
U20Mn钢轨钢线性摩擦焊接头组织与力学性能研究
2020-09-10 07:22郑霄谭克利戴虹
电焊机 2020年11期
郑霄 谭克利 戴虹





摘要:针对U20Mn钢轨闪光焊和气压焊接头性能不佳的问题,采用线性摩擦焊方法研究U20Mn钢轨钢摩擦焊的焊接性,并通过冲击、拉伸、金相试验探究其力学性能和显微组织特征。结果表明:U20Mn线性摩擦焊接头成形良好,焊缝无缺陷。焊态接头焊缝区宽度为4.88~5.69 mm,可分为母材区(BM)、热机械影响区(HMAZ)、焊缝中心区(WZ)。经正火热处理后,接头组织得到改善而趋于一致,强度为1 634 MPa(提高23.3%),延伸率为10.0%(提高81.8%)。
关键词:U20Mn钢轨;线性摩擦焊;显微组织;力学性能
中图分类号:TG407文献标志码:A文章编号:1001-2303(2020)11-0064-07
DOI:10.7512/j.issn.1001-2303.2020.11.12
0 前言
随着重载铁路轴重的不断增加,对钢轨的要求也越来越高,理论研究证明传统珠光体钢轨的力学性能已接近极限,具有更高强韧性、耐磨性的贝氏体钢轨成为研究热点[1-2]。北京特冶与包钢联合研制生产的U20Mn贝氏体钢轨具有硬度高、抗疲劳和冲击韧性强的优点,但与传统珠光体钢轨相比,贝氏体钢合金元素成分高、物理性能参数差异大,导致其焊接较为困难,制约了贝氏体钢轨的推广应用[3-4]。
目前国内关于钢轨的压力焊接方法研究主要集中于闪光焊和气压焊[5-6],闪光焊焊接温度较高,焊接U20Mn时易出现偏析、热裂纹和灰斑[7-8];气压焊为外热源加热,U20Mn钢导热系数低使得其加热过程中断面温度不均匀,完成全断面交互结晶较困难[9]。线性摩擦焊是在压力作用下,利用焊件接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑性变形,当待焊面附近区域温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法[10-11]。文中采用线性摩擦焊焊接U20Mn贝氏体钢轨钢,研究其可焊性和接头的力学性能。
1 试验条件和方法
1.1 试验材料
试验钢轨为包钢生产的U20Mn贝马复相钢轨,其化学成分和主要力学性能如表1所示。
1.2 试样制备
以60 kg/m的U20Mn钢轨为基础,截取待焊界面尺寸如图1所示的试件,采用线性摩擦焊进行焊接,焊接参数为:频率50 Hz,顶锻量7 mm,顶锻力90 MPa,振幅2 mm,焊接示意如图2所示。焊后在室温下进行空冷得到焊态接头,焊件实物如图3所示。并按照图4所示截取小试样进行试验:其中焊态试样包含金相试样1个,拉伸试样3个,冲击试样2个;同时截取相同数目的试样进行正火(850 ℃,保温10 min)热处理后进行试验。
1.3 显微组织观察和力学性能测试
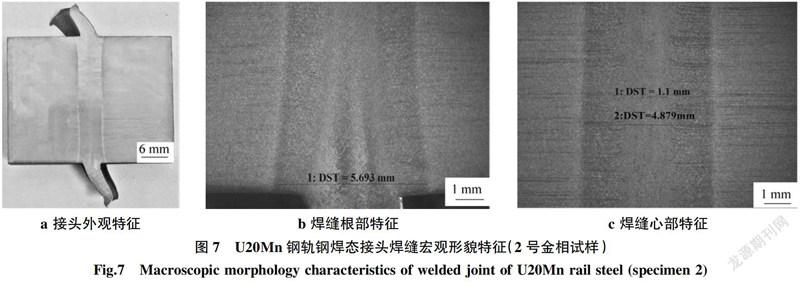
金相试样焊缝处经机械研磨抛光、4%硝酸酒精腐蚀后,采用体式显微镜观察焊缝宏观形貌,采用蔡司金相显微镜观察焊缝显微组织特征;采用硬度计进行硬度试验,以焊缝中心为零点,沿垂直焊缝中心线左右两侧每间隔0.5 mm取测试点,共25个测试点,试验条件为HBW10/3000;拉伸试样和冲击试样尺寸分别如图5、图6所示。
2 试验结果与分析
2.1 接头组织特征
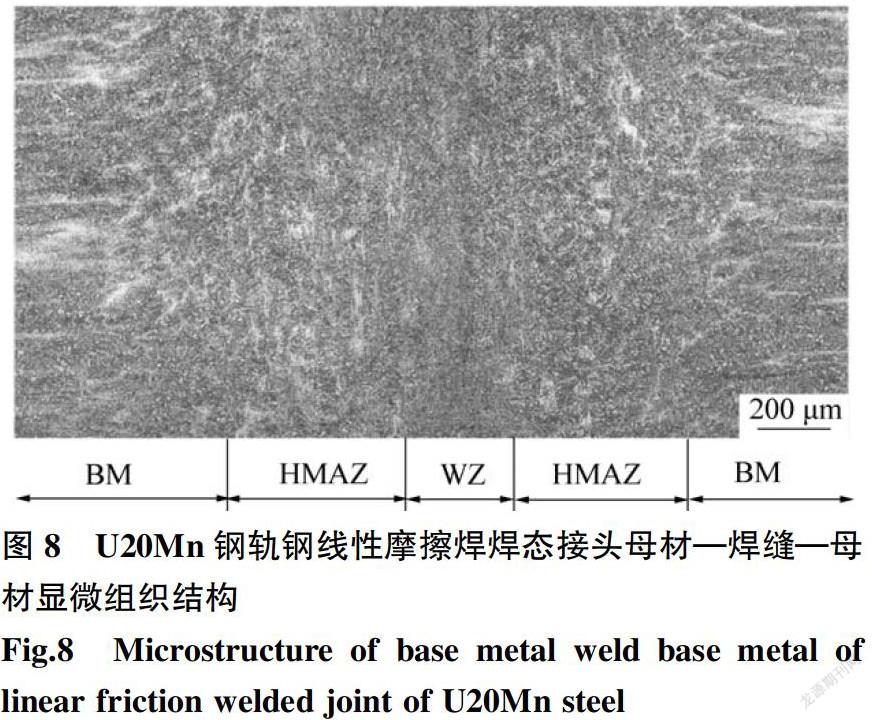
U20Mn钢轨钢线性摩擦焊接头成型良好,在整个焊缝乃至边缘的飞边区域均未发现微裂纹等缺陷。焊缝形状如图7a所示,存在两侧较宽、逐渐向焊缝心部收窄的特点,其主要原因为:在摩擦初始期间,热量主要储存在飞边中,随着摩擦的进行,飞边以及携带的热量主要向两侧挤出,同时在随后的冷却过程中,飞边中的绝大多数热量又通过热传导形式传给了焊接件,最终导致焊缝中心区域和边缘两侧区域存在差异。由图7b、7c体式显微镜观察结果可知,两侧焊缝区宽度约5.69 mm,心部焊缝区域宽度约4.88 mm。
在焊接过程中,焊缝及附近区域受到焊接温度、摩擦力和顶锻力三种因素的交叉影响,导致焊接接头存在明显的组织差异,可分为母材区(BM)、热机械影响区(HMAZ)和中心焊缝区(WZ),如图8所示。其中BM区基本未受到焊接过程影响,在低倍下可以发现水平方向的偏析流线得以保存,深腐蚀后大小规则且较为均匀的原奥氏体晶界(见图9a)清晰可见;HMAZ区域在一定程度上受到力和温度的双重影响,BM区的白色偏析流线在靠近待焊界面一端中断,同时在与BM区交界处因受到WZ区热塑性金属热传导的温度影响,晶粒组织会发生一定的长大(见图9b);WZ区域在焊接过程中受摩擦压力和振动件往复运动的影响最大,焊缝界面之间的高温热塑性金属发生剧烈且连续的热塑性变形,并随着往复运动不断被挤出到两侧形成飞边,同时由于焊接频率高,焊接速度极快(仅3~5 s),中心热塑性金属来不及发生再结晶和晶粒长大,使WZ区域内细小的晶粒和组织(见图9c)在焊接停止后被保留下来,而且在一定程度上减少或消除了该区域的偏析流线,在深腐蚀后可以发现组织为比母材更加细小的贝马复相组织。
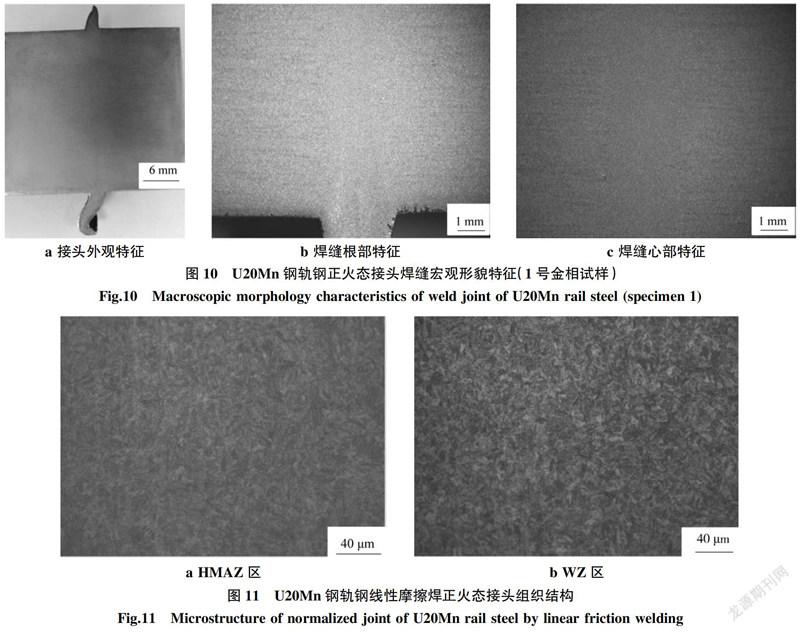
1号金相试样在箱式电阻炉进行850 ℃、保温10 min和空冷的正火处理后,宏观观察发现原有的BM、HMAZ、WZ分界不再明显(见图10),原本BM区域的白色条状偏析流线消失,这表明正火处理在一定程度上减少和消除了原有的偏析流线。经深腐蚀后發现HMAZ和WZ区域均为形状细小、致密的贝马复相组织(见图11),焊缝区域处组织趋于更加均匀连续。
焊态和正火态硬度试验测试结果如图12所示。可以看出,焊态接头存在明显的软化区,其中最软点硬度低至276.6 HB,母材—焊缝—母材区域硬度变化跨度大,这主要是焊态接头组织大小存在差异所致:WZ区域通过挤压破碎形成的细小组织产生细晶强化,因而硬度较高,而HMAZ与BM交界处因存在一定过热导致晶粒长大使得硬度有所下降。经正火热处理后,WZ区域组织发生一定程度的长大,硬度下降,而HMAZ与BM交界处的过热区组织又得到一定程度的细化,硬度提高,各区域组织和性能趋于均匀一致。
2.2 冲击和拉伸性能
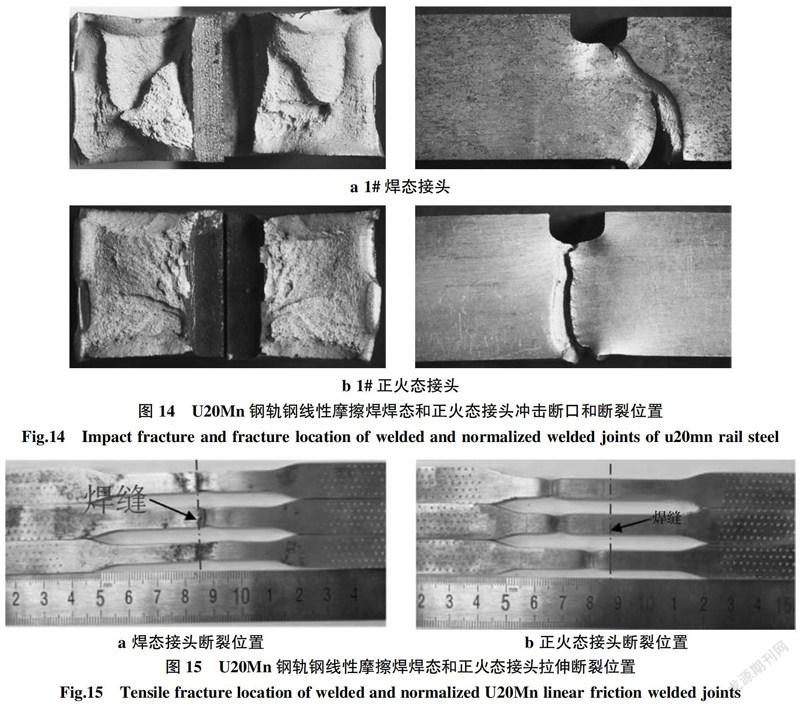
冲击试验结果如图13、图14所示,焊态和正火态接头冲击功数值差异不大。焊态接头冲击断口塑性变形较大(见图14a),断口不能完整拼回原样,在缺口根部起裂后可能由于HMAZ与BM交界处存在强韧性较差的粗晶区,撕裂路径发生偏移,未能反映出焊态接头焊缝的真实冲击韧性;正火态试样沿缺口从焊缝撕开,剪切唇区明显。
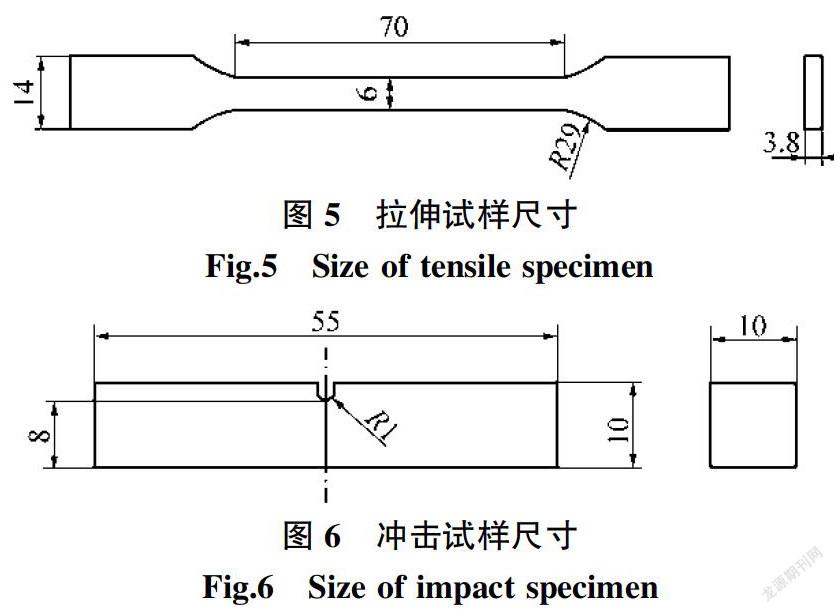
拉伸试验结果如图15~图17所示。可以看出,焊态接头断裂位置均在HMAZ与BM区交界区域,且断裂处颈缩不明显,这是由于该处组织因过热发生一定程度上的长大,表现出焊缝区强韧性降低。由图17可知,焊态时抗拉强度平均值为1 325 MPa,延伸率较低,仅5.5%;经正火后,软化区得到改善,焊缝区组织均匀连续,断裂位置均离焊缝较远,拉伸强度表现为正火后的母材性能,正火态接头拉伸试样断裂前集中塑性变形明显,断口呈纤维状,色泽发暗,试验最大力高,具有较好的强韧性,抗拉强度为1 634 MPa(比焊态提高23.3%),延伸率为10.0%(提高81.8%)。对焊态和正火态接头进行SEM分析发现,焊态接头断口为大量河流花样和少量韧窝特征(见图18a),属于混合断裂;正火态接头断口主要表现为韧窝特征(见图18b),韧性较好。
3 结论
(1)在参数为频率50 Hz,顶锻量7 mm,顶锻力90 MPa,振幅2 mm的焊接工艺下,采用线性摩擦焊焊接U20Mn钢轨可以得到良好无缺陷的焊缝,接头成型良好,接头焊缝区宽度为4.88~5.69 mm。
(2)U20Mn钢线性摩擦焊焊态接头焊缝区可分为母材(BM)、热机械影响区(HMAZ)、焊缝中心区(WZ)。WZ由于受摩擦挤压作用形成了细小的贝马复相组织,HMAZ与BM交界处由于过热出现明显的软化现象。
(3)焊态接头抗拉强度1 325 MPa、延伸率5.5%,经正火热处理后,软化区得到明显改善,焊缝区组织和性能趋于均匀一致,接头强度为1 634 MPa(提高23.3%),延伸率为10.0%(提高81.8%)。
参考文献:
[1] 谭谆礼,高博,高古辉,等. 国内外贝氏体钢轨的研发现状[J]. 金属热处理,2018,43(4):10-18.
[2] 李文亚,杨维宇,金自力. 国内外贝氏体钢轨综述[J]. 包钢科技,2013,39(6):20-24.
[3] 秦琴,干好,白珂,等. 贝氏体钢焊接性的影响因素分析[J/OL].热加工工艺:1-5[2020-07-09].https://doi.org/10.14158/j.cnki.1001-3814.20200345.
[4] 赵智聪. 1 380 MPa级贝氏体钢轨焊接性及焊接工艺研究[D]. 北京:中国铁道科学研究院,2019.
[5] Mansouri H,Monshi A. Microstructure and residual stress ariations in weld zone of flash-butt welded railroads[J].Science and Technology of Welding and Joining,2004,9(3):237-245.
[6] 9Kozyrev N A,Usoltsev A A,Kryukov R E,et al. Modern ethods of Rail Welding[J]. Key Engineering Materials,2017(736):116-121.
[7] 丁韦,李力,高振坤,等. 贝氏体钢轨闪光焊接技术的研究[J]. 铁道建筑,2019,59(12):142-146.
[8] 胡玉堂,李金华,丁韦,等. 贝氏体钢轨闪光焊接头伤损分析及预防对策[J]. 焊接技术,2016,45(8):83-86.
[9] 郑浩. 重载铁路用贝马复相钢轨焊接性研究[D]. 四川:西南交通大学,2018.
[10] 李曉红,张彦华,张田仓,等. 钛合金线性摩擦焊接头动态再结晶规律研究[J]. 塑性工程学报,2020,27(2):174-181.
[11] 叶泽峰,马铁军,李文亚,等. TA19钛合金线性摩擦焊接试验研究[J]. 焊管,2019,42(12):13-17,22.
[12] 郑浩,戴虹,周世恒. U20Mn钢轨钢塑性压力焊界面行为特征研究[J]. 电焊机,2019,49(2):66-71.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
哈尔滨理工大学学报(2016年6期)2017-02-21
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27
农机使用与维修(2016年10期)2016-11-10
中国高新技术企业(2015年25期)2015-07-24
