
工业遗产钢结构的激光清洗及保护
2020-09-16 13:58王炎松王陈高男
深圳大学学报(理工版) 2020年5期
王炎松,王陈高男, 2
1)武汉大学城市设计学院,湖北武汉 430070;2)湖北省交通规划设计院股份有限公司,湖北武汉 430051
据统计,中国钢材的消费主要集中在建筑、机械和汽车领域,其中,建筑业用钢量占我国钢材消费总量的59%以上[1].钢结构作为建筑业用钢量最大的一种施工方式,具有自重轻、抗震性能好、节能效果好及工业化程度高等优点[2-3].随着钢结构行业政策从过去限制用钢到鼓励合理用钢的转变,钢结构取代钢筋混凝土或砖混结构已成为当代建筑业的发展趋势,具有广阔应用空间.金属表面易与其周围介质发生化学或电化学反应,遭到腐蚀破坏后失效,造成资源浪费.在各种金属腐蚀中钢材腐蚀最为严重,世界上每年因腐蚀造成的钢材损失约占钢材总量的20%~25%[4].另一方面,工业遗产作为具有历史、技术、社会、建筑及科学价值的工业文化遗存,对人类的社会活动产生巨大影响,而大量工业建筑因年代久远,钢材锈蚀极为严重,使工业建筑处于危险边缘.做好工业遗产的保护除了能节约大量资源,对于传承中国历史文脉也具有重大意义[5].
钢结构的传统除锈方式有机械除锈(包括喷砂)、高压水射流除锈及化学除锈等,但机械方法强度大,固体废弃物污染严重,高压水射流方法易形成二次腐蚀,化学方法多使用的酸液会造成环境污染[6].激光清洗作为一种新型环境友好型清洗技术,在文物保护、汽车和模具清洗等方面已得到广泛应用[7-14].相比于传统的喷砂、电化学和化学处理方法,具有更高的可控性、选择性和通用性.激光清洗通过激光直接作用在污染物上,利用高能量激光的瞬间加热,使污染物直接气化、烧蚀或弹性去除,实现一种具有较高机械化程度、有效避免基底损伤、可控改变基材表面形态及较高工作效率的新型表面清洗技术.激光还能够通过高能量光束与基材的相互作用,实现对材料的表面改性,强化改善合金的耐磨性、耐疲劳性及抗腐蚀性[15-17],在工业遗产保护方面具有较大应用潜力.
实际中的建筑钢结构因常年暴露在恶劣空气环境中,其表面会产生一层极厚的锈蚀物(厚度>100 μm),这种厚层锈蚀物对激光清洗效率提出较大挑战.短脉冲激光具有高加工精度和低加工效率,长脉冲激光具有高效率和低加工精度[18],因此,单一脉宽激光很难同时实现高效率和高精度的清洗.在采用脉冲激光进行清洗的研究方面,邱兆飚等[19]采用不同扫描速度混合共扫描10次的方法,不断减低锈蚀物的厚度去除厚层锈蚀物,清洗过程相对复杂,清洗效率约为0.006 4 cm2/s;GUO等[20]对厚度约20 μm的锈蚀物,通过脉冲作用8次后获得较好清洗结果,清洗效率约为0.058 9 cm2/s;CHOUBEY等[21-22]对于其他材料的清洗次数也都在5次左右.可见,脉冲激光清洗效率低,激光器使用成本高.连续光可通过自限制清洗,在油漆和橡胶等材料的清洗方面可获得较好清洗结果.而对于锈蚀物这一类与基材成分相同、锈蚀向基材渗透且锈蚀边界不规则的材料,采用连续激光清洗虽然可获得较高清洗效率,但很难控制能量损伤,易损坏基材[23],离实际应用尚有较大差距.
“旧工业时代”的工业遗存,包括建筑、文化、技术及历史等,其价值足以作为工业遗产而被研究和保护.工业作为中国实体经济的重要组成部分,在社会发展中发挥着巨大作用[24].对于工业遗产建筑钢结构长期腐蚀的厚层锈蚀物,如何提高其激光清洗效率和保护效果,同时控制清洗成本,目前尚没有很好的解决方法,这也是限制激光清洗这一绿色环保清洗方式推广的主要原因.本研究基于上述思考,针对一级工业遗产中国武汉市汉阳铁厂转炉车间的钢结构厚层锈蚀物,提出连续-脉冲激光的2步清洗方式,结合连续光清洗的高效率与脉冲光清洗的高精度特点,实现厚层锈蚀物的最佳清洗保护方案.
1 研究对象与方法
本研究以武汉市汉阳铁厂电路分厂转炉车间内部钢架结构为研究对象.钢材长期暴露在空气中,钢材表面与其周围介质发生化学或电化学反应,使钢材遭到腐蚀破坏,钢桁架结构已经锈迹斑斑,如图1.

图1 转炉车间内部钢桁架结构
1.1 样品制备
实验通过选取与桁架结构钢材相同的材料进行锈蚀处理,获得厚层锈蚀物后进行相应激光清洗实验.实验样品为常用的焊接结构钢材Q235B,材料具体成分见表1.切割样品大小为15 mm×15 mm×3 mm,经不同目砂纸打磨去除表面氧化物,随后抛光.所有样品置于室外阳光直照环境,每隔2 d在其表面喷洒适量水,使其表面形成水膜.30 d后,样品表面已形成较厚锈蚀,有裂纹间隙,如图2.
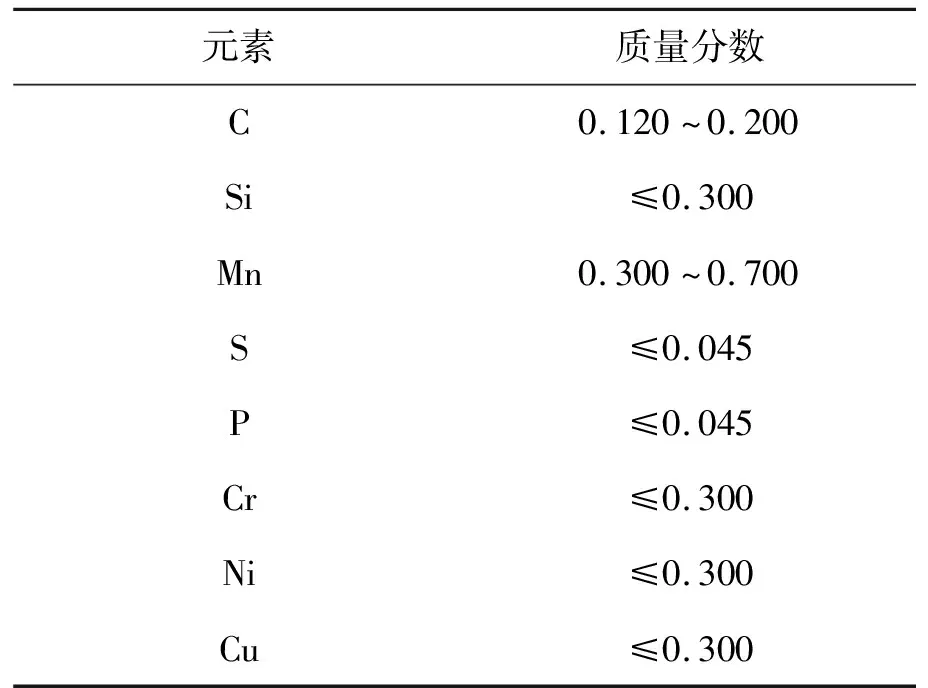
表1 Q235B钢材成分

图2 锈蚀物原始表面
1.2 激光清洗
采用连续-脉冲激光2步输出方式,配合二维振镜系统(扫描速度10~3 000 mm/s)进行样品清洗,实验装置如图3.当连续光输出时,自动偏转反射镜偏离,不阻挡光束;当脉冲激光输出时,反射镜将旋转到指定位置,反射脉冲激光通过系统光轴.反射镜1至3均为1 064 nm及1 070 nm平面全反镜,聚焦镜为常用f-θ透镜,保护镜为1 064 nm及1 070 nm的平面高透镜.光束经聚焦镜作用在样品表面,通过二维振镜扫描实现锈蚀样品的清洗.振镜的扫描方式如图4,其中,vx为x方向的扫描速度;Δy为y方向的单步移动距离,默认为50 μm;x方向的光斑搭接率根据扫描速度不同为0~40%,vx设定为1 000~3 000 mm/s.为减轻飞溅物对实验人员的影响并保护透镜,利用吸尘器在样品上方进行飞溅物收集.2台激光器的参数为:① 连续光纤激光器,输出波长为1 070 nm,最大输出功率为800 W,光纤数值孔径为0.22,光纤纤芯直径50 μm,聚焦后的光斑半径为100 μm;② 脉冲激光器为端面泵浦固体激光器,光束质量M2=1.3,输出波长为1 064 nm,最大输出功率为15 W,重复频率为15 kHz,脉宽为38 ns,聚焦后的光斑半径为75 μm.

图3 实验装置示意图
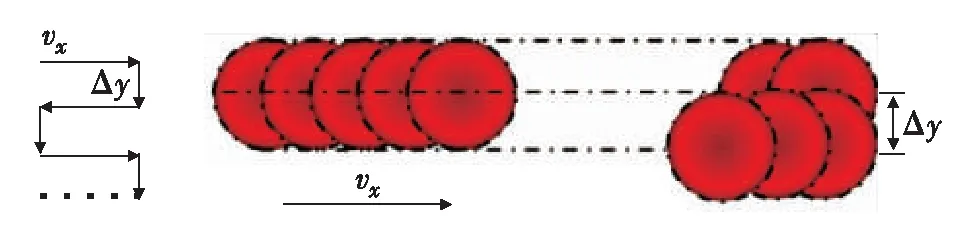
图4 振镜扫描方式示意图
采用金相显微镜(metallurgical microscope, MM)和扫描电子显微镜(scanning electron microscope, SEM)观察激光清洗前后样品的表面形貌,通过SEM配合能谱仪(energy dispersive spectrometer, EDS)分析样品成分,粗糙度Ra通过手持式粗糙度仪(量程为±80 μm)测量.其中,清洗效果通过测量每个样品在清洗区域内的铁锈面积及厚度去除率(面积百分比和厚度百分比)进行定量分析[25];清洗效率通过计算单位时间内铁锈的清洗速度(单位:cm2/s)进行定量分析.
2 结果与分析
2.1 初始锈蚀样品分析
切割、研磨和抛光后的初始锈蚀样,其横截面结构如图5(a).可见,锈蚀物与基材间无明显边界,锈蚀物厚度为100~200 μm随机分布.表层锈蚀物中还存在较大孔隙,整体锈蚀物具有明显的局部特性.通过选取锈蚀物颗粒制样,得到锈蚀物微观结构的SEM图如图5(b).可见,其表面为极不平滑的颗粒状,颗粒直径约1 μm.测量粗糙度时发现初始样品的Ra超出量程(>80 μm).

图5 锈蚀横截面MM图及表面SEM图
初始锈蚀物的能谱图如图6.可见,w(C)=43.25%、w(O)=22%及w(Fe)=34.75%.因此,可以推断金属长期处于空气腐蚀作用下,形成Fe氧化物同时还会附着大量有机物(C质量分数较高),在清洗结果测试中,可将C质量分数作为清洗效果的评判依据,将O质量分数作为清洗过程基材是否氧化的评判依据.

图6 原始表面能谱图
LI等[17, 26]对铁锈蚀过程涉及的物相变化给出详细解释.铁在大气环境中通过吸氧腐蚀形成FeOOH,有黄棕色的α-FeOOH和橙色的γ-FeOOH两种,最初形成的主要为γ-FeOOH,但是γ-FeOOH逐渐会转换成α-FeOOH.α-FeOOH具有致密的结构,在初始腐蚀阶段,它会阻止腐蚀的进一步进行,但是α-FeOOH会脱水形成α-Fe2O3,同时在原来的保护层上形成缝隙或孔,成为接触外界空气和水的通道,导致新一轮锈蚀的继续发生.铁的腐蚀过程如图7.其中,锈蚀厚度变化为5、20、50 μm及更厚.铁基材表面长期腐蚀易形成厚度大于100 μm的锈蚀物,这种锈蚀不断向基材表面渗透,形成不规则的锈蚀边界,锈蚀整体呈层状结构,具有明显的局部特性.

图7 金属铁锈蚀过程示意图
2.2 单独连续激光清洗
采用连续激光单次扫描清洗,能够去除的锈蚀物深度与激光器的输出功率和振镜扫描速度相关,激光输出功率高、扫描速度慢则单次清洗去除的厚度大.经多次清洗测试发现,当连续激光的输出功率为230 W,扫描速度为2 000 mm/s时,单次扫描厚度去除率约为85%~90%,面积去除率低于30%.清洗结果如图8(a),左上角银白部分为重新凝固的锈蚀物;浅色部分为单次清洗之后残留的浅层锈蚀物,黑色部位为残留略厚的锈蚀物,部分基材露出的同时并没有被融化和氧化.当进一步提高输出功率或降低扫描速度时,可以观察到明显的氧化现象,如图8(b),裸漏出的基材重新被氧化.

图8 连续激光清洗结果
通过连续激光不断气化锈蚀物,可以将厚层锈蚀物去除.锈蚀物具有明显的局部特性,并与钢材基材性质较为接近,使得厚层锈蚀物清洗对连续激光的功率非常敏感.由于连续激光能量较高、难以控制,导致对基材损伤的控制难度加大.清洗过程中需要合理控制连续激光功率,方可明显降低锈蚀厚度.虽然仍有块状结构的残余锈蚀物(图8(a)),但其厚度与周围露出的浅色区域厚度差别很小,也不会造成任何基材的氧化.
2.3 单独脉冲激光清洗
脉冲激光清洗锈蚀物的机理主要为烧蚀及相爆炸[27].实验使用脉冲激光的脉宽为38 ns,峰值功率为26 kW,峰值功率密度为1.5×108W/cm2.脉冲激光作用可以瞬间将温度加热到锈蚀物的气化温度,或瞬间将锈蚀物击穿,通过烧蚀去除.锈蚀物孔隙中的空气在纳秒激光作用下会瞬间爆炸.实验中振镜的扫描速度为1 000 mm/s.
图9(a)为采用脉冲激光的腐蚀物清洗结果.可见,脉冲激光使锈蚀物孔隙位置的空气瞬间爆炸,同时去除部分锈蚀物,单次扫描面积去除率约5%,样品依然被锈蚀物覆盖.由于脉宽较短,单次扫描厚度去除率约5%~10%;5次清洗后的烧蚀厚度逐渐累加,露出了更深层的锈蚀物,面积去除率约为40%.清洗过程同时伴随着锈蚀物孔隙的相爆炸,局部锈蚀物厚度去除率瞬间提升至100%;10次清洗后,前期露出的基材被再次烧蚀,更加明亮,如图9(b)右下图所示,此时厚度去除率已高于100%.10次清洗后面积去除率约60%,仍然有块状残留物存在,呈疏松多孔形状,其SEM图如图9(c).
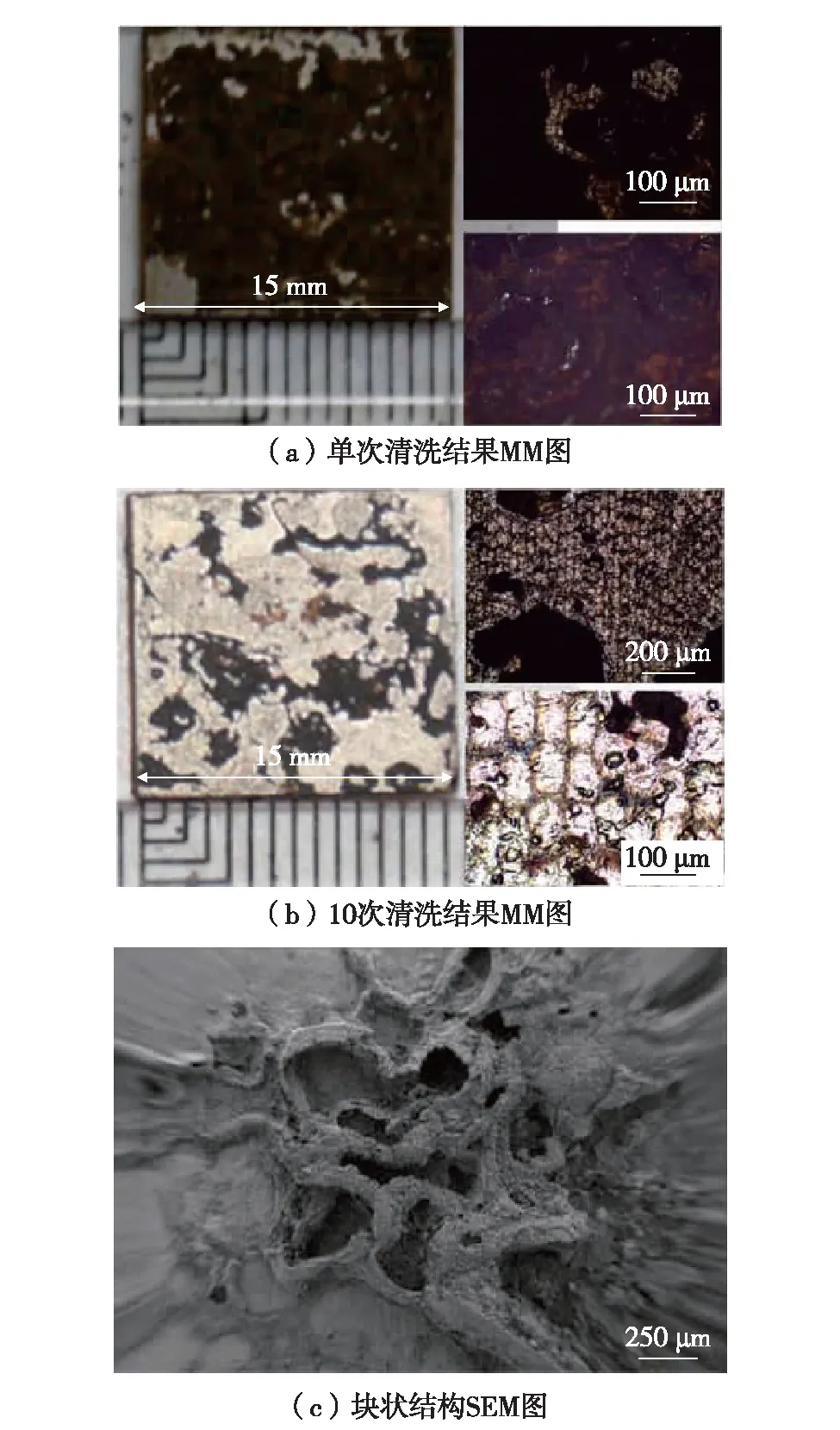
图9 脉冲激光清洗结果
脉冲激光因具有较短脉宽及较高峰值功率,在清洗过程中,锈蚀物的孔隙位置能够通过瞬间加热产生相爆炸,可以瞬间使局部锈蚀物的厚度去除率高达100%.但是对于没有孔隙的锈蚀物,脉冲激光只能通过烧蚀去除厚度约5%~10%的锈蚀物.因此,对于厚层锈蚀物,纳秒激光在重复清洗下也只能获得面积去除率约60%的清洗结果,对应清洗效率为0.018 cm2/s.
2.4 连续-脉冲两步激光清洗
图10为激光器脉宽与清洗效率和效果的关系图.可见,连续激光具有最高的清洗效率,但清洗效果最低;纳秒激光具有最高的清洗效果,但清洗效率最低.因此,在厚层锈蚀物的清洗中可以结合二者,先通过高能量连续激光单次清洗获得高达85%~90%的厚度去除率;再通过高峰值纳秒脉冲单次清洗剩余锈蚀物,保证最终清洗结果.

图10 不同脉宽激光作用下清洗效率和效果关系图
实验中先采用功率为230 W的连续激光,以2 000 mm/s的扫描速度进行第1步清洗,再采用纳秒激光以Δy=100 μm、vx=3 000 mm/s进行第2步清洗,最终可获得洁净的样品表面.由于扫描间隔和扫描速度较大,纳秒激光脉冲与脉冲间的搭接率为0,清洗结果如图11.清洗样品表面呈银白色,清洗的面积去除率和厚度去除率均高达100%,相应的清洗效率为0.75 cm2/s,该清洗效率是单独纳秒激光清洗效率的42倍,也远高于文献[19-20]中的清洗效率.

图11 连续-脉冲激光两步清洗结果SEM图
清洗后样品的EDS测试结果如图12.对比图6可见,清洗后C和O的能谱峰值均明显下降.由元素含量可见,w(Fe)=91.23%,Fe基材已裸露;w(C)=5.16%,与初始样品的43.25%相比得到明显降低,清洗效果良好;w(O)=3.61%,样品表面无明显氧化.

图12 清洗表面能谱图
第1步清洗过程通过高能量注入直接气化锈蚀物,使锈蚀物有明显的局部特性,实现较为均匀的清洗.通过控制实验参数,连续激光清洗厚度去除率约85%~90%,同时不氧化基材.在连续光清洗后,锈蚀物表面得到改性,增加对激光的吸收系数[28].因此,在第2步清洗过程中,脉冲激光的单次烧蚀可以高精度去除底层锈蚀物,使样品的基材露出.可见,通过这种连续-纳秒激光的两步清洗方式,可以实现高效率、高精度的厚层锈蚀物清洗.
在实际的工业遗产钢结构清洗中,还需考虑对工业遗产的保护.因此,在第二步清洗中,通过改变脉冲激光参数,使样品表面形成氧化层对样品进行保护[17].实验中通过降低脉冲激光的扫描速度,当Δy=50 μm,vx=1 000 mm/s时,可以获得图13的清洗结果.纳秒脉冲彼此间的搭接率约40%,使多个脉冲在同一个位置的作用累积,样品表面最终被氧化,对应清洗氧化效率为0.33 cm2/s.

图13 连续-脉冲两步激光清洗钝化结果SEM图
清洗后样品的EDS测量结果如图14.可见,w(C)=3.16%,说明清洗效果较好;w(O)=31.38%,说明表面被重新氧化.该方式作用下样品表面形成新的氧化物α-Fe2O3,这层主动氧化形成的钝化层能够对碳钢基材提供保护.
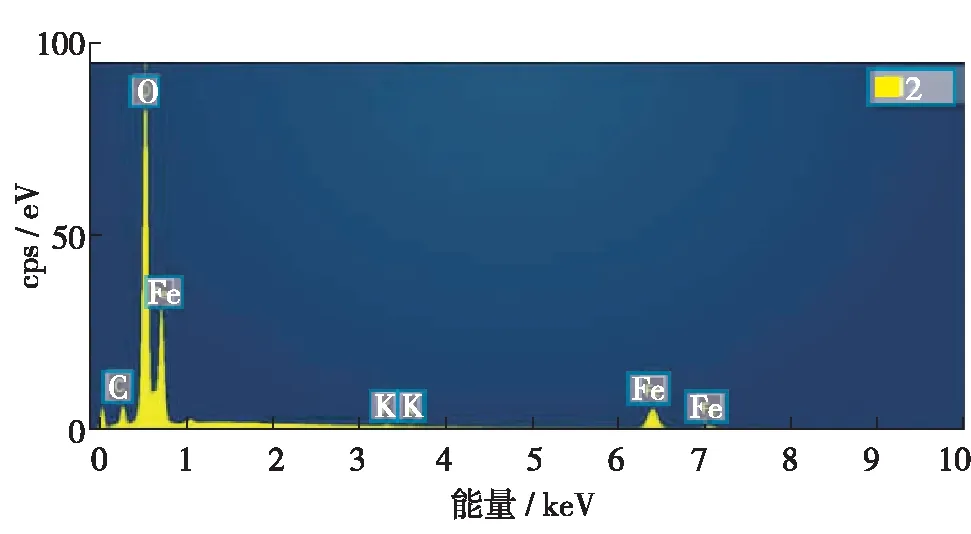
图14 清洗钝化表面能谱图
两步清洗后样品表面Ra=2.476 μm,样品表面粗糙度极大减低,Ra的测试结果见补充材料图S1(请扫描论文末页右下角二维码查看).实验还将初始抛光样品(样品A)、连续-脉冲两步清洗样品(样品B)及连续-脉冲两步清洗钝化样品(样品C)同时置于室外阳光直照环境中,并每隔2 d在其表面喷洒适量水,使其表面能够形成水膜加速腐蚀.样品A和B 在1 h左右就出现锈蚀物,且锈蚀物厚度随时间不断增加,抗腐蚀性较差;样品C经7 d后才出现锈蚀物,具有较强抗腐蚀性.实验结果表明,通过主动在样品表面形成保护性氧化物,可以增强样品的抗腐蚀性.实验得到完整的工业遗产钢清洗步骤见补充材料图S2(请扫描论文末页右下角二维码查看).

补充材料
结 语
针对一级工业遗产武汉市汉阳铁厂转炉车间钢结构的厚层锈蚀物,采用新型绿色环保激光清洗方式进行清洗保护研究,对比单独连续激光清洗、单独脉冲激光清洗及连续-脉冲2步清洗方式的清洗效率和效果.结果表明,连续激光功率为230 W时,单次扫描可达到85%~90%的厚度去除率;单独纳秒激光扫描10次后仅达60%的面积去除率,部分区域厚度去除率达100%,清洗效率为0.018 cm2/s;连续-纳秒清洗方式单次扫描即可获得100%的厚度去除率和面积去除率,清洗效率为0.75 cm2/s.在连续-纳秒清洗中,通过调整脉冲激光参数,可以在基材表面形成一层钝化物,对钢材进行保护.连续-纳秒激光清洗方式,可同时利用连续激光高能量、高效率以及脉冲激光高精度的特点,获得厚层钢材锈蚀物的高效率和高效果的清洗结果.
致谢:感谢华中科技大学贾贤石博士在清洗实验及样品测试方面给予的技术支持!
猜你喜欢
今日农业(2022年16期)2022-11-09
中国资源综合利用(2022年9期)2022-10-13
绿色科技(2022年8期)2022-05-25
现代矿业(2022年3期)2022-04-09
建材发展导向(2021年14期)2021-08-23
有色设备(2021年4期)2021-03-16
制导与引信(2017年3期)2017-11-02
北京航空航天大学学报(2017年10期)2017-04-20
科技创新与品牌(2016年9期)2016-11-03
科技创新导报(2016年5期)2016-05-14
