缅甸某金矿重选- 浸出选矿试验研究
2020-09-19 03:57张虹张雨田孙景敏李翠芬李荣改李志伟
矿产综合利用 2020年4期
张虹,张雨田,孙景敏,李翠芬,李荣改,李志伟
(河南省岩石矿物测试中心 矿物加工与生物冶金研究所,河南 郑州 450012)
根据金属硫化物含量,可将石英脉型金矿分为贫金属硫化物石英脉型金矿、少金属硫化物石英脉型金 、硫化物石英脉型金和多金属硫化物石英脉型金,其中硫化物石英脉型金为主要矿石类型。石英脉型金矿的矿石成分较简单,有用矿物主要为自然金和银金矿,金属硫化矿物多为黄铁矿,脉石以石英为主。在石英脉型金矿重选方面,尼尔森选矿机相对传统重选设备具有富集比高,处理量大,对环境友好,占地面积小,成本低等优势,通常与浮选、氰化等工艺进行联合使用,可取得良好的试验指标[1-2]。
1 原矿性质
1.1 原矿化学组成及矿物组成
该矿石自然类型是硫化物石英脉型金矿石,围岩主要为热液蚀变岩。原矿多元素分析结果见表1。矿样中金属矿物主要为黄铁矿、闪锌矿、磁黄铁矿、钛铁矿和黄铜矿,有少量自然金和微量碲铅矿等;非金属矿物主要有石英、斜长石、绿泥石、云母、白云石和方解石,其次含少部分角闪石等。

表1 原矿多元素分析结果/%Table 1 Multi-element analysis results of the ore
1.2 金矿物赋存状态
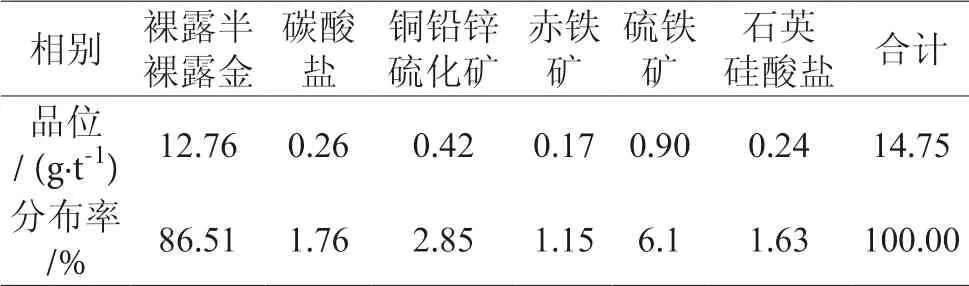
表2 原矿多元素分析结果/% Table 2 Multi-element analysis results of the ore
金物相分析结果见表2。
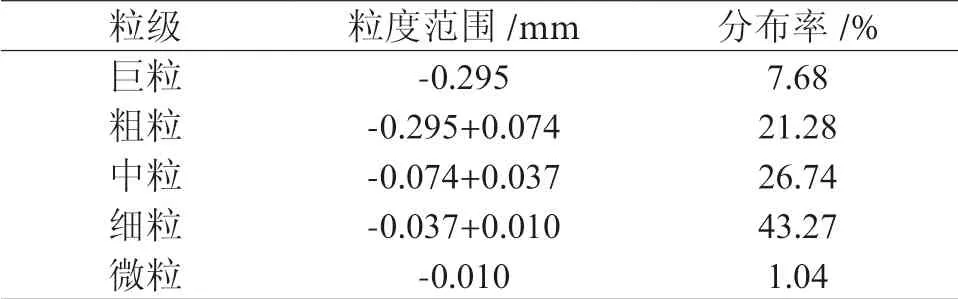
表3 矿石中自然金的嵌布粒度统计结果Table 3 Statistical results of dissemination size of the gold in the ore
从表2 可知,当矿石细度为-0.074 mm 95% 时,裸露半裸露金占86.51%,包裹金占13.49%,包裹金很难与浸金剂接触而损失于尾矿中。金粒度分析结果见表3、4。

表4 原矿自然金的嵌布分析结果Table 4 Analysis results of dissemination characteristics of the gold in the ore
由表3 可知,矿石中自然金嵌布粒度不均,细粒(0.01 ~ 0.037 mm)43.27 %, +0.037 mm 的中粗粒级 55.70%。
由表4 可知,金颗粒主要是以包裹金(61.35 %)形式存在,其次是裂隙金(占29.18 %),粒间金占比较小(占9.48 %)。在包裹金形式中,嵌连矿物硫化矿和脉石(13.47 %)的分布率依次为47.88 %、13.47 %;在裂隙金中,主要以硫化矿裂隙为主。
2 选矿试验
尼尔森选矿机属于强化重力的高效离心选矿设备,其分选自动化程度高,回收粒级宽, +0.037 mm 为极易回收粒级、0.010 ~0.037 mm 为可回收粒级。其回收效果优于传统的重选设备,适用于条件较差的贵金属选厂[3-5]。
由岩矿鉴定可知,原矿自然金嵌布粒度不均,+0.037 mm 的中粗粒级金约占55.70%,嵌布状态为裂隙及粒间金,粒度稍大,较易单体解离,而以细粒、包裹为主的自然金较难回收,所以考虑该矿石性质以及实际环境条件,采用尼尔森GRG试验回收中粗颗粒金,尾矿使用氰化浸出试验回收细粒金的联合流程工艺。
2.1 原矿GRG 试验
为了有利于中、粗粒金矿物的回收以及单体解离金的及时分选,采取尼尔森重选阶段磨矿,阶段选别流程[6]。根据KC-MD3 尼尔森选矿机厂家推荐使用方法,采用重力倍数为60 G,流态化水量3.5 L/min,给矿速度(400 ~ 1000) g/min,进行10 kg 原矿石的三段选别GRG 试验。试验条件及试验流程图见图1,试验结果见表5。
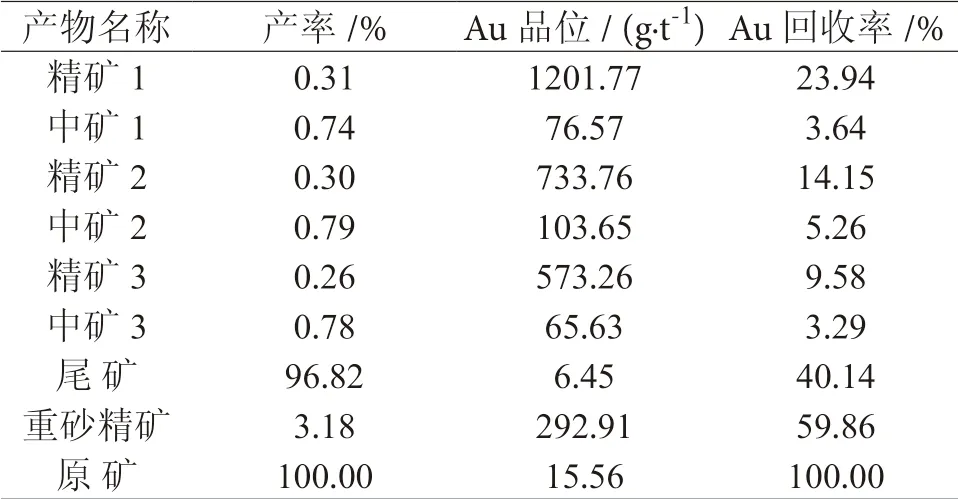
表5 原矿GRG 试验结果Table 5 GRG test results of ore samples
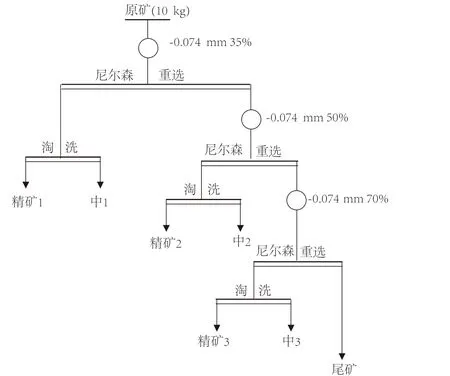
图1 原矿GRG 试验流程Fig 1 GRG flowsheet of ore samples
三段GRG 试验得到的精矿1、精矿2、精矿3、中矿1、中矿2、以及中矿3 合并重砂精矿,其产率为3.18%,Au 品位292.91g/t,Au 回收率59.86%,即GRG 值为59.86。三次经过手工淘洗后的精矿1、精矿2、精矿3 合并为尼尔森重砂精矿,其产率为0.87%,精矿品位为852.56 g/t,精矿富集比为54.79 倍,回收率为47.67%。从试验数据可以看出,尼尔森离心选矿机对矿石中的金有较好的回收效果,且该数据与原矿工艺矿物学的研究结果相对吻合。
2.2 原矿GRG 试验尾矿粒度筛析
为考察尼尔森选矿机对不同粒级的金的回收效果,对GRE 试验尾矿进行了粒度分析,筛析结果见表6。
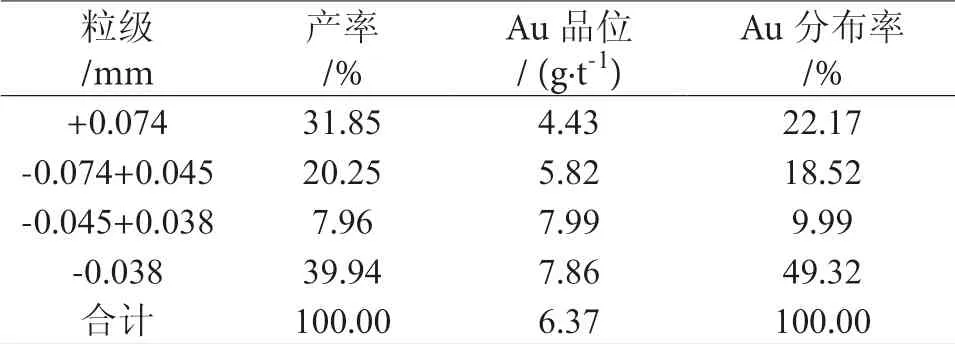
表6 GRG 试验尾矿粒度筛析结果Table 6 Size sieving results of tailings in GRG test
从筛析结果可知,+0.074 mm 粒级中金品位为4.43 g/t,是所有粒级中金含量最低的级别,说明尼尔森选矿机对该级别的金的回收效果较好, -0.038 mm 和0.045 ~ 0.038 mm 级别中金品位较其他级别要高,分别为7.99 g/t 和7.86 g/t,说明尼尔森对这两个级别的金的回收效果较差。
2.3 GRG 试验尾矿氰化浸出试验
原矿通过尼尔森重选对原矿细度-0.074 mm 70% 条件下的大部分中粗颗粒金进行了回收,重选尾矿中的金为细颗粒金和部分包裹金。为此需对重选尾矿(GRG 试验尾矿)的进行全泥氰化浸出试验,试验流程见图2。
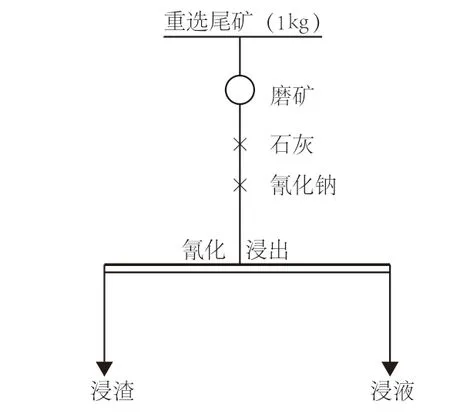
图2 重选尾矿浸出试验流程Fig .2 Leaching flowsheet of gravity separatioj of tailings
其条件试验主要包括磨矿细度、矿浆浓度、石灰用量、氰化钠用量以及浸出时间。
2.3.1 磨矿细度试验
磨矿细度试验条件:矿浆浓度40%,添加石灰1.5 kg/t ,调节矿浆 pH 值至 10 ~ 11,氰化钠用量4.0 kg/t,采用机械搅拌浸出,浸出时间20 h。磨矿细度条件试验结果见表7。
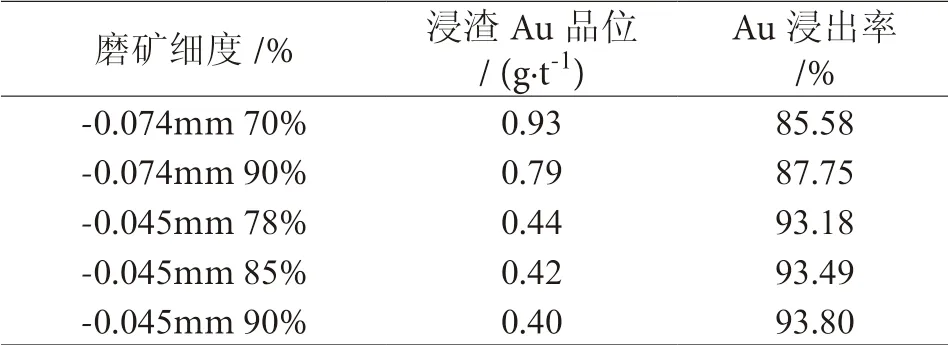
表7 磨矿细度条件试验结果Table 7 Condition test results of grinding fineness
表7 试验结果表明,随着磨矿细度的提高,浸渣品位是逐渐降低,浸出率逐渐上升。当重选尾矿不磨矿直接浸出,即-0.074 mm 70% 时,金的浸出率为85.58%; 当磨矿细度-0.045 mm 78%时,金的浸出率达到93.18%,之后磨矿细度再增加,金的浸出率提高不明显,因此,确定磨矿细度-0.045 mm 78%。
2.3.2 矿浆浓度条件试验
对GRG 试验尾矿进行不同矿浆浓度条件下的的氰化浸出试验研究,矿浆浓度分别为30% 、35%、40% 和45%。 试验条件: 磨矿细度为-0.045 mm 78%,矿浆pH 值保持在10 至11 之间,氰化钠用量4.0 kg/t,浸出时间为20 h。矿浆浓度条件试验结果见表8。
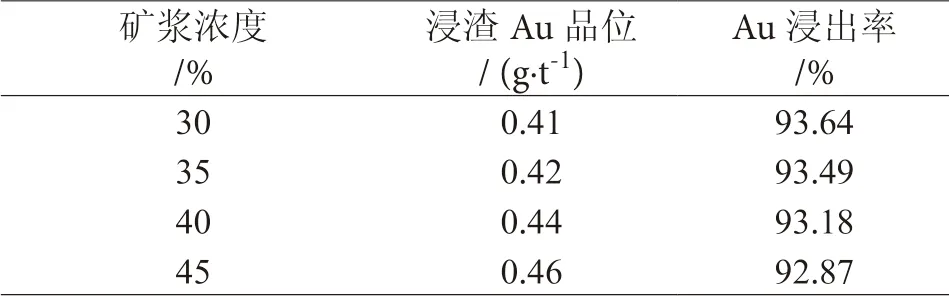
表8 矿浆浓度条件试验结果Table 8 Condition test results of pulp density
从表8 结果可以看出,矿浆浓度越低浸出率越高,矿浆浓度越高浸出率越低,虽然低矿浆浓度能够得到更高的浸出率,但是工业生产上对设备的投入会更高,而且氰化钠的消耗量也会增加,综合考虑,建议生产上选择矿浆浓度为40%。
2.3.3 石灰用量
为保证矿浆溶液合适的碱度,使氰化浸出反应顺利进行,考察了石灰用量,其试验条件为:磨矿细度为-0.045 mm 78%,矿浆浓度40%,氰化钠用量4.0 kg/t,浸出时间为20 h。石灰用量试验试验结果见表9。
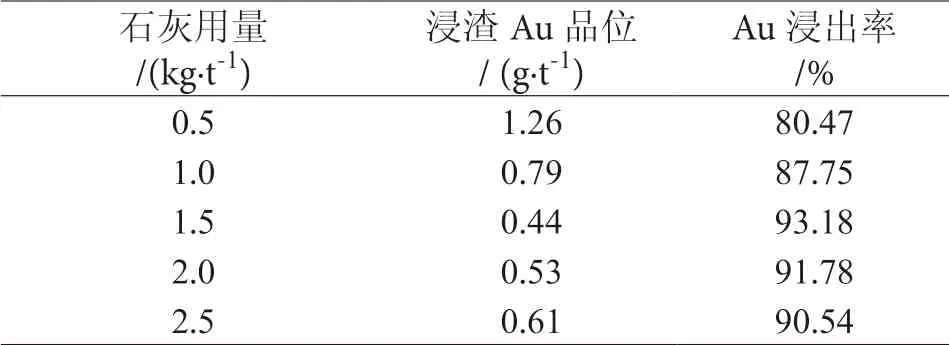
表9 石灰用量条件试验结果Table 9 Condition test results of lime dosage
表9 试验结果表明,随着石灰用量的增加,金的浸出率随之升高,当石灰量1.5 kg/t 时,金的浸出率为93.18%,达到最高,之后随着石灰用量增加,金的浸出率反而下降,说明石灰过量不利于金的浸出。因此石灰用量选用1.5 kg/t,此时矿浆pH 值保持在11 左右。
2.3.4 氰化钠用量试验
金的氰化浸出反应是颗粒金溶解于氰化物溶液的电化学过程[7],其综合反应式:2Au+8CN-+O2+2H2O =4Au(CN)-2+4OH-
氰化钠用量试验条件:磨矿细度为-0.045 mm 78%,矿浆浓度为40%,添加石灰1.5 kg/t 使矿浆pH 值保持在10 至11 之间,浸出时间为20 h。氰化钠用量条件结果见表10。
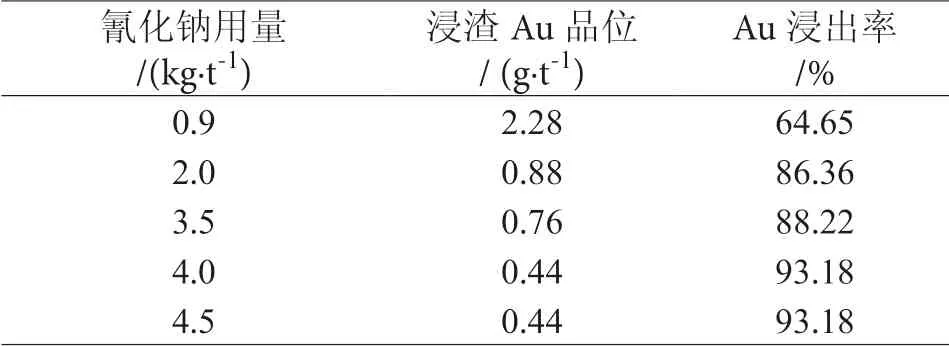
表10 氰化钠用量条件试验结果Table 10 Condition test results of sodium cyanide dosage
从表10 结果可以看出,随着氰化钠用量加大,金的浸出率也随之提升,当氰化钠用量达到4.0 kg/t,金的浸出率为93.18%,再增加氰化钠用量,金的浸出率并未得到提升,因而确定氰化钠用量为4.0 kg/t。
2.3.5 浸出时间试验
试验条件为磨矿细度为-0.045 mm 78%,矿浆浓度为40%,添加石灰1.5 kg/t 使矿浆pH 值10 至11 之间,氰化钠用量4.0 kg/t。浸出时间条件结果见表11。
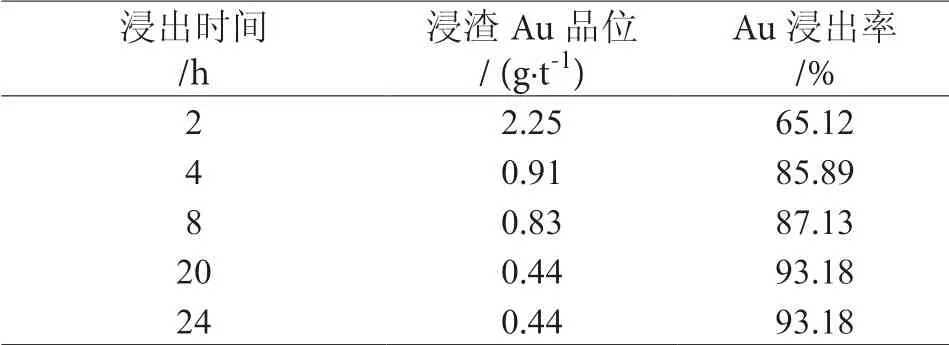
表11 浸出时间条件试验结果Table 11 Condition test results of leaching time
从表11 结果可知,随着浸出时间的延长,金的浸出率使逐渐提升,当浸出时间为20 h 时,金的浸出率为93.18,再继续延长浸出时间,金的浸出率并未得到提升,所以确定浸出时间为20 h。

表12 全流程综合试验结果Table 12 Test results of the whole process
从试验结果表12 可知,在三段不同磨矿细度的条件下,进行三段尼尔森重选得到的总重砂精矿产率为3.18%,品位为292.91 g/t,回收率为59.86%。重砂精矿已成合格产品可进行出售或者进一步精加工。在较佳浸出条件下,重选尾矿中的金浸出效果非常稳定,浸渣品位为0.44 g/t,作业回收率为93.18%。尼尔森重选- 氰化浸出联合流程工艺金的总回收率为可达到97.26%
3 结 论
(1)该矿属于石英脉型金矿石,矿样中金属矿物主要为黄铁矿,非金属矿物主为有石英。金银矿物以自然金为主,其金品位为 14.79 g/t,银品位为12.7 0 g/t。该矿中自然金呈不均匀嵌布,对于+0.037 mm 的中粗粒级金采用尼尔森重选方法回收,对于细粒包裹体金采用全泥氰化浸出工艺回收。
(2)重选试验采用三段不同磨矿细度、三段选别的尼尔森GRG 工艺流程,获得的重砂精矿中金品位为292.91 g/t,回收率为59.86%;重选尾矿中金品位为6.45 g/t,回收率为40.14%。
(3)重选尾矿氰化浸出较佳条件为:磨矿细度为-0.045 mm 78%,矿浆浓度为40%,添加石灰1.5 kg/t 使矿浆pH 值保持在10 至11 之间,氰化钠用量4.0 kg/t,浸出20 h,可得到浸渣金品位为0.44 g/t,作业回收率为93.18% 的指标。
(4)根据该矿石性质以及矿山自身条件,采用尼尔森重选- 氰化浸出联合工艺流程,获得了金总回收率为97.26% 的良好指标。
猜你喜欢
矿山安全信息(2022年23期)2022-11-24
自动化仪表(2022年10期)2022-10-28
中国非金属矿工业导刊(2022年1期)2022-03-08
资源导刊(2021年10期)2021-11-05
昆明冶金高等专科学校学报(2020年5期)2021-01-04
黄金(2020年9期)2020-09-10
矿冶(2020年4期)2020-08-22
建材发展导向(2019年10期)2019-08-24
歌剧(2017年4期)2017-05-17
红领巾·萌芽(2017年2期)2017-03-09