
弹射座椅导管渗透检测技术研究
2020-09-21 03:09:48李玫田家洋赵文四达机械制造公司
航空维修与工程 2020年6期
李玫 田家洋 赵文/四达机械制造公司
0 引言
某型飞机弹射座椅的导管(材料为1Cr18Ni9Ti 或0Cr18Ni9)用于输送高压燃气,如果导管失效,尤其是导管喇叭口部位有裂纹,将会漏气,严重时导致工作终止,甚至造成座椅不能有效弹射。为保证在役飞机弹射座椅导管的质量,需对该类导管进行荧光渗透检测,重点检查导管喇叭口部位,而对导管进行荧光渗透检测工艺试验时发现有漏检情况,需准确分析其原因,以确定最佳的检测技术。
1 导管荧光渗透检测工艺试验
渗透探伤是基于毛细管原理,检查非多孔性金属和非金属零件表面开口缺陷的一种无损检测方法。常用的荧光渗透检测方法有水洗型荧光渗透检测法、后乳化型荧光渗透检测法和溶剂去除型荧光渗透检测法。对导管进行探伤时,这三种方法均可使用,受检测生产线的局限,本文仅分析采用水洗型荧光渗透检测法时存在的问题。
1.1 导管初次工艺试验方法
水洗型荧光渗透检测的流程为:预处理→渗透→去除→干燥→显像→观察→后处理。
随机挑选17 根导管进行荧光渗透检测初次工艺试验。检测结果为:荧光渗透检测发现4 根导管有线状显示,初步判断为疑似裂纹。疑似裂纹的显示分为两种:一种是在导管的喇叭口部位有密集型的放射状线状显示,此类显示的宽度较窄,长度未延伸至导管内壁;另一种是在导管喇叭口部位有分散型的单条显示,此类显示的宽度较宽,部分已延伸至导管内壁。初次工艺试验故障情况统计表见表1,导管荧光渗透检测显示图见图1。
1.2 存在的问题
在对有裂纹的导管进行观察评判时,借助40 倍体式显微镜辅助观察,又发现有2 根导管在喇叭口部位还有疑似裂纹,但荧光渗透探伤却未显示,存在漏检情况。故障图片见图2。
1.3 对疑似裂纹缺陷进行金相分析
对荧光渗透探伤发现的4 根有疑似裂纹的导管和40 倍体式显微镜观察发现的2 根有疑似裂纹的导管进行金相分析,以确定疑似裂纹的性质及成因。裂纹部位金相分析如图3 所示。
导管喇叭口部位疑似裂纹共6 条,最深约0.248mm,最浅约0.008mm,切取喇叭口处,磨制金相试样后观察,1号~6 号导管的疑似裂纹呈张开状,疑似裂纹匹配不好,裂纹头部圆钝,裂缝内部充满夹杂物。其中,2 号导管疑似裂纹起始处匹配不好、内部充满夹杂物,末端尖锐。从疑似裂纹形态来看,疑似裂纹属原材料发纹,系原材料本身存在夹杂物,原材料中的夹杂物在管子拉制过程中被拉成长条形,沿管子轴向分布,发纹内部充满夹杂物,发纹两边匹配不好;管子在扩口过程中,部分发纹末端部扩展,形成尖锐的裂纹。

表1 初次工艺试验情况统计表
由金相分析可知,荧光渗透探伤和40 倍体式显微镜检查发现的导管喇叭口部位的线状显示均为裂纹,同时也说明荧光渗透探伤检查存在漏检的情况。
2 导管荧光渗透检测技术分析
采用水洗型荧光渗透法检测导管时,因操作工序较长,影响因素多,各环节均对检测结果的可靠产生影响性。导管喇叭口部位的裂纹有一部分较小,且开口较宽,如果操作时对渗透、去除等环节控制不当,容易过洗,造成细小裂纹的漏探。下面对荧光渗透检测工艺试验的方法和过程进行分析。
2.1 渗透液施加方法
渗透液施加方法多为浸涂、流涂和刷涂。初次工艺试验时荧光渗透液的施加方式即为浸涂法,发现在导管内部残留的渗透液较多,在后续去除导管内部多余渗透液时需延长清洗时间,易造成过洗,导致喇叭口部位开口较大的裂纹内部残留的渗透液被冲洗掉,造成裂纹漏检。经分析,应采用流涂法和刷涂法,可减少导管内部残留的渗透液,从而降低过洗造成的风险。
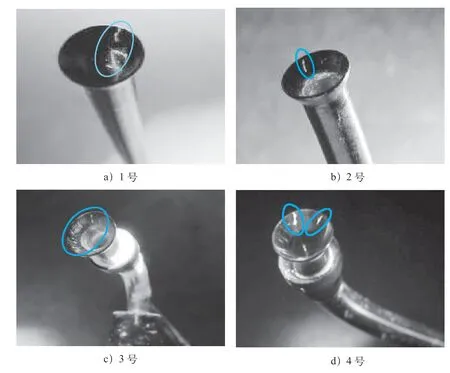
图1 荧光渗透检测导管裂纹显示图
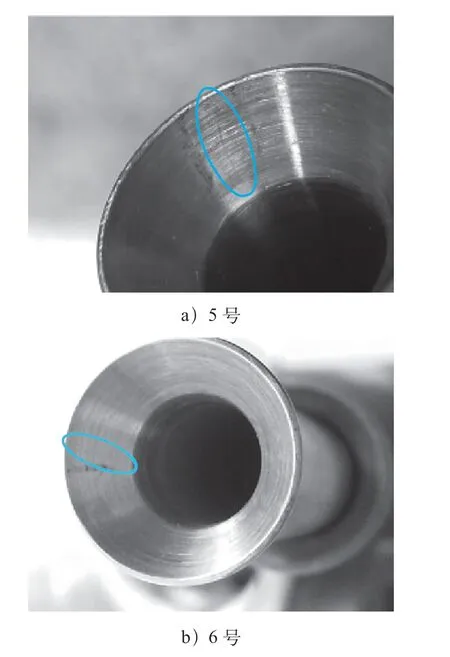
图2 体式显微镜检测导管疑似裂纹图

图3 裂纹部位金相分析(500X)
2.2 渗透时间
按照GJB 2367A《渗透检验》的规定,渗透时间不少于10min。初次工艺试验时,渗透时间为10 ~15min。因导管的裂纹多为细小裂纹,不易检测,需适当延长渗透时间,经验证,将渗透时间设定为不低于20min时检测效果较好。此时间可以使渗透液充分渗入细小裂纹中,提高细小裂纹的检出率。
2.3 去除表面多余渗透液的方法
去除表面多余渗透液的方法有手工喷水洗、自动喷水洗和手工擦洗等。初次工艺试验时采用手工水喷洗方法。经多次试验发现,导管喇叭口部位有些裂纹的开口较宽,使用手工水洗极易造成过洗,导致漏检。相对于手工水喷洗方法,采用手工擦洗能更好地保留缺陷中的渗透液,从而使开口宽的缺陷中的渗透液得以保留得更多。为防止过洗,渗透结束后可用手工水喷洗方法去除导管外表面多余的渗透剂,用手工擦洗的方法去除导管喇叭口部位多余的渗透剂,不允许使用自动喷水洗。
2.4 缺陷评定方法
初次工艺试验时按照常规方法,在观察喇叭口部位的裂纹时对有疑问的显示用被溶剂(乙醇)润湿的毛笔拭去显示,重新显像观察,次数为1 ~2 次。分析认为,导管喇叭口部位开口较宽的裂纹如采取这种处理方法,易造成漏检。通过多次工艺试验,最终确定在观察裂纹时不允许采用此方法,而应借助放大镜或体式显微镜进行辅助判断。
综合以上分析,在荧光渗透探伤中需加强对各工序的控制,细化工艺参数,提高渗透、去除、观察等工序的控制要 求。
2.5 检测技术的验证
按照调整后的荧光渗透探伤工艺方法,对170 根导管进行检查,发现64根导管在喇叭口部位有裂纹。
为了验证荧光渗透检测结果的正确性,使用40 倍体式显微镜复查,结果一致。通过验证可以确认,改进后的弹射座椅导管水洗型荧光渗透检测工艺方法可行,结果可靠。
3 结束语
1)导管的缺陷多集中在喇叭口部位,为分散性和密集型裂纹。
2)导管进行水洗型荧光渗透探伤时,应重点控制渗透、去除、观察等环 节。
猜你喜欢
中华诗词(2022年6期)2022-12-31 06:42:14
天然气技术与经济(2021年2期)2021-05-24 09:10:36
中华诗词(2020年11期)2020-07-22 06:31:20
家电科技(2020年3期)2020-06-05 05:29:14
中华诗词(2019年8期)2020-01-06 07:40:06
国际纺织导报(2019年5期)2019-11-14 06:41:30
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中华诗词(2018年5期)2018-11-22 06:46:20
四川轻化工大学学报(自然科学版)(2017年3期)2017-06-29 12:00:57
建筑材料学报(2014年3期)2014-03-11 17:08:02
