
Mn-Mo-Cr系高强钢药芯焊丝研制及其力学性能研究
2020-09-10 07:22魏文逸裘荣鹏
电焊机 2020年11期
魏文逸 裘荣鹏

摘要:为研制与Q960高强钢相适应的焊接材料,通过调节Mn-Mo-Cr系高强钢药芯焊丝内不同元素配比,分析元素对焊接接头显微组织及力学性能的影响机理,确定各元素的最优含量配比。采用正交试验法,对焊接试样接头进行拉伸试验、冲击试验和显微组织分析。结果表明,综合考虑焊接接头的拉伸性能及冲击性能,焊缝内Mn、Mo、Cr元素含量的最佳配比为:w(Mn)=1.2%,w(Mo)=1.5%,w(Cr)=1.2%。随着Mn和Mo元素含量的提升,接头显微组织由先共析铁素体向针状铁素体及马氏体和贝氏体转变。固溶强化和相变强化作用使得焊接接头的抗拉强度逐渐提升,但断后延伸率逐步下降。针状铁素体含量最大的焊缝具有最优的冲击韧性。
关键词:高强钢药芯焊丝;含量配比;正交试验法;力学性能;显微组织
中图分类号:TG422.3文献标志码:A文章编号:1001-2303(2020)11-0124-05
DOI:10.7512/j.issn.1001-2303.2020.11.23
0 前言
高强钢具有高比强度、高比刚度和高疲劳极限等特点,被广泛应用于车辆、建筑、石油天然气输送等领域[1]。随着矿山机械、工程机械承受的载荷越来越大,对中厚钢板的需求越来越多[2],而焊接接头力学性能低下等问题限制了高强钢板的广泛使用[3-4]。目前国内高强钢焊接材料与国外相比存在一定差距,特别是与Q960高强钢相配套的焊接材料,焊接接头普遍存在力学性能低下等缺陷。药芯焊丝具有适应性强、熔敷效率高、焊缝成形美观、可进行全位置焊接、综合成本低等优点。其中,金属粉芯型药芯焊丝因其焊接飞溅小、烟尘少、成分易于调节等优点,广泛用于高强钢的焊接[5-8]。研究表明,通过调节金属粉芯中的元素配比可以改善焊接接头的显微组织和力学性能。刘政军等[9]分析了合金元素Ni和Mo对高强钢金属粉芯型药芯焊丝焊接接头力学性能的影响,得出焊缝金属中Ni含量的最佳范围为0.81%~1.22%,Mo的最佳含量为1.52%。武丹等[10]研究了Cr含量对WQ960高强钢焊接接头力学性能的影响,结果发现随着焊缝金属中Cr含量的增加,焊接接头的抗拉强度近似呈线性增加,但接头的塑性和冲击韧性呈下降趋势。官春平[11]等研究了Ni元素对600 MPa级高强钢焊缝组织和性能的影响,发现Ni元素含量的适当提升有利于提高焊缝金属的低温韧性。牛犇等[12]研究了B和Ti元素对熔敷金属强韧性的影响,发现添加适量B元素能够提升焊缝金属的强韧性,添加适量Ti元素能够提升焊缝金属的耐蚀性能。
然而,上述学者仅研究了单一微量元素的添加对焊缝金属显微组织及力学性能的影响,并未全面研究焊缝全金属元素的配比。对于Q960高强钢的焊接,焊丝中Mn、Mo、Cr元素可以显著影响焊接接头的显微组织和力学性能。文中采用正交试验法研究不同配比Mn、Mo、Cr对焊缝金属微观组织及焊接接头力学性能等的影响,最终确定高强钢药芯焊丝中合金元素Mn、Mo、Cr的最佳配比。
1 试验材料及方法
1.1 试验材料
母材试板选用Q960低合金高强钢板,其化学成分如表1所示。
试验焊丝的制备采用轧拔法包覆药芯焊丝,截面为“O”形搭接,直径1.6 mm。焊丝材料由药粉及钢带外皮两大部分构成。药粉合金体系由Mn、Ni、Mo、Cr、Nb、V、Ti和B元素构成,其中Ni、Nb、V、Ti和B元素在试验中属于固定成分,在试验中主要改变Mn、Mo和Cr的添加量,将Fe含量保持在合理范围内。焊丝钢带外皮选用宽度为10 mm、厚度为0.35 mm的低碳钢钢带包裹药粉。
1.2 试验方法
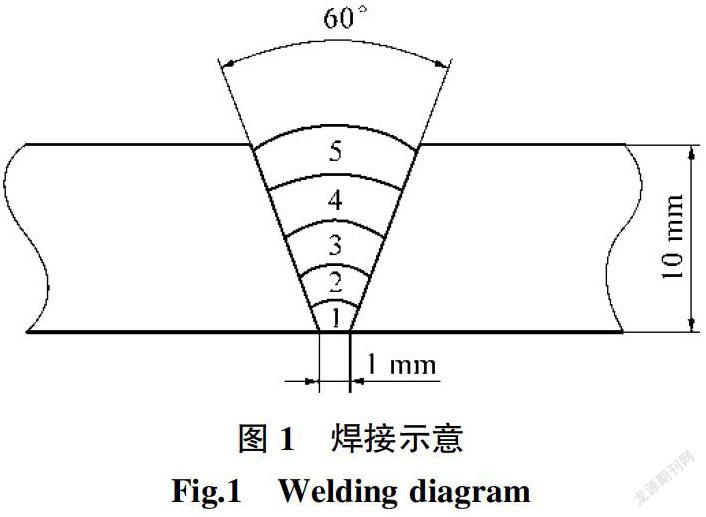
母材的制备选用300 mm×70 mm×10 mm高强钢试板,开60°V型坡口,焊前用角磨机对坡口两侧30~50 mm范围进行打磨,去除铁锈和油污,采取平板对接焊接,始焊端对接间隙为1 mm,终焊端间隙为3 mm。焊接方法采用钨极氩弧焊,氩气保护,环境温度为室温。焊接电流160~220 A,焊接电压28~32 V,氩气流量20 L/min。试板焊接采用多层多道焊,焊接示意如图1所示,焊后将背面打磨光滑。
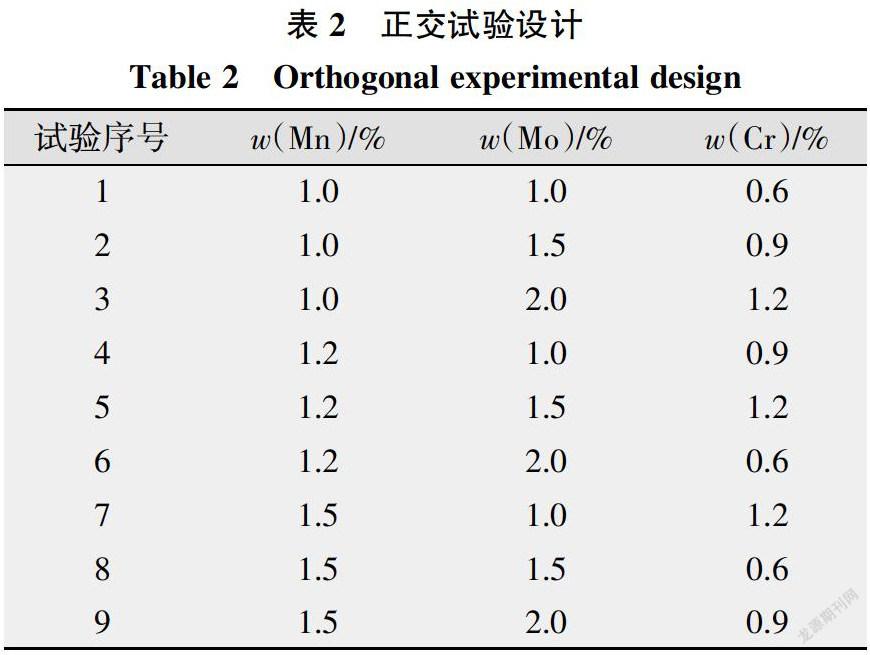
采用正交试验法探究Mn、Mo、Cr元素对Q960高强钢焊接接头组织及性能的影响。设置3个影响因素分别为Mn、Mo和Cr元素在焊缝金属中的含量(质量分数),通过调节药粉内合金元素的添加量控制各元素在焊缝内的含量,每个因素设置3个水平,如表2所示。选择拉伸性能及冲击性能作为评价指标,研究各元素添加量對焊接接头力学性能的影响程度,并找出最佳元素配比。
采用尺寸为15 mm×10 mm×10 mm的试样进行金相试验,分别使用240 M、600 M、800 M、1 500 M和2 000 M的砂纸进行磨制,采用金相抛光机和粒度W1.5的抛光膏抛光试样,将4%硝酸+酒精涂抹在观察面上,腐蚀10~15 s,采用GX41型号金相显微镜观察焊缝及熔合线附近区域。在室温条件下按《GB/T2651-2008:焊接接头拉伸试验方法》标准进行拉伸试验;按《GBT2650-2008:焊接接头冲击试验方法》标准进行冲击试验,试样厚度5 mm。在焊缝开V型缺口,试验温度分别为常温(25 ℃)、0 ℃、-20 ℃和-40 ℃。
2 结果与讨论
2.1 力学性能分析
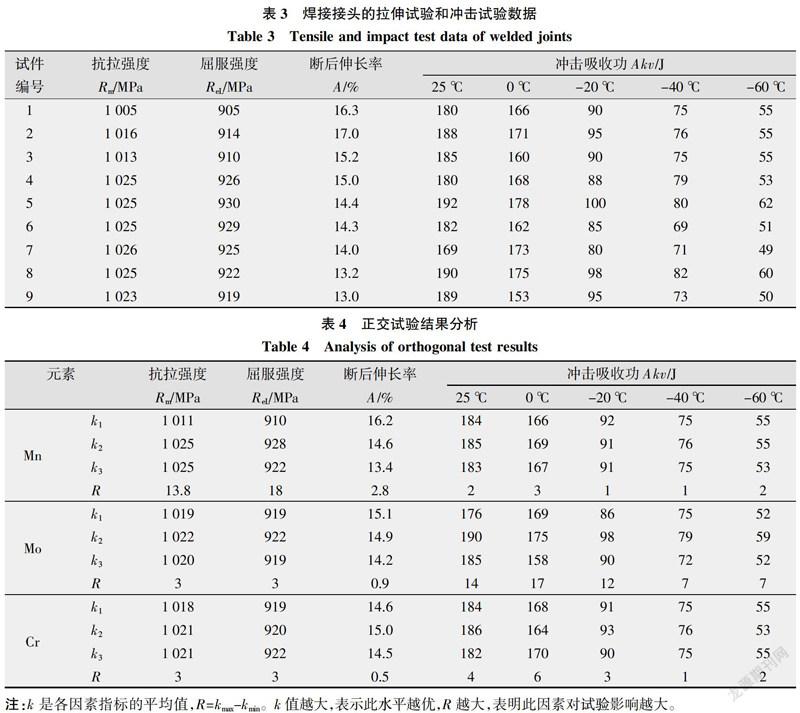
焊接接头的拉伸、冲击试验数据如表3所示。以焊接接头的抗拉强度、断后伸长率、冲击吸收功作为正交试验的评价指标,运用极差法对正交试验结果进行分析,结果如表4所示。
由表4可知,Mn的抗拉强度极差值13.8 MPa最大,显著高于Mo和Cr的抗拉强度极差值3 MPa,这说明Mn元素含量对抗拉强度的影响最大,而Mo和Cr元素对抗拉强度几乎没有影响。由此可知,元素添加量对焊接接头抗拉强度的影响程度的顺序为:Mn>Cr=Mo,且随着Mn元素含量的增加,焊接接头的抗拉强度呈现上升趋势,最大抗拉强度对应的元素组合为:Mn1.5Mo1.0Cr1.2,即Mn含量为1.5%,Mo含量为1.0%,Cr含量为1.2%。同样可以看出,Mn元素也是焊接接头屈服强度的最主要影响因素,而Mo和Cr元素对焊接接头屈服强度的影响不大。还可以看出,Mn元素是影响焊接接头断后伸长率的最主要因素,随着Mn元素在焊缝内含量的提升,焊接接头断后延伸率呈下降趋势,各元素对焊接接头断后伸长率的影响排序为:Mn>Cr>Mo,最大断后延伸率对应的元素组合为:Mn1.0Mo1.0Cr0.6。
分别在25 ℃、0 ℃、-20 ℃、-40 ℃和-60 ℃下进行冲击韧性试验。分析各元素对焊接接头冲击吸收功的影响可知,在不同温度条件下,Mo元素对焊接接头冲击吸收功的影响均显著高于Mn和Cr元素,且当Mo元素含量处于中等水平时,焊接接头的冲击吸收功达到最大。三种元素对焊接接头冲击吸收功的影响顺序为:Mo>Cr>Mn,最高冲击吸收功所对应的元素组合为Mn1.2Mo1.5Cr1.2。
综合比较各组元素配比下焊接接头的抗拉性能及冲击性能,发现当Mn含量为1.2%,Mo含量为1.5%,Cr含量为1.2%时,焊接接头在获得较高的抗拉强度及屈服强度的同时,具有较高的断后伸长率及最高的冲击韧性,即在此元素配比下,焊缝兼具优良的强度及韧性。因此,焊缝内Mn、Mo、Cr元素含量最优配比为:Mn1.2Mo1.5Cr1.2。
2.2 显微组织分析
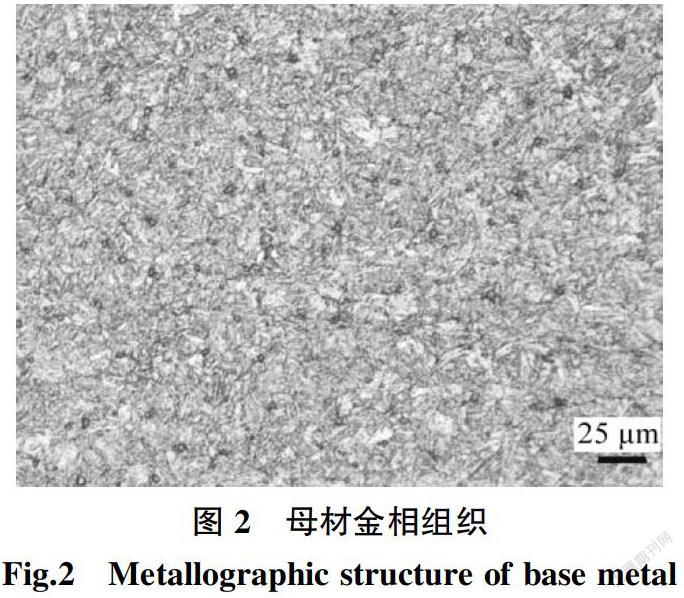
母材金相组织如图2所示,以马氏体为主,含有少量的铁素体。
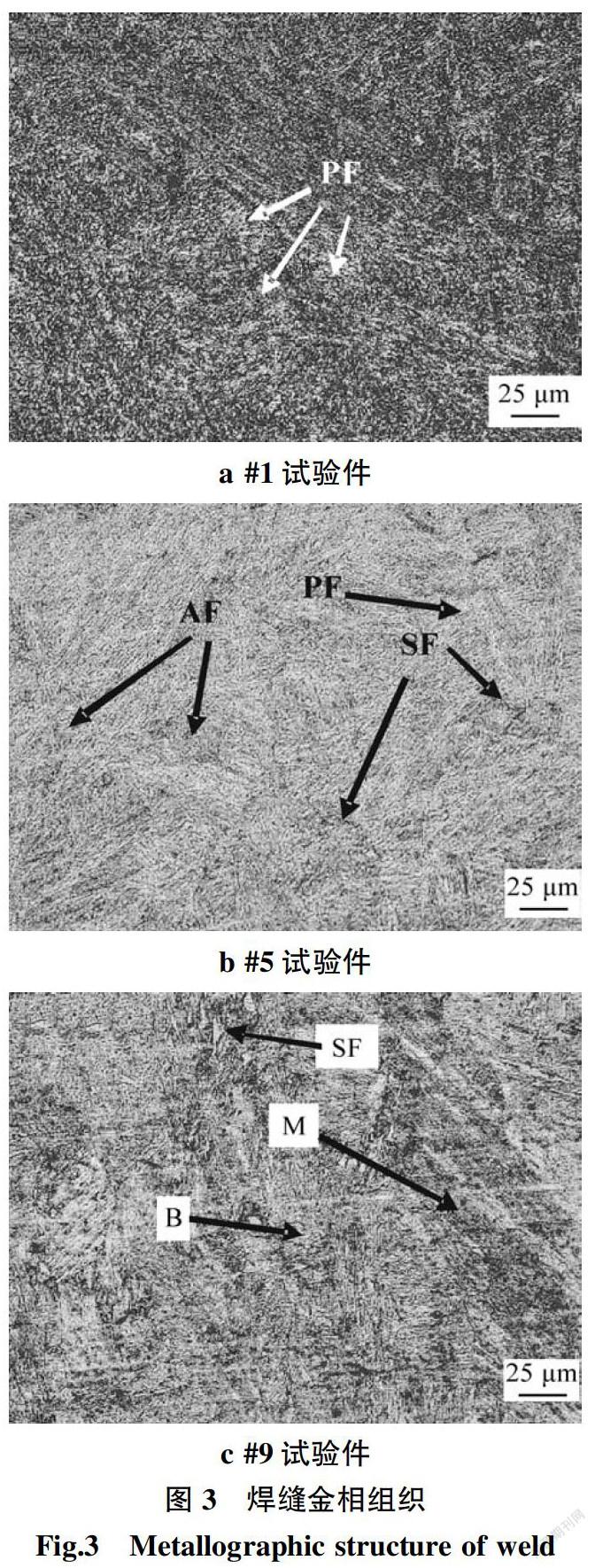
对不同强度及韧性的焊接接头进行金相组织分析,所对应的试验件序号分别为#1、#5和#9。由上述正交试验分析结果可知,Mn和Mo元素分别是影响焊接接头拉伸性能和冲击韧性的最重要因素,因此焊缝显微组织的演变主要通过Mn和Mo含量变化的影响进行揭示。由表4可知,由试样#1,#5到#9的顺序,焊缝内Mn和Mo元素含量均逐渐增加。#1试样焊缝内Mn和Mo元素含量较低时,焊缝内组织主要为先共析铁素体(PF),如图3a所示。由于Mn及Mo元素均有抑制先共析铁素体并促进针状铁素体形成的作用[13],因此随着焊缝内Mn和Mo元素含量的增加,#5试样焊缝内先共析铁素体(PF)的含量下降,同时出现侧板条铁素体(SF)和针状铁素体(AF),且针状铁素体含量显著提升,如图3b所示。随着焊缝内Mn元素含量的继续增加,焊缝内开始出现马氏体,并促进了贝氏体(B)的形成,因此具有最高Mn元素含量的#9试样焊缝内出现马氏体及贝氏体组织,如图3c所示。
分析焊接接头的拉伸性能可知,随着焊缝内Mn和Mo元素含量的增加,两种元素在焊缝内的固溶强化以及马氏体和贝氏体等组织的相变强化机制[14]使得焊接接头的强度提升,但牺牲了焊接接头的塑性,即焊接接头的抗拉强度升高,但断后延伸率下降。然而对于焊接接头的冲击吸收功,由于针状铁素体具有提高焊缝金属冲击韧性的作用[15],尤其是低温冲击韧性,因此具有大量针状铁素体的#5试样焊缝组织的冲击吸收功最高。
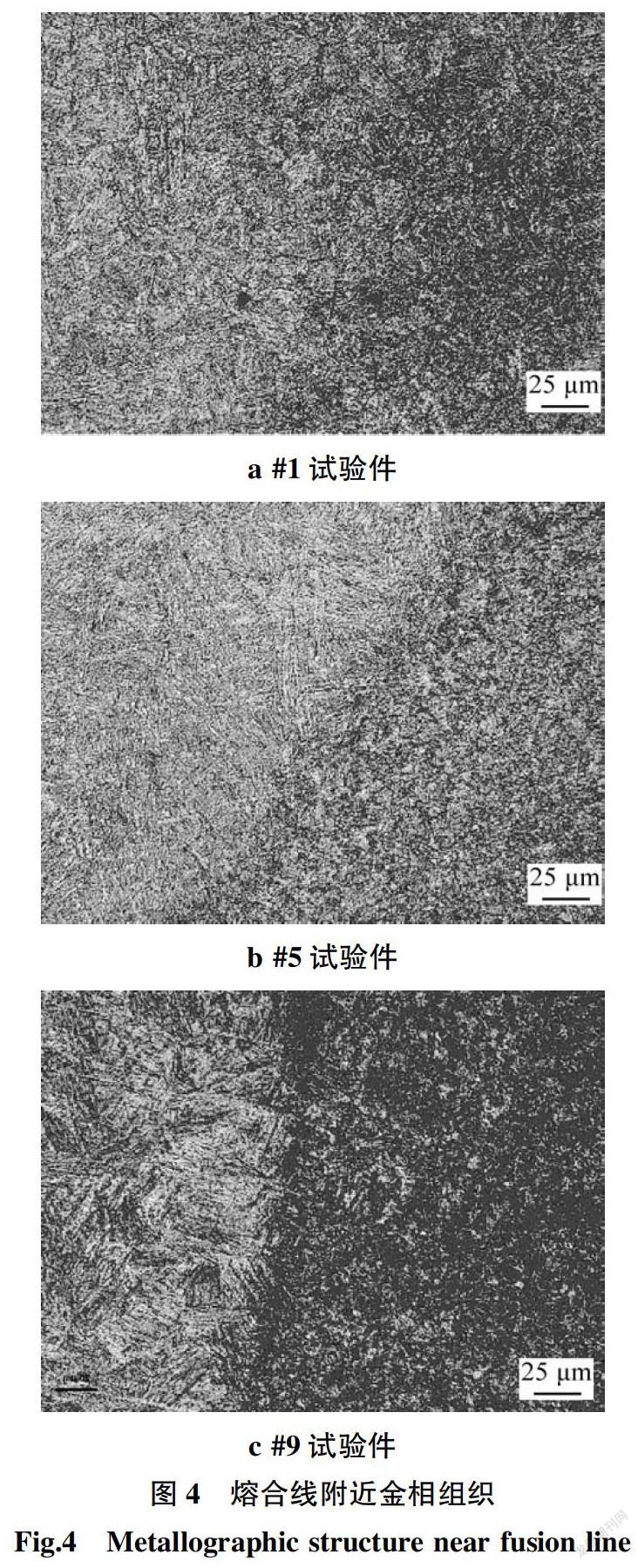
#1、#5和#9试件熔合线附近组织形貌如图4所示,随着焊缝内Mn和Mo元素含量的增加,焊接接头的熔合区界限逐渐分明。不同于焊缝中心部分和母材组织,不同元素含量对应试样的热影响区组织均为铁素体和珠光体的混合组织。
3 结论
文中主要研究Mn-Mo-Cr系高强钢药芯焊丝不同元素的成分配比对焊接接头组织和性能的影响规律,并获取了Mn-Mo-Cr系高强钢药芯焊丝最优合金成分配比,主要结论如下:
(1)通过正交试验分析,综合考虑焊接接头的拉伸性能及冲击性能,得出焊缝内Mn、Mo、Cr元素含量的最佳配比为:Mn含量为1.2%,Mo含量为1.5%,Cr含量为1.2%
(2)各元素添加对焊接接头抗拉强度的影响程度强弱为:Mn>Mo=Cr;各元素添加对焊接接头断后伸长率影响作用的大小顺序为:Mn>Cr>Mo;对冲击吸收功的影响顺序为:Mo>Cr>Mn。
(3)随着焊缝内Mn元素含量的提升,焊缝内显微组织由先共析铁素体向针状铁素体及马氏体和贝氏体转变,固溶强化和相变强化作用使得焊接接头的抗拉强度逐渐提升,但断后延伸率逐步下降。针状铁素体含量最大的焊缝的冲击韧性最优。
参考文献:
[1] Ping L,Hui G G,Lu G X,et al. Charpy impact properties of grain boundary allotriomorphic ferrite and granular bainite duplex microstructure[J]. Advanced Materials Research Vols,2014(1014-1015):1236-1244.
[2] 腾长岺,张少棠. 低合金高强度钢[M]. 北京:中国质检出版社,2011.
[3] 张元杰,彭云,马成勇,等. Q890 高强钢焊接淬硬倾向和冷裂纹敏感性[J]. 焊接学报,2013,34(6):53-56.
[4] Shim D H,Taekyung L,Junmo L,et al. Increased resistance to hydrogen embrittlement in high-strength steels compo-sed of granular bainite[J]. Materials Science & Engineering A,2017(700):473-480.
[5] 裘榮鹏,武丹. 保护气体中氧气含量对低合金高强钢熔敷金属组织和力学性能的影响[J]. 热加工工艺,2016,45(23):52-55,59.
[6] 裘荣鹏. 保护气对奥氏体不锈钢药芯焊丝弧焊接头性能的影响[J]. 兵器材料科学与工程,2016,39(4):53-57.
[7] 刘西洋,杨淼森,徐锴,等. 激光介入不锈钢自保护药芯焊丝MAG电弧堆焊熔滴受力分析[J]. 焊接学报,2019,40(9):65-70,164.
[8] 朱师琦,卜智翔,鲍升凯,等. GMAW焊接工艺因素对E501T-1型药芯焊丝发尘率的影响[J]. 焊接,2019(5):57-61,68.
[9] 刘政军,裘荣鹏,武丹,等. 合金元素Ni和Mo对高强钢金属粉芯型药芯焊丝焊接接头力学性能的影响[J]. 热加工工艺,2017,46(19):59-62.
[10] 武丹,刘政军,裘荣鹏,等. 药芯焊丝中Cr含量对WQ960高强钢焊接接头力学性能的影响[J]. 热加工工艺,2018,47(15):43-46,51.
[11] 官春平. Ni对600 MPa级高强钢焊缝组织和性能的影响[J]. 电焊机,2017,47(11):120-124.
[12] 牛犇. 微量元素对焊缝金属组织及性能的影响研究[D].云南:昆明理工大学,2016.
[13] Farrar R A,Harrison P L. Acicular ferrite in carbon-ma-nganese weld metals:an overview[J]. Journal of Materials Set,1987,22(12):3812-3820.
[14] 战国锋,刘继雄,刘文斌. Mn元素对9Ni钢组织及力学性能的影响[J]. 金属热处理,2016,41(3):180-183.
[15] 孔红雨,朱官朋,曾志伟,等. 药芯焊丝Mo含量对低合金钢焊缝金属性能影响[J]. 材料开发与应用,2017,32(2):18-22.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
哈尔滨理工大学学报(2016年6期)2017-02-21
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27
农机使用与维修(2016年10期)2016-11-10
中国高新技术企业(2015年25期)2015-07-24
