高精度易变形计量活门的工艺方法研究
2020-09-10 07:22刘杨
内燃机与配件 2020年11期
刘杨
摘要:本文主要针对高精度细长骨架结构计量活门的工艺方法进行分析,针对该零件的技术难点进行简单介绍与剖析,通过试验加工确定工艺路线,并对零件加工制造过程中的装夹方法、刀具选择、加工过程控制、测量方法等几大难点进行详细介绍和阐述。
关键词:高精度;细长;活门;骨架结构;工艺路线;装夹方法;刀具选择;加工过程控制;测量方法
0 引言
精密阀不仅广泛用于航空航天领域,而且广泛应用于铁路、医疗工程、现代建筑和其他行业。许多大型军事和民用项目以及需要精密通风组件的项目才能实现其特定的功能。由于特殊的结构,一些特殊的精密阀(例如本文介绍的众所周知的框架型高精度计量阀)在大量拆卸后特别容易释放应力。减轻热处理后材料的应力。在加工过程中,有时会由于各种因素(如加工过程中的装夹受力和刀具的挤压影响)而发生大变形,因此可能无法满足较高的要求。在本文中,主要應用了新技术,通过处理和消除内部材料应力来控制精密阀门零件的加工的工艺流程,有效地解决了结构零件容易变形的问题,保证了加工尺寸的稳定,零件合格率提升,确保公司能按期交付。
1 概况
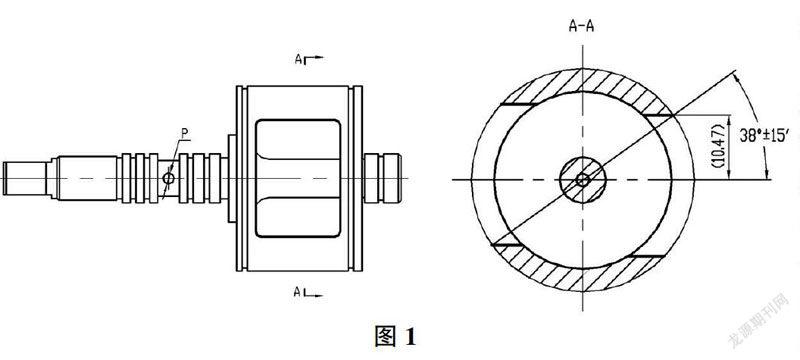
①计量活门的结构图(见图1):从图中可以看出,该零件的结构非常复杂,具有一定的厚度,高精度的特点。
2 技术难点
②活门零件属于中空阀,属于高精度零件,加工和周转过程易于润滑。在对正方形的孔进行加工之后,同时加工每个孔的机械加工量会增加,并且在释放应力后,零件不可避免地会发生明显变形。由于组成部分是氮化物的一部分,因此该机器可以确保土壤硝酸盐层的深度。当小零件的变形较大时,会使零件易于报废;还有在工具选择、加工方法和工艺流程都较难选择和控制时,冷加工和热加工过程中的应力释放都会导致零件产生较大变形,且这种变形是无规律的。
3 相应采取的解决措施
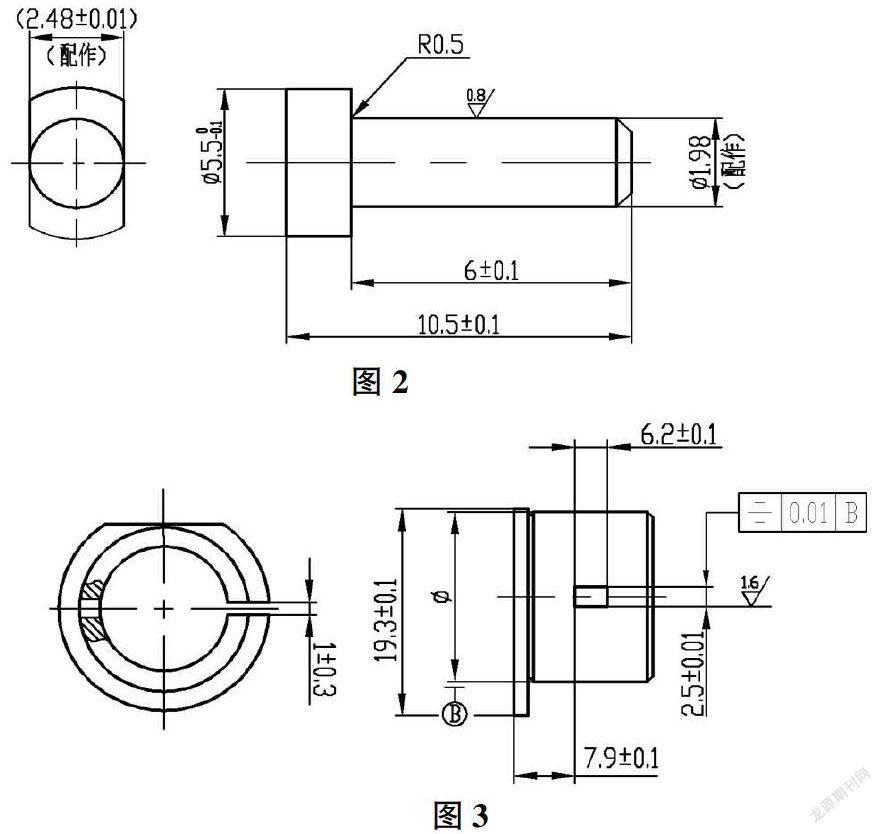
①采用如图2和图3自制辅助工装进行试加工后解剖测量得到合格零件,证明该工装可行。
②该计量活门零件属于高精度薄壁零件,易变形,加工、定位较难,尺寸因应力释放而改变,而且不规律。根据零件的加工过程可知,应该对方孔进行粗加工,以最大程度地减少应力释放对部件的影响并确保部件的最终装配合格(可在左侧放置0.5到1的加工位置)对零件进行去应力后,氮化处理前应上光并让电火花进行最终处理,以确保设计尺寸和技术达到要求。
③由于零件为细长杆骨架结构空心零件,在零件的加工和周转过程中都容易产生变形。在每道工序周转都使用专用零件盒,垂直摆放,将零件周转过程产生的变形控制到最小。
4 取得的效果
采用先在钻攻中心上进行粗加工后进行去应力,之后再进行磨削精密加工后电火花打方孔保证最终方孔相关尺寸要求和渗氮深度要求的工艺流程,将零件最终可能产生的变形量控制到最低;采用自行创新设计的辅助工装很好地保证角度尺寸要求,该工装采用定位销子扁和衬套方孔配合,且方孔和衬套上的找正扁一次装夹加工,将工装可能产生的误差降到最低。采取新的工艺技术方法后,从工艺流程方面,通过有效地控制加工方法并消除内应力,解决了作为框架结构一部分空心阀的变形问题,并大大提高了零件的指标质量。通过应用新技术和新工艺,为未来零件的加工增加了一定的技术经验,值得广泛的推广。使该类高精度复杂零件能更好的满足市场对该类高精度产品的质量要求,以及对产品高效率生产节奏的要求,开辟和扩大新市场,同时也积累了一些宝贵经验,为其它类似产品的加工提供了有益经验依据。
5 结束语
采用先在钻攻中心上进行粗加工后进行去应力,之后再进行磨削精加工后电火花打孔保证最终方孔相关尺寸要求和渗氮深度要求的工艺流程,将零件最终可能产生的变形量控制到最低;采用自行创新设计的辅助工装很好地保证角度尺寸要求,该工装采用定位销子扁和衬套方孔配合,且方孔和衬套上的找正扁一次装夹加工,将工装可能产生的误差降到最低;满足市场的高精度产品的质量要求,以及对产品高效率生产节奏的要求,开辟和扩大新市场,同时也积累了一些宝贵经验,为其它类似产品的加工提供了有益经验依据。
参考文献:
[1]张文丽,著.活门骨架空心尺寸的加工及检测[M].南京:机电液压工程研究中心,2013.
[2]杨江河,程继学编著.精密加工实用技术[M].北京:机械工业出版社,2006.
[3]谷春春.高精度内孔测量系统的改善研究[J].内燃机与配件,2020(05):107-109.
猜你喜欢
航空维修与工程(2021年5期)2021-09-05
家园·电力与科技(2021年6期)2021-08-01
科学与财富(2020年26期)2020-11-16
科技风(2020年13期)2020-05-03
智能制造(2017年5期)2017-10-11
小资CHIC!ELEGANCE(2016年18期)2017-05-27
中国新技术新产品(2016年23期)2016-12-26
小资CHIC!ELEGANCE(2016年19期)2016-08-17
科教导刊·电子版(2016年16期)2016-07-18
Coco薇(2015年10期)2015-10-19