小型活塞发动机装配工装设计及应用
2020-09-10 07:22张旭东孙奇张娟
内燃机与配件 2020年24期
张旭东 孙奇 张娟


摘要:发动机在装配过程中,由于零部件众多,安装角度、方位多变,发动机本体需要多次装夹、翻转,才能完成装配工作。为了解决此问题,设计并制造了发动机装配工装,在装配工装上可以实现将发动机本体一次安装到位,随意翻转,安装零部件的功能。
Abstract: During the assembly of the engine, Due to the large number of parts, installation angle and orientation are changeable, the engine body needs to be clamped and turned over many times to complete the assembly work.In order to solve this problem, the engine assembly tooling is designed and manufactured. By using the assembly tooling,the engine body can be installed in place at one time, flipped randomly and installed parts.
关键词:工装;发动机;装配
Key words: tooling;engine;assembly
中图分类号:TK406 文献标识码:A 文章编号:1674-957X(2020)24-0033-02
0 引言
小型活塞式航空发动机生产的特点具有零部件多、批量小、附件配置多样性等,一般在装配工作台或者托盘上进行发动机装配工作,由于在装配的过程中托盘及工作台是不动的,在一个工位完成所要装配的部件后,必须将发动机翻转一定角度才能进行下一个工位的装配。因为发动机零部件较多,需要装配的工位也多,装配过程比较复杂,需要多次翻转发动机本体到不同的位置才能完成不同零部件的装配,这样一方面操作繁琐,装配效率低下,劳动强度大;另一方面,容易导致零部件相互间发生碰撞,造成零部件的损坏,同时也给装配过程带来了困难,进而造成发动机装配效率和准确率均较低,影响发动机装配的产品质量。同时不利于生产的成本控制。
为了克服现有装配工作存在的上述技术问题,本文提供了一种小型活塞式航空发动机装配工装。该工装能够实现发动机零件多工位多功能定位,发动机在装配过程中可在三个自由度上的自由翻转,操作方便、简洁,从而提高发动机装配的准确性,降低劳动强度,避免装配时零部件的相互磕碰,降低发动机零部件装配难度,只需要一次装夹,可以方便独立地完成发动机整机装配,且适用于多种型号发动机的装配。
1 装配工装设计
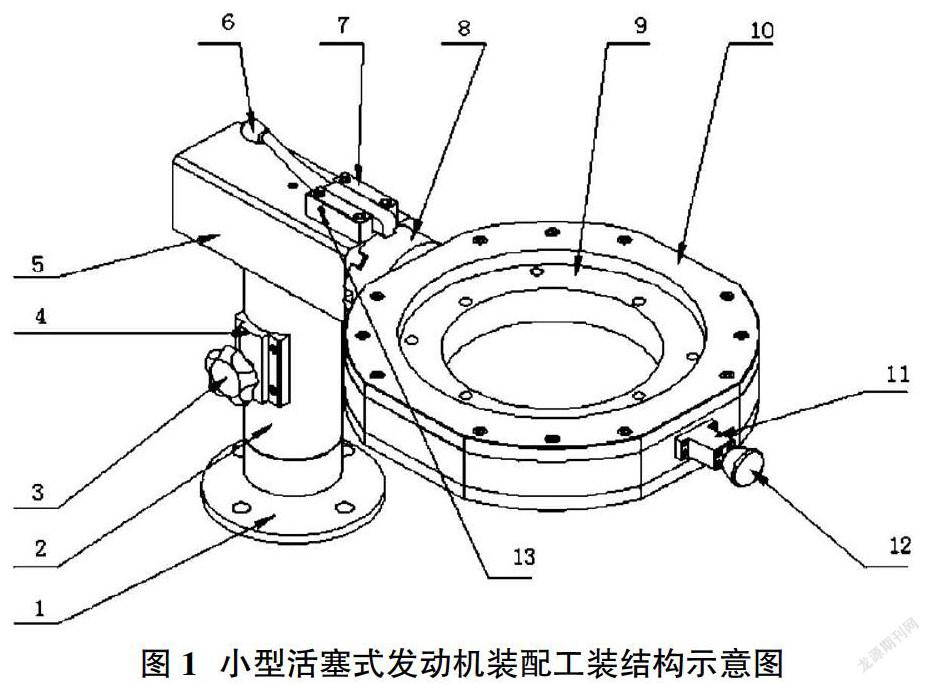
为了解决上述问题,设计了一套小型活塞式发动机装配工装(图1),整套工装包括如下:1-基座、2-立柱、3-锁紧旋钮、4-锁紧座、5-横梁、6-手柄、7-定位锁机构、8-分度盘、9-发动机安装座、10-转盘机构、11-定位机构、12-定位手柄、13-防误触机械开关。
其中基座1为装配工装的底座,可与普通工作台等通过四个安装孔直接连接固定。锁紧旋钮3和锁紧座4组成第一锁紧机构,定位机构11和定位手柄12组成第二锁紧机构。基座1之上安装有垂直的立柱2,基座1与立柱2共轴线,且该立柱2为可旋转轴,相对于基座1可以在基座1所在轴线上进行360°旋转,并通过第一锁紧机构的锁紧旋钮3和锁紧座4进行定位与锁定,该锁紧方式为机械挤压摩擦式结构,即锁紧座4固定连接于立柱2之上,通过旋动锁紧旋钮3使其前端螺柱顶紧或放松立柱2内部与基座1之间的轴瓦式摩擦靴,从而使立柱2与基座1能够在360°旋转面内任一位置定位锁死或转动。所述立柱2上端安装有与立柱2垂直的横梁5(图2),二者之间为固定连接。横梁5一端安装有可旋转的分度盘8,分度盘8另一端与转盘机构10相连接并固定。
分度盘8(图3)旋转轴为横梁5端面上的台阶轴径,分度盘8设有八个分度位置,通过手柄6和定位锁机构7定位与锁定所需工位,定位锁机构7为常锁状态的弹簧杠杆式结构。
同时,还设有防误触机械开关13,该开关为弹子弹簧式结构,安装于定位锁机构7之上,用以锁定手柄(6),以防止误触手柄(6)造成误翻转而伤害人身安全。手柄6下压移位时,该锁定机构处于释放状态,便可以使转盘机构10以分度盘8纵向轴线为轴心进行360°转动,并按工作所需通过定位锁机构7与分度盘8配合分别可锁固于全圆周上每转过45°的八个工位进行定位,通过下压式手柄6进行操作,过程简单、可靠,有利于发动机零部件的快速装配。
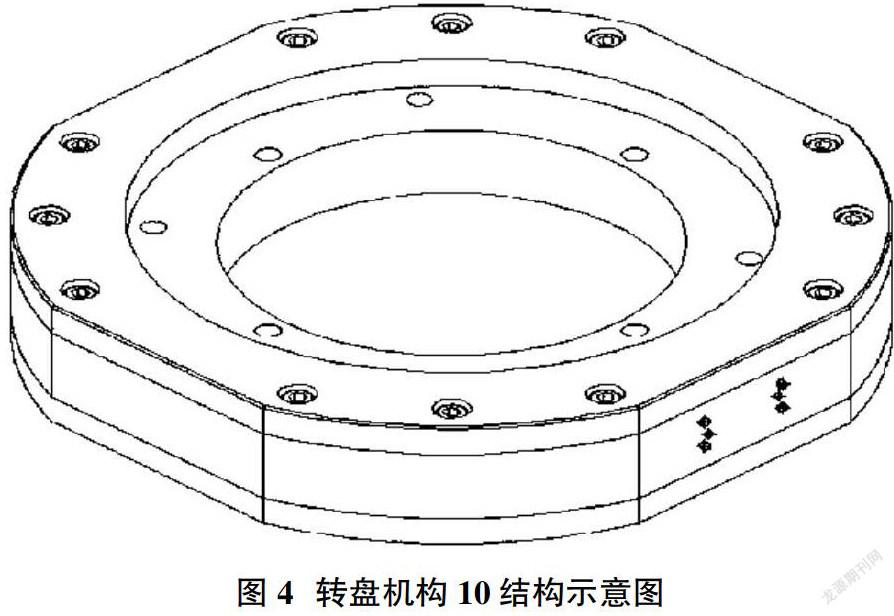
转盘机构10(图4)也具有自转功能。发动机安装座9设置于转盘机构10之内,并相对转盘机构10可以进行360°的顺时针和逆时针转动,通过第二锁紧机构的定位机构11与定位手柄12可以将发动机安装座9锁定在其旋转过程的任一需要位置。该第二锁紧机构为机械式常锁结构,由安装于定位机构11中的压缩弹簧推动定位销工作,定位销常态时在弹簧推压下穿过转盘机构10上的销孔并置于发动机安装座9的定位槽中,使转盘机构10和发动机安装座9固定,外力拉动与定位销固定连接的定位手柄12,使定位销脱出发动机安装座9的定位槽时,便可使得发动机安装座9在转盘机构10中进行转动,去除外力则定位销通过弹簧自恢复定位固定功能。
发动机安装座9上设置有八个发动机曲轴箱安装螺纹孔,每四个螺纹孔处于同一圆周之上,以适应不同规格发动机曲轴箱上用于在飞机上安装的定位销或螺栓孔位置,可以在发动机装配时直接与之进行连接,也可通过过度性连接杆或转接板进行连接,从而将发动机曲轴箱固定到发动机安装座9之上。
2 装配工装实现
按照上述设计方案,制造出了小型活塞式发动机装配工装(图5),在工装上进行了发动机装配试驗,实现了发动机本体一次安装到工装上,多角度、多维度自由翻转安装发动机零部件的功能。
3 结论
通过小型活塞式航空发动机装配工装实现了小型活塞式航空发动机装配时在X、Y、Z三个互相垂直的三维空间坐标轴上可以绕各个轴线进行自由旋转,从而可以对曲轴、缸体、活塞、缸盖以及所有发动机本体零部件和附件进行自由装配。实现了发动机装配过程中发动机可以在纵向、横向、垂直方向进行自由翻转,这样发动机装配人员停留在原地即可完成整台发动机的全部装配工作,操作更简单、方便,在提高装配效率的同时,有效降低了劳动强度。
参考文献:
[1]东北工学院《机械零件设计手册》编写组编.机械零件设计手册/中册[M].二版.冶金工业出版社,1982.
[2]机械设计手册联合编写组编.机械设计手册/上册[M].化学工业出版社,1979.
[3]濮良贵,纪名刚主编.机械设计[M].七版.北京:高等教育出版社,2001.
[4]王三民.机械设计计算手册[M].北京:化学工业出版社,2009.
[5]高建峰,邢韬.发动机装配质量技术浅谈[J].内燃机,2017,1(05):54-57,62.
[6]孙奇,王小兵,李春,薛武智.一种小型活塞式航空发动机装配工艺台架:CN,207273168U[P].2018-04-27.
猜你喜欢
雪豆月读·低年级(2021年12期)2021-12-23
小资CHIC!ELEGANCE(2016年18期)2017-05-27
航空模型(2016年10期)2017-05-09
山东青年(2016年12期)2017-03-02
艺术科技(2016年9期)2016-11-18
科技视界(2016年21期)2016-10-17
考试周刊(2016年76期)2016-10-09
科技视界(2016年20期)2016-09-29
小资CHIC!ELEGANCE(2016年19期)2016-08-17
汽车博览(2016年7期)2016-07-07