
S355J2W+N耐候钢板根部大熔深MAG对接焊工艺及接头的组织和性能
2020-09-10 07:22郭超超丁成钢杨大龙
电焊机 2020年11期
郭超超 丁成钢 杨大龙





摘要:采用高频脉冲焊和常规脉冲MAG焊对S355J2W+N耐候钢12 mm厚板进行了对接焊工艺试验,研究了对接打底焊的大熔深工艺及接头的显微组织和力学性能。结果表明:与常规脉冲MAG焊相比,焊接间隙为“0”时,高频脉冲MAG焊具有较强的根部熔深能力,较小的焊接热输入(6.06 kJ/cm),使其可打底焊缝宽度由2.7 mm增加到3.2 mm,增加约18.5%;高频脉冲MAG焊接头呈较为理想的组织特征,焊缝中针状铁素体组织含量较多,焊缝、熔合区不含侧板条铁素体组织,过热区的晶粒粗化程度较小;接头抗拉强度均大于母材强度下限值,断裂位置均位于母材;接头弯曲试验中弯曲角度为180°时,受拉面无裂纹,接头塑性良好;相比常规脉冲MAG焊,高频脉冲MAG焊接头的低温(-40 ℃)冲击韧性较好,焊缝区冲击功高出约9.6%,热影响区冲击功高出约12.3%。
关键词:S355J2W+N耐候钢;高频脉冲MAG焊;对接焊接头;根部大熔深工艺;组织和性能
中图分类号:TG457.11文献标志码:A文章编号:1001-2303(2020)11-0050-05
DOI:10.7512/j.issn.1001-2303.2020.11.09
0 前言
S355J2W+N耐候钢是制造高速动车组转向架焊接构架的主要用钢。在转向架构架焊接生产过程中,某些焊缝受到焊接空间限制只能实施单面焊,并要求底层焊道完全熔透和成形良好,实现单面焊双面成形。常规脉冲 MAG焊工艺,在焊接热输入不宜增加的情况下,其焊接熔深比较有限[1],且在实际焊接过程中,由于焊接应力变形的原因,焊接间隙为“0”时,根部熔深有限,常出现未熔合、未焊透的焊接缺陷,背面成形困难,单面焊双面成形的焊接工艺受到极大的限制。
高频脉冲MAG焊的高频脉冲使熔池金属在周期性变化的力的作用下得到了充分的振荡、冲击和搅拌,电弧的穿透力增强,使熔池熔深增加,焊缝熔宽增加,焊缝余高减小,高频脉冲电流可引起明显的电弧收缩效应,提高电弧稳定性,有利于改善和提高焊接质量,并使电弧压力有较大提高[2-4]。由于高频脉冲MAG焊具有压缩电弧的特性,与普通脉冲MAG焊相比,在相近的焊接线能量(热输入)下,可获得更大的脉冲电弧能量密度[5],高频脉冲MAG焊具有如下特点:(1)“一脉多滴”的熔滴过渡,焊接速度更快,与常规脉冲MAG焊相比,焊接效率可提高约30%~40%;(2)弧柱收窄,具有压缩电弧特性,增加了焊接熔深及电弧的穿透力;(3)小电流更稳定,更适合立向下打底焊;(4)基本无焊接飞溅。
在此背景下,文中以焊接间隙为“0”的S355J2W+N钢12 mm板对接接头为例,对打底焊(根部)大熔深的焊接工艺及接头的显微组织和力學性能进行研究,为高频脉冲MAG焊工艺在高速动车组转向架构架焊接制造上的应用提供试验依据。
1 试验材料与方法
1.1 试验材料
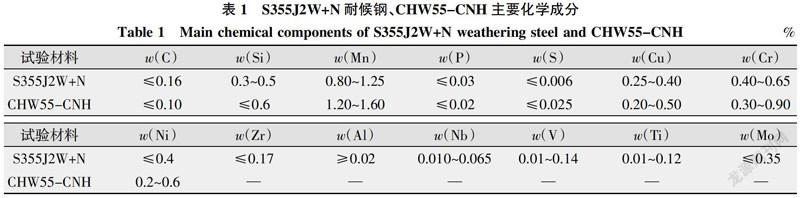
试验采用350 mm×150 mm×12 mm的S355J2W+N耐候钢板作为母材,选用CHW55-CNH焊丝(φ1.2 mm)。母材及焊丝的化学成分和力学性能分别如表1、表2所示。用φ(Ar)80%+φ(CO2)20%作为保护气体,气体流量20 L/min。
1.2 试验方法
1.2.1 焊接工艺对比试验
选用在原有焊机基础上改制的高频脉冲MAG焊机及普通脉冲MAG焊机(选用“熔深控制-深熔模式”),搭配HCD500A-1摆动式自动焊接小车。接头形式为对接,坡口60°,钝边为0.5 mm,间隙为“0”。焊道层间温度低于180 ℃,焊前无预热处理,焊接工艺参数如表3所示,其中根据脉冲MAG焊的焊接电流、电压的基值、峰值确定了焊接电流、电压平均值(Iavg.、Uavg.),即焊机面板的“显示值”。基值、峰值的电流和电压及基值电流时间由预置的程序随机生成。
1.2.2 焊接接头综合评定试验
用Leica DMi8 A金相显微镜观察金相组织,分析接头显微组织特点;参照EN ISO 4136“焊接接头的横向拉伸试验”标准的规定,对焊接接头进行拉伸试验;参照EN ISO 5173“焊接接头的弯曲试验”标准的规定,对标准弯曲试样进行侧弯试验;参照EN ISO 9016:2012“焊接接头冲击试验方法”的规定,选用JB-W300A型冲击试验机进行冲击试验,缺口开在焊缝、热影响区(距焊趾处2 mm),试验温度为-40 ℃,并用JSM-6700F型场发射扫描电镜对断口进行观察与分析。
2 试验结果与分析
2.1 接头的宏观形貌
焊接接头的宏观形貌和显微组织如图1所示。可以看出,常规脉冲MAG焊和高频脉冲MAG焊焊缝成形均良好,未出现未熔合、未焊透、裂纹和烧穿等缺陷,未发现气孔。对打底焊缝成形规律的进一步分析发现,高频脉冲MAG焊打底焊单位焊缝宽度的热输入较小(1.89 kJ/cm·mm),而常规脉冲MAG焊打底焊单位焊缝宽度的热输入较大(2.43 kJ/cm·mm),所以即使在较小的焊接热输入下(高频脉冲MAG为6.06 kJ/cm,常规脉冲MAG为6.56 kJ/cm),高频脉冲MAG焊对熔池作用的范围也较大,这不仅使焊缝根部宽度增加约18.5%(2.7 mm→3.2 mm),还能较好地解决单面焊双面成形根部的熔合问题,达到根部背面良好的“反熔”要求,更好地实现根部“大熔深”的焊接工艺。
2.2 接头的显微组织
焊接接头显微组织如图2所示。常规脉冲MAG焊接头各区域的组织类型为:焊缝中主要是先共析铁素体(GBF)、针状铁素体(AF)组织、粗大的侧板条铁素体(FSP)组织、少量的珠光体(P)和粒状贝氏体(BG);熔合区为先共析铁素体(GBF),少量的珠光体(P)、粒状贝氏体(BG)和针状铁素体(AF);过热区为晶内细条状铁素体(IGF)、少量珠光体(P)和粒状贝氏体(BG),未见粗大的魏氏体组织。与常规脉冲MAG焊相比,高频脉冲MAG接头各区域的组织具有显著特点:(1)焊缝、熔合区不含粗大的侧板条铁素体组织(FSP);(2)焊焊缝中有较多的针状铁素体(AF);(3)高频脉冲MAG焊的高频脉冲产生的机械搅拌作用使焊缝晶粒细化;(4)过热区的晶粒粗化程度较小。
针状铁素体组织是中温组织转变产物,长宽比多为4∶1,形成温度在600 ℃到贝氏体组织转变点(BS),是在中等冷却速度下,且有氧化物夹杂作为形核质点形成的,AF组织的增加,可显著改善焊缝金属的韧性[6-8]。在相近的焊接热输入下,高频脉冲电弧能量密度大,缩短焊缝及熔合区金属800 ℃到500 ℃冷却时间(t8/5),增大焊接接头的冷却速度,更易形成针状铁素体,熔合区中脆性的侧板条铁素体组织难以形成,过热区的晶粒粗化程度降低。
2.3 接头的拉伸性能及弯曲性能
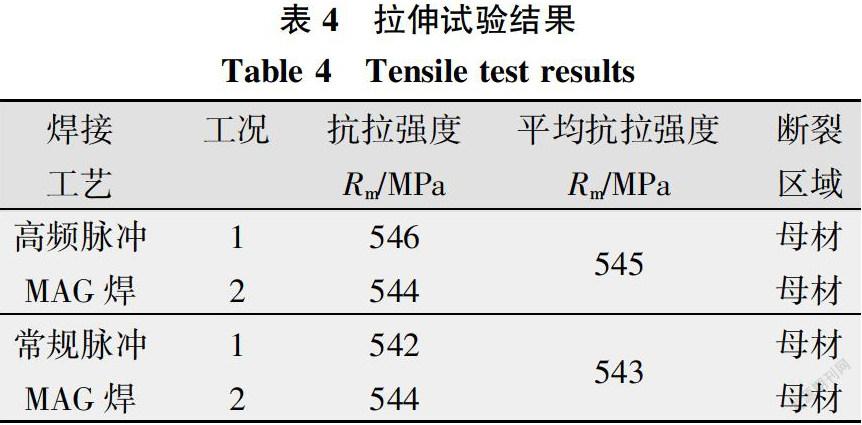
拉伸试验结果如表4所示,所有接头的抗拉强度都符合ISO 15614-1:2017标准(大于等于母材强度下限值),断裂位置位于母材,高频脉冲MAG焊接头的平均抗拉强度545 MPa,常规脉冲MAG焊接头的平均抗拉强度543 MPa。
焊接接头的拉伸断口SEM形貌如图3所示。由图3可知,两种焊接接头的断裂均为韧性断裂,纤维区中韧窝大小不等,有较多小而浅的韧窝和少量大而深的韧窝,并且断面高低不平。
焊接接头的弯曲试样经180°侧弯后,每个弯曲试样的受拉面均无裂纹,焊接接头塑性良好。
2.4 低温冲击韧性
焊接接头的焊缝和热影响区低温冲击试验结果如表5所示,与常规脉冲MAG焊相比,高频脉冲MAG焊接头的焊缝区和热影响区冲击功分别高出9.6%和12.3%。-40 ℃冲击功均超过规定的最小冲击功27 J。两种焊接接头的冲击断口SEM形貌如图4所示。可以看出,高频脉冲MAG焊接头焊缝断口的启裂区主要是准解理和大量小韧窝,常规脉冲MAG焊接头焊缝断口的启裂区主要是解理和准解理,高频脉冲MAG焊焊缝冲击韧性更好。
高频脉冲MAG焊接头热影响区断口的启裂区主要为韧窝和少量的准解理,韧窝尺寸大且深;常规脉冲MAG焊接头热影响区断口的启裂区主要为准解理和少量的韧窝,韧窩尺寸小且浅。由此可见,高频脉冲MAG焊接头热影响区冲击韧性更好。
3 结论
(1)高频脉冲MAG焊接头和常规脉冲MAG焊接头的焊缝金属与母材金属均熔合良好,无裂纹、气孔、夹杂类缺陷;当焊接间隙为“0”时,相比常规脉冲MAG焊,高频脉冲MAG焊打底焊单位焊缝宽度的焊接热输入较小,在较小的焊接热输入下(6.06 kJ/cm),高频脉冲MAG焊接头焊缝根部可实现较大的熔深,打底焊缝宽度由2.7 mm增至3.2 mm,增加约18.5%。
(2)与常规脉冲MAG焊相比,高频脉冲MAG焊焊缝组织晶粒较为细小,针状铁素体(AF)数量较多,焊缝、熔合区不含侧板条铁素体(FSP),粗晶区晶粒粗化程度较小。
(3)两种焊接接头的抗拉强度均符合焊接工艺评定标准,拉伸试样为韧性断裂,断裂位置均在远离焊缝的母材处;弯曲试样经180°弯曲后,受拉面均无裂纹,焊接接头塑性良好。
(4)相比常规脉冲MAG焊,高频脉冲MAG焊接头的低温(-40 ℃)冲击韧性较好,焊缝区和热影响区冲击功分别高出约9.6%和12.3%。
参考文献:
[1] 王元良,骆德阳,王一戎. 我国高速列车焊接技术及其新发展[J]. 电焊机,2008,38(8):8-12.
[2] 齐铂金,许海鹰,张伟. 0Cr18Ni9Ti超音频脉冲TIG焊接头组织与性能[J]. 北京航空航天大学学报,2009(2):132-133.
[3] 从保强,齐铂金,周兴国. 超快变换高频变极性方波TIG电弧行为[J]. 焊接学报,2009,30(6):87-89.
[4] 邱灵,杨春利,林三宝. 高频脉冲变极性焊接工艺性能研究[J]. 焊接,2007(7):35-38.
[5] 朱余荣,黄炜. 脉冲MAG焊的脉冲能量参数对熔滴过渡特性的影响[J]. 焊接学报,1996(5):6-8.
[6] 熊玲琪,李红卫. 高强度低合金钢焊缝金属的组织及其影响因素[J]. 钢铁研究学报,2010,22(6):53-58.
[7] 杜则裕,张德勤,田志凌. 低碳低合金钢焊缝金属的显微组织及其影响因素[J]. 钢铁(增刊),1999(34):67-71.
[8] 刘会杰. 焊接冶金与焊接性[M]. 北京:机械工业出版社,2010:9.
