
P(AM-AA)微球的制备及溶胀性能评价*
2020-09-11 09:25刘阿妮杨红丽
合成材料老化与应用 2020年4期
骆 薇,刘阿妮,杨红丽
(延安职业技术学院,陕西延安716000)
深部调剖、堵水已经成为我国各大油田提高油田产油量和采收率的重要手段[1]。聚丙烯酰胺类聚合物微球作为一种新型调堵剂,具有抗温耐盐性能高、吸水性好、岩石吸附能力强等优点,它能够扩大波及系数,使注入水绕流而行驱替残余油,从而显著提高原油采收率[2-3]。本文以丙烯酰胺(AM)、丙烯酸(AA)为原料,Span80 和Tween80 作为乳化剂,石油醚为分散体系,N-N 亚甲基双丙烯酰胺(MBA)为交联剂,过硫酸钠(SP)为引发剂,通过反相乳液聚合法制备了交联P(AM-AA) 微球,研究了单体配比、交联剂用量、引发剂用量对P(AM-AA) 微球制备的影响,并考察了不同条件下P(AM-AA) 微球的溶胀性能。
1 实验部分
1.1 试剂与仪器
试剂:丙烯酸(AA),分析纯,阿拉丁试剂( 上海)有限公司;丙烯酰胺(AM),工业品,天津市光复科技发展有限公司;过硫酸钠(SP),分析纯,天津市凤船化学试剂科技有限公司;N-N 亚甲基双丙烯酰胺(MBA),分析纯,天津科密欧化学试剂有限公司;Tween80,化学纯,天津科密欧化学试剂有限公司;Span80,化学纯,天津科密欧化学试剂有限公司;氢氧化钠(NaOH),分析纯,成都市科龙化工试剂厂;甲醇,分析纯,天津科密欧化学试剂有限公司;无水乙醇,分析纯,天津科密欧化学试剂有限公司;液体石蜡,工业品,天津科密欧化学试剂有限公司。
仪器:JJ-1 型数显电动搅拌器,常州国华电器有限公司;HH-1 型恒温水浴锅,北京市永光明医疗仪器有限公司;DZ-2BCII 型电热恒温鼓风真空干燥箱,天津市泰斯特仪器有限公司;BSA224S 型分析天平,赛多利斯科学仪器(北京)有限公司。
1.2 P(AM-AA) 微球的制备
实验装置如图1 所示。在P(AM-AA) 微球的制备过程中,预先向装有温度计、冷凝管及恒速搅拌装置的三口烧瓶中加入适量石油醚,Span80 和Tween80 混合液体,通入氮气并调整瓶内温度至45℃,匀速搅拌使形成的油相均匀稳定。随后,将一定配比的AM、AA 单体及水加入烧杯中,搅拌溶解后,加入一定量的MBA 交联剂和APS 引发剂,形成水相。然后将水相分批缓慢滴入盛有油相的三口烧瓶中,调整转速为250 r/min,继续升温至选定反应温度,持续反应2 h 后得到乳白色粘稠的反向微乳凝胶。所得P(AM-AA)微乳凝胶冷却后经甲醇破胶,真空干燥后即得纯净的P(AM-AA) 微球。
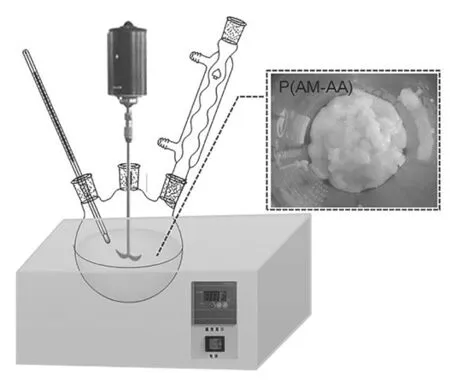
图1 P(AM-AA) 的制备反应装置图Fig.1 Installation for the preparation of P(AM-AA)
1.3 溶胀率的测定
室温下,称取一定量干燥后的P(AM-AA) 固体微球,分别置于矿化度为6 g/L、12 g/L 及20 g/L 的模拟地层水溶液中充分浸泡;每间隔0.5h 取出样品,并利用布袋过滤没有吸附的水,只至几乎没有水滴落,称重。P(AM-AA) 微球的溶胀率(SR)由式(1)进行计算:

式(1) 中:Wt为浸泡一定时间微球的质量,g;Wd为微球的初始质量,g。
2 结果与讨论
为了获得稳定且溶胀性能较好的P(AM-AA) 微乳凝胶微球堵水剂,本次实验分别以AM:AA 单体配比、MBA 交联剂的用量以及SP 引发剂的加入量为主要影响因素,设计了三因素三水平的正交试验,并以P(AMAA) 微球的溶胀率(SR) 为判断指标,获得制备P(AMAA) 微球所需的最佳条件。各因素的因子水平见表1,相应的实验结果见表2。
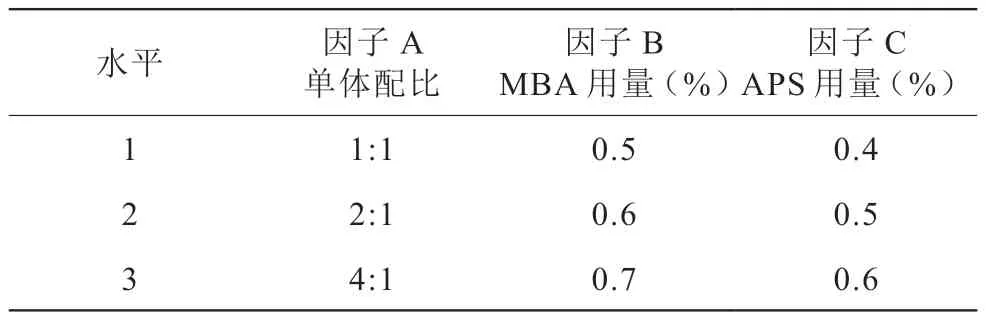
表1 正交实验因子水平表Table 1 Factors and level of orthogonal experiment
通过对表2 中各因素水平的极差R 大小进行对比发现,在选定实验条件下,所制备P(AM-AA) 的溶胀能力受各因素的影响遵循C>B>A 的规律,即APS 引发剂影响最大,其次是MBA 交联剂的用量,AM:AA 单体比的影响作用最小。综合K 值与极差分析的结果可以确定AM:AA 单体质量比为1:1,MBA 用量为0.6%,APS 加量为0.5%,反应温度为65℃作为本次实验的最优水平组合,该条件下制备得到的P(AM-AA) 微球溶胀率可达1214.29%。

表2 正交实验方案及结果Table 2 Scheme and results of orthogonal experiment
以上述各因素水平为横坐标,溶胀率的平均值为纵坐标,得到溶胀率均值随因素水平波动的变化规律如图2 所示。由图2(a) 可以看出,当单体质量比为1:1 时,所得P(AM-AA) 的溶胀率最佳,随着单体质量增加,溶胀能力略有下降,这是因为当单体浓度增高时,形成的初级核上聚合的单体变多,颗粒变大,导致最终P(AMAA) 的分散性变差[4]。随着交联剂MBA 用量的增大,P(AM-AA) 微球的溶胀率呈现先增大后减小的趋势, 如图2(b) 所示,这与先前文献报道一致[5]。这是由于在较低MBA 用量条件下,单体聚合物之间的交联反应不充分,随着MBA 用量增加,聚合单体之间交联共聚的几率增大,形成多维网络结构,显著提高P(AM-AA) 微球溶胀能力。进一步增加MBA 用量则导致聚合单体交联过度,使得所制备P(AM-AA) 微球网络密度增大,网络结构紧实,从而引起溶胀率减小[6]。由图2(c) 可以看出,随着引发剂APS 用量增大,P(AM-AA) 微球的溶胀率先增大后减小,这是因为在一定加量范围内,随着APS 用量增加,聚合体系中自由基的数量增大,聚合速率加快,促进聚合反应充分进行,微球溶胀能力增大。然而,继续增大APS 用量时,随着自由基浓度的急剧增大,自由基反应的链终止速率增大,自由基猝灭,导致所得聚合物分子量降低,溶胀率下降[7]。文献表明,温度对聚合反应的产物的稳定性密切相关[8]。由图2(d) 可以看出,适当升高反应温度时,P(AM-AA) 微球的溶胀率增大,这是由于一定的温度不仅提高了自由基生成速率,还增加了自由基和单体扩散的速率,促进网络状胶粒的形成。然而,进一步升高聚合温度后,胶粒间的凝聚程度增加,破坏了乳液体系的稳定,导致最终产物表现出降低的溶胀能力。
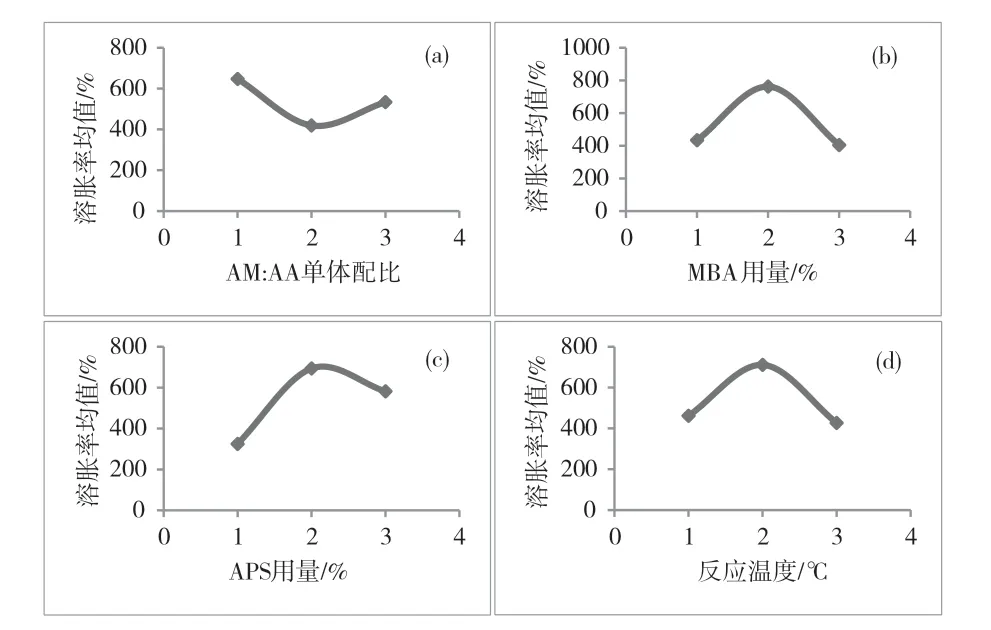
图2 AM:AA 单体比值、MBA 用量、APS 用量及反应温度与溶胀率均值关系图Fig.2 Relationship between monomer ratio of AM:AA, MBA dosage, APS dosage, reaction temperature and the average swelling rate
3 结论
以AM、AA 为原料, Span80 和Tween80 作为乳化剂,石油醚为分散体系, MBA 为交联剂,APS 为引发剂,通过反相乳液聚合法制备得到了交联P(AM-AA) 微球。当AM:AA=1:1 时,在实验范围内适当增加MBA、APS以及交联反应温度能够显著提高产物P(AM-AA) 微球的溶胀能力。正交实验结果表明,控制AM:AA 单体质量比为1:1,MBA 用量为0.6%,APS 加量为0.5%,反应温度为65℃,所得P(AM-AA) 微球溶胀能力最佳,溶胀率可达1214.29%。
猜你喜欢
辽宁化工(2022年5期)2022-05-28
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年5期)2021-11-22
食品安全导刊(2021年21期)2021-08-30
粘接(2021年2期)2021-06-10
石油化工高等学校学报(2020年2期)2020-05-08
科学技术与工程(2020年3期)2020-04-08
石油化工高等学校学报(2020年1期)2020-03-05
人民调解(2019年3期)2019-03-16
科技创新导报(2017年34期)2018-06-05
