
汽车门内护板设计及工艺研究
2020-09-12 14:20陶云兰
企业科技与发展 2020年8期
陶云兰


【摘 要】文章主要介绍了汽车内饰件车门内板设计中常用的设计方法、生产工艺及低VOC材料的应用,根据笔者多年从事汽车门板零部件设计开发及其材料成型应用的经验,从车门内护板总成开发流程、结构设计、生产工艺和材料应用方面提出了对门护板设计的一些看法和建议。
【关键词】门护板;设计;材料;包覆;注塑成型
【中图分类号】TQ325.14 【文献标识码】A 【文章编号】1674-0688(2020)08-0053-03
0 前言
随着汽车消费市场需求向个性化、智能多元化、时尚化演变,汽车的驾驶舱内拥有时尚、精致、舒适的内饰一体化设计成为消费者购车的重要因素,而汽车门护饰板作为汽车内饰覆盖件中的关键零件,如何将汽车门护板的外观与多功能一体化、模块化,成为汽车驾驶舱内设计的研究课题。
1 汽车门护板的设计
车门内护板总成是指装在门内板上,用于遮挡门内钣金,并给乘员提供便利性、舒适性的内饰总成件,在发生侧碰时,通过门内护板合理结构和造型设计可减少乘员被伤害的覆盖件。门内饰板总成除门内饰板本体外,其自身装配的零件非常多,主要有上护饰件、中饰板、扶手饰板、车窗控制开发装饰面板、拉手盒、内扣手总成、地图袋和扬声器罩、吸能块、吸音棉,和它存在搭接配合关系的零部件主要有仪表板、车门钣金、车窗水切条,由于门护板总成是一个集成化较高、装配工序较多,工艺多样的功能件和其舱内装饰外观件,其表面皮纹纹理及软包件的颜色、触感均需与舱内设计呼应,其CMF定义也尤其重要。
1.1 设计开发流程
(1)造型分析:根据主机厂的钣金边界条件汽车舱内功能要求和法规设计要求进行门护板A面造型和模型验证,落实色彩定义和材质定义。
(2)工程设计:结合A面造型设计要求,进行人机布置,展开结构设计,进行CAE分析和DTS定义,生成基础数据。
(3)产品工程结构分析:对产品装配结构分析,结合模具分析和生产工艺分析可行性,例如卡扣位、搭接结构布局及模具注塑拔模角、分型线、包覆工艺的可制造性和可装配性、合理性。
(4)软工装制作:根据设计数据,开发快速成型件(RP件/3D打印件)作为非模具开发前的验证,试制零件之间搭接间隙要求、造型感官要求,评审结构、装配、外观的合理性。
(5)OTS样件开发:启动生产模具、工装、夹具的制作,通常表皮为蚀纹件的模具型芯、型腔采用钢材为SW318/2738钢材模,表面需进行电镀工艺的模具型芯型腔采用H316/
NAK80钢材模具和材料、产品的DV/PV实验验证确认。
(6)整车工装样件造车:主机厂整车装配/上TAC检具进行尺寸确认,通过造车配合验证整车工况,并验证门护板的耐候性能和尺寸稳定性,确保整车工况性满足销售要求。
(7)持续改善:造车稳定后,整车持续改善降本,并开展项目经验总结。
1.2 门内饰板设计原则
汽车门内饰板属于汽车内饰大型覆盖件之一,造车时与其匹配功能件及总成搭接件众多,所有零件根据GD@T图设计,门内护板总成是由多个子零件相互装配后形成总成件,其配合的零件的制造误差最终将累计到门内护板总成上。因此,各子零件匹配搭接设计比较重要,下面就配合关系的主要零件展开以下分析。
1.2.1 门护板主体设计
门护板基材主要由PP-T20/T25材料注塑成型。
(1)地图袋口宽度为了满足使用交互性及满足模具制造工艺要求,一般宽度设计要求≥45 mm,拔模角度设计≥12°
(2)按照《QC-15汽车门内饰板总成技术要求》中门护板地图袋口局部钢性要求垂150 N的负载,同时满足内饰第一视角外观要求情况,地图袋口内侧通常设计4根高度为3 mm、间距为5 mm左右的加强筋满足地图袋,具体设计如图1所示。
(3)原则上产品壁厚设计控制在2.5~3.0 mm,产品壁厚过渡不均,如局部壁厚过薄,整车工况,特别低温条件落球强度不足,产品易产生开裂问题,同时产品表面容易出现泛白花斑问题。
1.2.2 门饰板主体扬声器网罩设计
扬声器罩直接覆盖于扬声器上,满足扬声器扩音的需求同时能保护扬声器并且能够拢音让来自扬声器的声音从扬声器罩传出去。①为满足模具设计和注塑工艺要求,喇叭网孔孔径R设计≥1.4 mm(通孔),孔距T设计≥2.3 mm,喇叭网孔的通孔率一般要求≥35%。如图2所示,开孔为圆孔,则60°角错开排列,获得开孔面积最大化,满足高和中低音扬声器扩音要求。②扬声器网罩开孔要求:孔分模线定在离孔表面距离1 mm处,上下模拔模角度设计6°以上;③边界孔布局要求:若在50%~30%标准孔范围,孔深度设计在0.8 mm,若在32%~25%标准孔,孔深度设计在0.4 mm,若小于标准孔的25%,通常不再开孔。④扬声器网罩边界特征:槽底部宽度一般设计为1 mm,表面圆角≥0.5 mm。
1.2.3 門护板的卡扣座设计
卡扣座卡孔D与卡扣颈部直径d的关系:对于一般非定位卡扣座D=d+2 mm,定位用卡扣D=d+1 m,装配开口导向角度≥60°,满足装配要求;卡扣的安装开口方向避免选择偏向Z负方向,尽量Z正向和X向,开口不能距离侧壁或其他结构过近,否则装配困难,还存在运输过程卡扣易掉落的问题。
1.2.4 门护板的自攻钉BOOS柱设计
(1)门护板一般采用ST3.5X9.5和ST4.2X13.5自攻螺钉。不同材料的自攻螺钉柱标准参考表1。
(2)自攻螺钉柱加强筋设计:斜面与出模角度推荐30°最小不小于15°,顶端长度为5 mm,筋胶厚统一为0.8 mm。根部倒R1。
(3)自攻螺钉柱孔的底面与零件底面的距离:PP类零件为0.8 mm,ABS\PC类零件为1 mm。
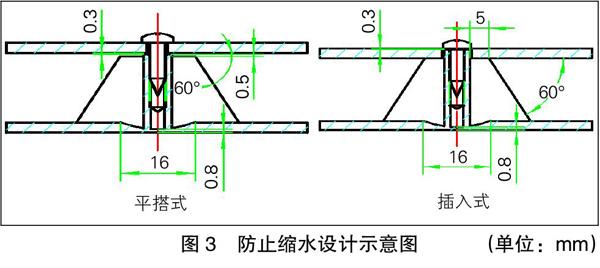
(4)自攻螺钉柱防缩水:建议如图3所示,先将产品基本料厚减薄,当减薄不起作用时可以修模,通过加厚方式防缩水。
1.2.5 门护板子零件间匹配搭接设计
(1)上饰板、中饰板、地图袋与门板主体搭接通常先卡扣预装,防止出现焊接前零件间脱落移位问题,再通过热铆焊接,将彼此胶熔固定。
(2)地图袋与门护板主体搭接通采用握手结构,规避间隙不均问题。
(3)扶手、中饰板(通常为软包覆件)与门板主体三件匹配的交叉处,容易出现错位或漏光问题,在满足TDS定义间隙范围内,通常在原设计间隙基础上减少0.5~1 mm。
(4)上饰板与门板主体配合,翻边容易与钣金对不整齐,在设计需要增加可接结构在产品Y向保证翻边对齐。
1.2.6 门饰板软包件的结构设计
(1)上饰板、中嵌饰板设计:以造型满足可包覆性为主要要求设计,考虑软包料层的厚度及压缩量与骨架结构的一致性,防止在凹陷转角处出现缺陷(如气泡或表皮包覆不牢、产生折皱及包覆困难),在设计时需重点考量产品造型結构设计,避免尖角、高度落差很大的结构,R角弧通常≥20 mm。
(2)上饰板为满足顾客舒适体验,目前基本采用IMG阴膜成型,硬塑件与软质零件配合需进行干涉量设计,涉量约1 mm,螺钉连接区域泡沫层厚度设计最大不得超过1 mm,确保包覆后与门板板总成形成一致性状态,保证装配间隙均匀且一致。
(3)上饰板与下饰板搭接设计:圆角配合形成“V”形间隙,通常上饰板设计高出中饰板3 mm,隐藏“V”口。
(4)扶手骨架结构设计:扶手的尺寸相对较小,其所处门护板总成,90%扶手设计有单/双缝纫线及两侧R角较小时,考虑包覆面套的拉伸性能不能超差120%,以防止面套破损。
(5)门板扶手包覆件圆角及斜率按扶手投影面10倍率设计,以满足包覆工艺要求。
(6)反包边余量要求:压接式结构包边余量等同翻边长度即可,对接式结构,包边余量为翻边的2倍,确保装配后外观的完整性。
(7)扶手双拼缝纫线对应骨架需设计避让槽,槽高为0.8~1 mm,槽宽通常为双拼线宽度1.5倍。
2 门护板软包件材料选择
(1)门饰板的上饰板采用阴模吸覆成型工艺,对应的包覆面料为TPO表皮+PPF层,其中TPO层厚度为1~1.5 mm,PPF层厚度为3.5~4.5 mm。
(2)扶手、中饰板通常采用表皮真空吸附或手工包覆,对应的包覆材料主要为机织纺织布、PVC、PU或真皮,这些包覆材料满足乘客体验舒适感,通常采用PVC+PU泡+水刺/针刺无纺布的复合面料,皮革厚度为1~1.2 mm,PU海绵为30 kg/m3,总厚度为4.5~6 mm。
(3)胶黏层:包覆材料可以用多种方式包覆到骨架上,常用的有水性胶和油性胶。
(4)选择门护板各子零件材料时,主要检验产品的耐候性、尺寸稳定性、耐磨性、耐沾污性、VOC气味等指标,特别是汽车室内空气质量直接影响车内成员身心健康,更是目前的关注重点。
3 门板生产工艺简述
(1)汽车门生产工艺主要分为硬塑、吸塑、半硬泡软质,涉及工艺流程大同小异,近几年高质感、高体验、性价比高的特点难点工艺体现在如下几大工艺:①扶手、中饰板、上饰板都进行包覆,涉及机器人自动喷胶集成工艺;难点为胶管堵塞、胶枪堵塞;解决要点为供胶管采用防腐特氟龙管作为供胶管,胶水罐采用直供一体气压密封胶水罐。②中饰板采用INS工艺,通过将薄膜输送到成型区加热,再将薄膜压紧于凹凸模腔之间,然后通过模具抽真空,得到炫彩可透过渐变的各种纹理饰板,改变内饰风格;难点为薄膜定位拉伸受限,需进一步改善。
(2)门护板总成的低气味、低VOC材料工艺过程管控。①选择低VOC、低气味的原材料,门护板总成组成材料中的PP材料占比在80%以上,因此重点在管控PP料制成工艺和配方。②注塑过程管控,采用低温注塑,熔胶温度尽量控制在210°以下,高温加工导致小分子物质含量增加,如图4所示的过程验证数据。③减少储料量,储料量过多,在料筒停留时间长。④脱模剂减少使用,脱模剂一般为硅系列,属于低分子量化合物,加热后易挥发,增加气味。⑤不使用刚开机样件,模具使用后一般会涂润滑油保护,再次使用时,边缘清理不干净,会造成残留,刚开机会将残留的润滑油复制在样件上。⑥在注塑过程中产生的水口料禁止破碎后回掺在材料中继续使用,材料二次加工会造成材料加速降解。
4 结论
汽车门护板总成作为汽车内饰的主要覆盖件之一,除了美观外,其舒适、隔音、低气味、低VOC含量也成为汽车门内饰护板总成的必要要求,汽车门护板的设计和工艺及材料的选择更趋向高性价比、高体验感、环保要求,目前汽车内饰门护板设计技术的应用在汽车行业较为成熟,但是汽车门护板材料低VOC、低气味、轻量化、智能化、集成化是我们正在开展的研究课题,目前国内外对于智能集成应用研究已经长达5年,但因成本高,实施技术难度大还未能普及应用,希望在不久的将来,此方面的技术应用能区域成熟化。
参 考 文 献
[1]李尹熙.汽车用非金属材料[M].北京:北京理工大学出版社,1999.
[2]李尹熙.浅谈汽车材料回收利用[J].汽车工艺与材料,1999(12):23-24.
[3]李光耀.汽车内饰件设计与制造工艺[M].北京:机械工业出版社,2009.
猜你喜欢
中国品牌(2020年11期)2020-12-23
红蜻蜓(2018年7期)2018-07-09
小天使·一年级语数英综合(2017年11期)2017-12-05
Coco薇(2017年5期)2017-06-05
艺术评论(2016年10期)2016-11-28
课堂内外·创新作文小学版(2016年6期)2016-07-04
Coco薇(2015年12期)2015-12-10
小雪花·成长指南(2015年10期)2015-10-23
小朋友·快乐手工(2014年4期)2014-08-16
体育教学(2009年11期)2009-07-14
