如何提高碳钢RT.UT对接焊缝返修合格率
2020-09-10 07:22杨军李小刚赵玉东杨隆海
内燃机与配件 2020年11期
关键词:焊缝
杨军 李小刚 赵玉东 杨隆海
摘要:近年来,随着社会的发展,对焊接质量要求更高。随着我们公司不断发展壮大,为了持续发展,我们公司以做强三大基地为主,拉动辅助产业,先后引进多项先进技术与项目,如:TBM、玉柴、径向转向架、柴油机安装座、桥梁、7200六轴电力机车等重要产业。焊接质量要求高,往往RT.UT检查不合格的焊缝必须返修,返修的几率也存在,在工艺上杜绝二次返修。这就给返修增加很大难度,若二次返修不合格就会造成产品报废,也给公司造成很大的经济浪费。现将操作技巧介绍给大家,供同仁们参考。
关键词:RT.UT;焊缝;返修合格率
0 引言
机车制造过程中,机车重要部件焊缝要求采用RT.UT检测控制焊接质量,超标的缺陷时有发生,而抓好焊缝的返修工作是保证焊接质量的关键。在焊接过程中,对产品一般采用混合气体【80%AR+20%CO2】保护焊。而对焊缝缺陷的返修一般都采用气保焊。在多年的生产实践积累了以下提高返修合格率的经验,基本做到了缺陷一次返修成功。
1 缺陷性质的确认及处理方法
①返修前由焊接技术人员、焊接责任人、无损检测人员与有修经验的焊工共同结合X射线探伤底片和UT声波影像分析焊接缺陷性质,确定存在的位置与深度【缺陷靠近正面还是反面,是外面还是内面。这是针对双面能施焊的工件】制定返修工艺措施以减少因位置而造成的过多返修工作量,为保证返修合格创造有利条件。
②应该由有丰富焊接返修经验、责任心强的持证中级以上焊工承担返修焊接工作。
③用碳弧气刨清除缺陷,每次刨铣厚度应小于3mm,以免发现缺陷。
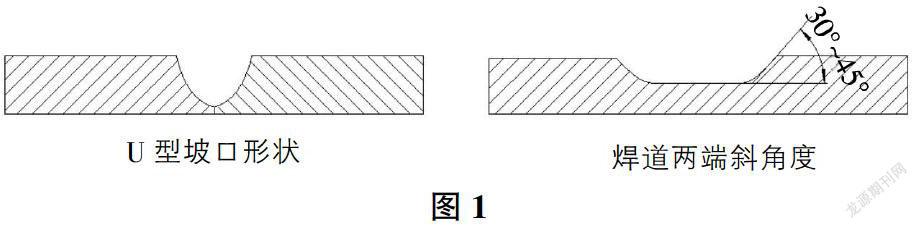
④清除缺陷后,在将焊缝缺口两个端面刨铣30-45°斜面,坡口底部呈U形:(见图1)在用手砂轮和旋转锉打磨掉渗碳层,露出金属光泽。对裂纹、气孔等缺陷,经磁粉或着色檢查,并确认缺陷全部清除干净后,才能开始施焊。
2 焊接方法及工艺
2.1 焊接方法
焊接设备与材料的要求,选用NBC—500型气保焊机,氧、乙炔烤抢,风抢,砂轮机,?覫1.2mm G4Si1焊丝,80%+20%Ar气体。
2.2 焊接工艺
①将焊接缺陷处理掉的坡口形状刨成U型,两端斜面成20-30°坡口,用砂轮机或旋转锉去除渗碳层并路出金属光泽。(见图1)
②预热,(针对板厚大于25mm而言)焊前用氧-乙炔火焰将坡口区域150mm预热至150°左右。
③焊接参数:焊接电流160-240A,电弧电压22-26V,气流量15-17L/min,在熔合良好的情况下速度应该快些。
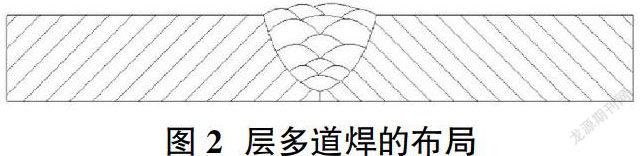
④施焊方法:采用多层多道焊接,(见图2)焊缝熔合的宽度不宜大于焊丝直径的10倍,也就是焊缝宽度小于12mm,焊缝厚度≤5mm,焊接完第一道不宜用风枪锤击,以免造成根部裂纹,用钢丝刷清除杂质即可。
⑤施焊中间层焊道成型控制:如何控制施焊中出现夹杂、未熔合、气孔等缺陷。产夹杂与未熔合的原因是电流小,焊枪的角度不对或焊接方法不合适,清理不干净。防止方法:
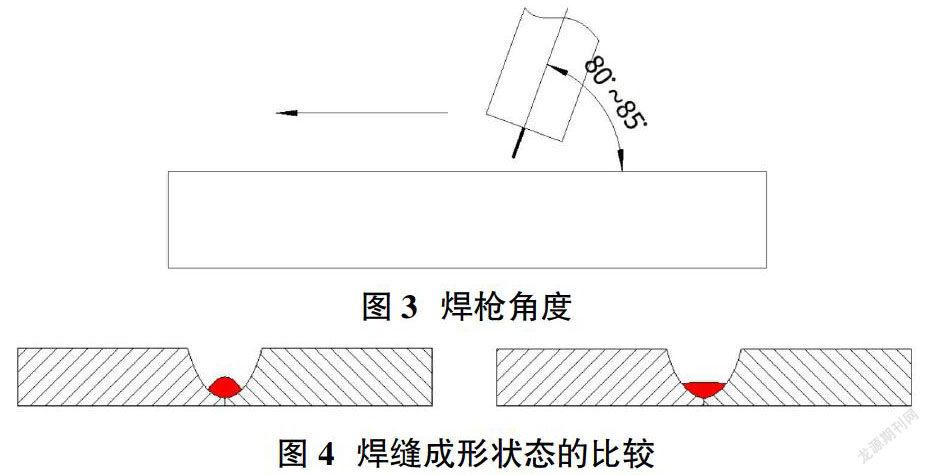
适当增大电流或匹配好规范;注意焊枪角度与焊到保持85°左右(见图3)。熔合的宽度不宜大于焊丝直径的10倍,也就是焊缝宽度小于12mm,焊缝厚度≤5mm,焊接时电弧微微摆动坡口两侧时,要稍停留,给足坡口两侧铁水,防止焊道出中间高,两侧低死角焊道。(见图4);加强层间清理,特别用风枪将焊齿处清理干净;采用合理的焊道布置控制熔合状态,让下一道焊缝电弧对准焊齿横向摆动在熔掉上道焊缝的1/3(见图2);采用合适的焊枪角度和焊接速度防止铁水越前,以保证焊接电弧对坡口两侧的熔合良好,防止产生夹杂和未熔合等焊接缺陷。
气孔也是返修焊接容易出现的缺陷,主要是焊接气体保护不良造成的。为保证一次返修合格,正确选用气流量15-17L/min,检查工作场所是否有穿堂风,供气系统是否漏气,导电嘴是否松动,连接杆、绝缘套是否完好,保护嘴是否畅通等;合适的起和停弧方法:在起焊处或接头处前10mm起弧,待电弧燃烧迅速转移到起弧处,在做正常焊接方向施焊,将其起弧点重新熔化掉,这样有效地防止熔合不好和气孔出现,这也叫重熔法;在焊道的收尾部位停弧也回带10mm,待焊道结束时迅速用收弧电流回带10mm稍停顿在停弧,这样更能防止缩孔和裂纹的出现。
⑥盖面焊的处理:焊接完毕不要马上用风枪锤击和表面处理,以免出现冷作硬化。自然冷却后才用砂轮机将表面异物清理干净。
⑦返修焊缝检查:返修焊缝必须经24小时后才能检查。检测前按照检测要求将焊道清理干净,根据质检要求采用RT、UT检测,未在焊缝区域发现缺陷,证明返修焊缝合格!
参考文献:
[1]张建勋主编.焊工上岗必读[M].福州:福建科学技术出版社,2004.
[2]陈祝年编著.焊接工程手册[M].北京:机械工业出版,2002.
[3]范绍林编著.焊工操作技巧集锦[M].北京:化学工业出版,2008.
猜你喜欢
机电信息(2021年22期)2021-09-10
电焊机(2021年7期)2021-08-26
风能(2020年8期)2020-04-19
科技视界(2018年8期)2018-06-08
中国高新技术企业(2017年10期)2017-06-20
中国高新技术企业(2015年30期)2015-08-11
美与时代·城市版(2014年2期)2014-04-15
城市建设理论研究(2011年28期)2011-12-31
魅力中国(2009年28期)2009-12-04
活力(2009年11期)2009-11-16