的上下限为0.5~1.0MPa,超出设定范围,数据将自动预警并上传至中央控制系统。当压力小于上限值时,同时打开两路减压系统同步供应以满足设备的应用;当压力大于设定值时,联动超压保护自动排放装置,设定超压保护上限值为1.20MPa(混合气体配比柜设计压力范围内),超出设定上限值,为了确保混合气体配比柜的安全,自动将数据上传至中央控制系统预警并打开自动排放降压阀,对空排放以保护混合气体配比柜的安全,确保安全生产,有效避免因超压造成的设备损坏。
2.4 混合气体配比柜
配置2台全自动控制混合气体配比柜,混合比例部分配置1套全自动比例控制阀组和1台CO2在线分析仪,检测混合气体中的CO2在混合气体中的比例值,设置混合比例值的上下限(根据生产工艺要求的比例范围),上传至中央控制系统预警并控制混合气体的比例值。当比例值超出设置范围时自动补偿,有效确保了混合气体的混配精度,保证了焊接工艺中的成品合格率,提高了生产效率并有效地降低了生产成本。
全自动混合气体配比柜,在混合气中CO2、O2的比例值可远程控制,自动调整并自动补偿,就地和远程可任意设定混配置自动调整。输入及输出压力要求采用PID闭环控制以保持输出压力的稳定,压力值可上传至中央控制系统。
2.5 云端远程监控
为实现集中供气系统的可视化,通过工控方式监控低温储罐、空浴式气化器、稳压系统、气体配比柜、车间用气点等系统组成部分的工况集中控制系统。现场各个工位点工作情况在触摸屏和监控电脑上同时显示,操作人员根据现场情况来操作维护气体供气系统。
通过手机APP,办公室工作人员也可以实时监控整个气体系统的情况。操作人员使用手机APP也可以进行信息查看和报警复位操作,监控低温储罐的压力、液位、控制紧急切断阀的开关状态;控制空温式汽化器的切换状态、温度状态;控制监控稳压系统压力工作状态;控制监控气体配比柜输出气体的含量、压力等状态;监控车间用气量的瞬时和累计数据;监控天然气的压力、流量、紧急切断、泄露预警排风联动状态;监控压缩空气压力、流量、设备温度、通风降温状态。
3 结束语
随着客车行业的迅猛发展,焊接工艺供气系统也迎来了转型升级。从CO2气瓶供气到汇流排供气再到今天的气站集中供气,在安全、管理等各个方面都有了突破。对于CO2保护焊机使用量较大的企业,集中供气装置无疑是一种相当理想的供气方式[5]。集约化是一种顺应发展趋势的模式,如何在客车项目中有效实施供气系统建设,以满足企业的实际业务需求,提升企业的运营效率是重中之重。
猜你喜欢
四川环境(2022年1期)2022-03-08
现代营销(创富信息版)(2018年9期)2018-09-03
中学化学(2017年5期)2017-07-07
环境保护与循环经济(2017年8期)2017-03-22
投资北京(2017年1期)2017-02-13
未来英才(2016年13期)2017-01-13
中国塑料(2016年8期)2016-06-27
中国农业文摘-农业工程(2016年5期)2016-04-12
天津化工(2016年5期)2016-02-12
海军航空大学学报(2015年4期)2015-02-27
