港口堆取料机自动控制系统设计
2020-09-10 21:23岳秉翔
内燃机与配件 2020年17期
关键词:自动控制
岳秉翔


摘要:堆取料机是一种广泛用于港口装卸作业的高效机械,目前国内很多港口在进行堆取料作业时仍采用人工控制或半自动控制的方法,工作效率、稳定性和准确性不高。本文结合扫描成像原理、闭环控制原理和增量式PI控制算法,完成了自动控制系统的设计,有效提高了港口堆取料机的运行效率和控制精度,降低了人工操作带来的误差。
关键词:堆取料机;自动控制;三维成像;定位系统
0 引言
煤炭和铁矿石是国家工业发展的基础和命脉,虽然近年来中国经济发展速度逐步放缓,但我国依然是全球矿石和煤炭进口大国,各大港口对装卸设备的需求仍然比较旺盛[1]。堆取料机是一种用来对矿石、煤炭进行连续堆料和取料作业的常用机械设备,在港口码头、物流中心等场所得到广泛使用。典型的港口堆取料机结构主要由斗轮机构、回转机构、俯仰结构、行走机构、输送机构等部分组成。为了提高堆取料机的装卸效率、作业精准性和工作稳定性,越来越多的港口开始研究和实施自动化控制系统[2],而这也是本文的研究重点所在。
1 堆取料机自动控制系统的组成及功能分析
港口堆取料机自动控制系统包括远程控制系统和堆取料机本地控制系统两大部分[3]。远程控制系统包括堆场管理系统和远程操作系统,堆场管理系统通过自动操作管理服务器完成料堆模型的仿真计算,通过中央控制PLC生成和下达自动取料、堆料指令,并实时记录、反馈和共享所有堆取料机的具体位置和运行状况,设置防碰撞和防过载保护功能。操作员在得到终端授权后可以通过远程操作系统实现人工干预。堆取料机本地控制系统由本地PLC、定位系统、扫描成像系统、防碰撞系统、防过载系统组成,本地控制系统的主要功能是实现堆料机各工作机构的精准定位、自动控制、现场监控和安全避让,并通过安装在悬臂上的激光扫描仪完成堆料三维激光扫描,本地控制系统与远程控制系统之间通过以太网或光纤实现数据信息的实时交互。
2 三维成像系统的设计
2.1 三维成像系统的工作原理
三维成像系统由数据采集模块、数据处理模块和图像生成模块三大部分组成。激光扫描仪基于激光测距原理对堆料轮廓进行实时扫描,并形成大量三维坐标数据点。三维数据处理模块对定位系统反馈的机构位置信息、控制器反馈的机构状态信息进行分析,对激光扫描仪反馈的三维坐标数据进行预处理、网格规范化处理和空间坐标转化,然后利用算法对干扰数据进行过滤处理、对网格数据进行差值处理,最终形成堆料三维点云数据并储存在数据库中[4]。三维图形生成模块读取数据库中的三维点云数据并进行图形的渲染、拼接和绘制,最终形成高精度的堆料三维模型。
2.2 三维成像系统的设计
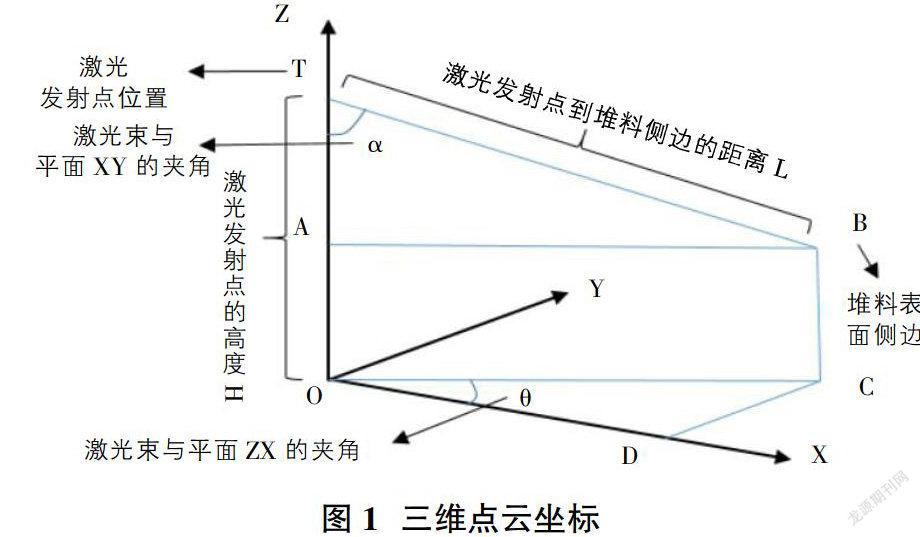
以激光扫描仪的激光发射点T和堆料表面测量点B为基础点构建三维坐标系,如图1所示。坐标系的原点坐标为(0,0,0),激光发射点T距地面的高度为H,其坐标为(0,0,H),激光束与ZX平面的夹角为θ,与XY平面的夹角为α。激光发射点T到堆料表面测量点B的直线距离为L,设B点的坐标为(a,b,c),建立物料表面测量点的数学模型:
扫描仪通过悬臂的移动进行多次扫描后采集到大量的数据点并建立三维点云模型,为了与堆取料机的作业习惯相适应,还需要将扫描仪采集到的原始坐标转化为以料场为参考系的坐标。通过定位系统可以得到扫描仪工作时行走机构、俯仰机构和回转机构的瞬时位置,三维成像系统通过这些位置数据可以将测量点所在的初始坐标系转换到料场坐标系中。由于被测点的数量很大、密度很高,通过激光扫描仪采集的离散点云的数据量也很大,若直接对这些点云数据进行三维仿真计算将会占用非常大的计算机资源。为了提高计算效率、节省计算资源,在综合考虑仿真精度和处理器资源后,需要对原始点云数据进行网格规范化处理。散点通常以矩阵的形式表示,以二维数组的形式储存在服务器中,数组中的元素与初始坐标系下被测点的高度相对应。在得到料场测点的点云数据后,通过Windows平台下的Open GL软件进行三维渲染并在上位机上实时显示,建模相应时间小于200ms,仿真精度小于0.2m。
3 自动控制系统设计
3.1 调速系统设计
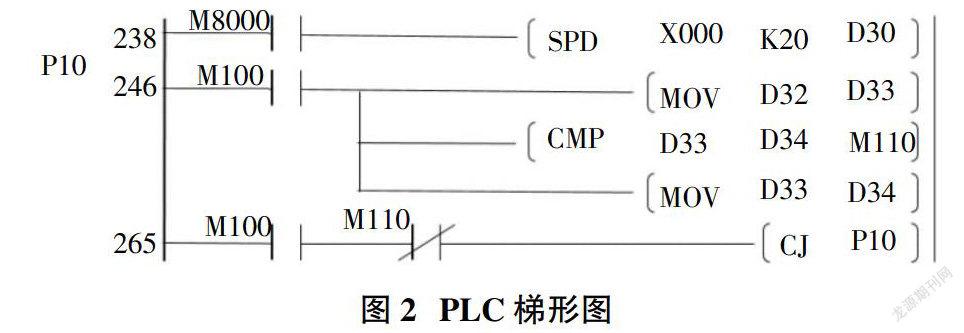
为了实现自动作业前堆取料机各作业机构的高精度定位和自动作业过程中各作业机构运行的准确控制,需要设计变频调速控制系统[5]。设计调速系统的关键在于确定采样周期Ts、电机实时转速N以及PID控制策略。根据香农采样定理和系统波动情况,采样周期Ts选择为20ms。PLC通过SPD指令在每个采样周期内反馈检测的脉冲数得到电机的实时转速。将在一个扫描周期内编码器反馈的脉冲数储存在寄存器D0内,当前所接收的脉冲数存放在D1内,剩余的扫描周期时长存放在D2内。每次达到采样点时,将D1内存放的数值传递给寄存器D0,与此同时D1和D2内存放的数值清零,可以通过D2中扫描周期的变化规律确定每个周期的采样点。PLC程序段的梯形图如图2,程序在运行时M100处于ON状态且D34存放值为0,将D32内存放的当前时刻的剩余扫描周期t0传递到D33,将下一时刻剩余扫描周期t1存放到D34。当t1>t0时,M110处于ON状态,跳转命令[CJ P10]停止执行,程序继续向下运行。
闭环调速控制采用增量式PI算法,系统输入信号通过PLC控制器传递到D/A通道,然后通过变频器控制交流电机转速,系统输出信号通过速度编码器反馈到PLC控制器形成闭环控制。通过闭环调速系统可以提高作业机构的定位精度,提升作业机构移动和停止的精准性,使取料和堆料过程中的寸动保持相同的移动距离和移动范围,使堆料垛形的规格具有高度稳定性和一致性。
3.2 斗轮切入點计算
首先在料场平面内选择一个点作为基准点,然后将大臂置于基准点的正上方并使其保持静止状态,当悬臂处于水平状态时,斗轮与基准点之间的垂直为O,斗轮头部与回转中心之间的距离为L。设斗轮切入点的坐标为(A,B,C),则斗轮的回转角度N、大车位置X和俯仰角度M可以根据下式计算:
3.3 自动定位系统设计
PLC中配置有自动定位模块,自动定位系统通过编码器GPS和格雷母线可以获取行走机构、回转机构和斗轮机构的实时位置,并能够分时分阶段地纠正各机构的位置以减少系统误差和精度误差,通过变频器控制各个机构的移动速度。在对大车行走机构定位时,设大车实际位置的坐标为X,系统设定的参考坐标为Y,假设大车位置点指向锚定点的方向为正方向,当X
在对回转机构进行定位时,设回转实际角度值为A,系统设定的参考值为B,当A
3.4 自动循环取料系统设计
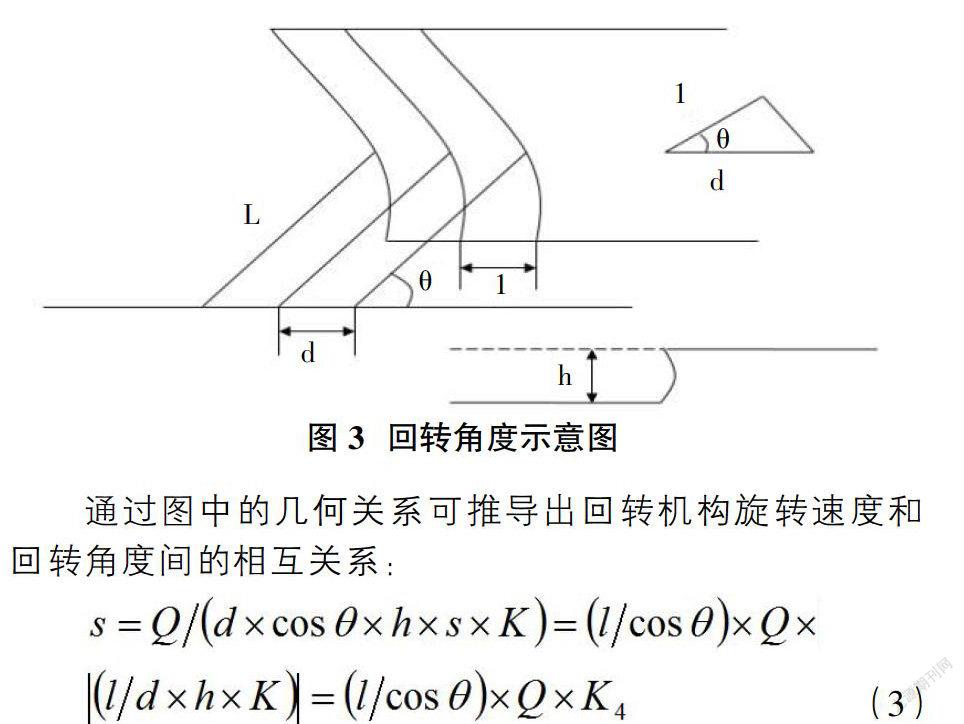
中控PLC系统根据各作业机构的位置信息和料堆三维轮廓信息,建立了料场三维坐标数据库,然后以此计算出取料边界坐标和斗轮切入点坐标。当行走机构、回转机构和斗轮机构的定位工作完成后,斗轮下缘移动到与切入点重合时,即可启动取料作业命令。在取料作业过程中,系统通过PI条件模块对回转机构进尺量进行反复微调,使回转机构始终以恒定低速的速度转动,使取料流量保持恒定。PI调节模块输入信号为回转机构的工作电流,输出信号为回转机构的旋转速度。以回转机构的回转中心为圆心,以回转中心到悬臂头部的距离作为半径可以绘制出回转机构的工作平面,如图3所示。
通过图中的几何关系可推导出回转机构旋转速度和回转角度间的相互关系:
式中,θ表示旋转角度,s表示旋转速度,Q表示取料流量,d表示进给距离,l和h表示取料深度和厚度。
在进行取料作业时,在d和h为定值的情况下旋转速度s与cosθ成反比。将上述公式的逻辑运算关系编写到可编程控制器中,在每次取料作业之前设定取料流量后,即可通过编码器计算出实时回转角度并发送给PLC。当斗轮头部移动到取料边界位置后,回转机构向反方向旋转并继续取料,通过如此往复循环运动完成当层取料任务。取料任务完成后触发系统暂停命令,斗轮自动移动到下一层切入点并保持不动,系统处于待命状态,一个堆取料作业命令内的自动控制完成。
参考文献:
[1]李特,崔晓峰.斗轮堆取料机的发展应用趋势[J].精品,2016(1):60-61.
[2]王乐.煤码头斗轮堆取料机的发展趋势[J].中国科技投资,2018(01):108-110.
[3]严晨.堆取料机的智能化发展思考[J].科技创新与应用,2018,256(36):75-76.
[4]李响初,张微.基于PLC的矿山堆取料机自动控制系统研究与设计[J].世界有色金属,2017(18):63-64.
[5]牛春寶.基于电气自动化控制技术的港口堆取料机关键技术研究[J].信息系统工程,2016(11):91-92.
猜你喜欢
中国科技纵横(2016年20期)2016-12-28
电子技术与软件工程(2016年22期)2016-12-26
电脑知识与技术(2016年27期)2016-12-15
学苑创造·C版(2016年10期)2016-11-19
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
企业导报(2016年12期)2016-06-17