
不同打磨状态对6005A-T6铝合金MIG焊接头组织及力学性能的影响
2020-09-10 07:22:44陈刚辉张向钧路伟
电焊机 2020年5期
陈刚辉 张向钧 路伟


摘要:对坡口和表面经过三种不同焊前打磨状态——不打磨、半打磨、全打磨的6005A-T6铝合金中空型材焊接接头的微观组织、基本力学性能和疲劳性能进行了研究,结果表明:三种焊前打磨方法均可获得外观良好的焊接接头;三种打磨状态接头的焊缝、熔合区和热影响区的微观金相组织无明显差异;三种接头的拉伸性能基本相同,抗拉强度均值、断后伸长率均值差异不大,弯曲性能均良好;三种接头的硬度分布规律相似,S-N曲线拟合疲劳极限相同,均为89 MPa。这说明三种焊前不同打磨方法对6005A-T6铝合金中空型材焊接接头的微观组织、基本力学性能和疲劳性能影响不大。
关键词:打磨状态;6005A-T6铝合金;双脉冲MIG自动焊;微观组织;拉伸性能
中图分类号:TG441.1文献标志码:A文章编号:1001-2303(2020)05-0089-05
DOI:10.7512/j.issn.1001-2303.2020.05.18
0 前言
6005A-T6铝合金为Al-Mg-Si系铝合金,具有中等强度、挤压性好、焊接性好、耐蚀性良好等特点,适于制造车体主体结构用的复杂截面多孔中空型材,因此作为关键结构材料广泛用于高速列车、城际动车和地铁列车等轨道交通车辆车体的生产制造上[1-4]。目前6005A-T6铝合金主要应用在轨道车辆车体的车顶、侧墙、地板上和底架等大部件上[5]。高速列车、城际动车等车厢一节长约25 m,侧墙和顶棚正反面共32条长直焊缝,地板正反面有12条长直焊缝,车体各大部件总成组装有8条长直焊缝,合计长度近1 300 m。焊前需要对这些焊缝坡口及坡口附近区域进行人工打磨处理,以清除铝合金表面氧化膜,打磨强度高、工作量巨大。因此,为提高企业生产效率、降低劳动强度,节约时间成本和人力成本,有必要研究6005A-T6铝合金型材表面焊前不同打磨状态对其焊接接头微观组织及力学性能的影响,从而为铝合金现场焊接前处理工艺的制定提供指导,具有重要的工程实际意义。
1 试验材料及方法
1.1 试验材料及焊接工艺
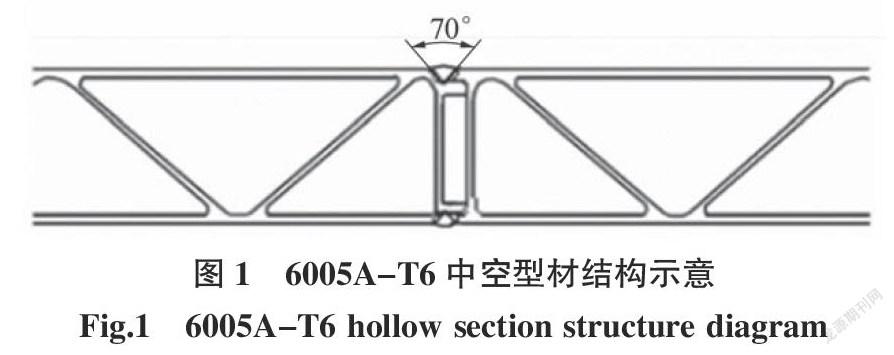
试验材料为6005A-T6铝合金中空型材,板厚为3 mm,单边坡口角度35°,钝边1 mm,拼接后形成70°标准V 型坡口,自帶强制成型垫板,如图1所示。
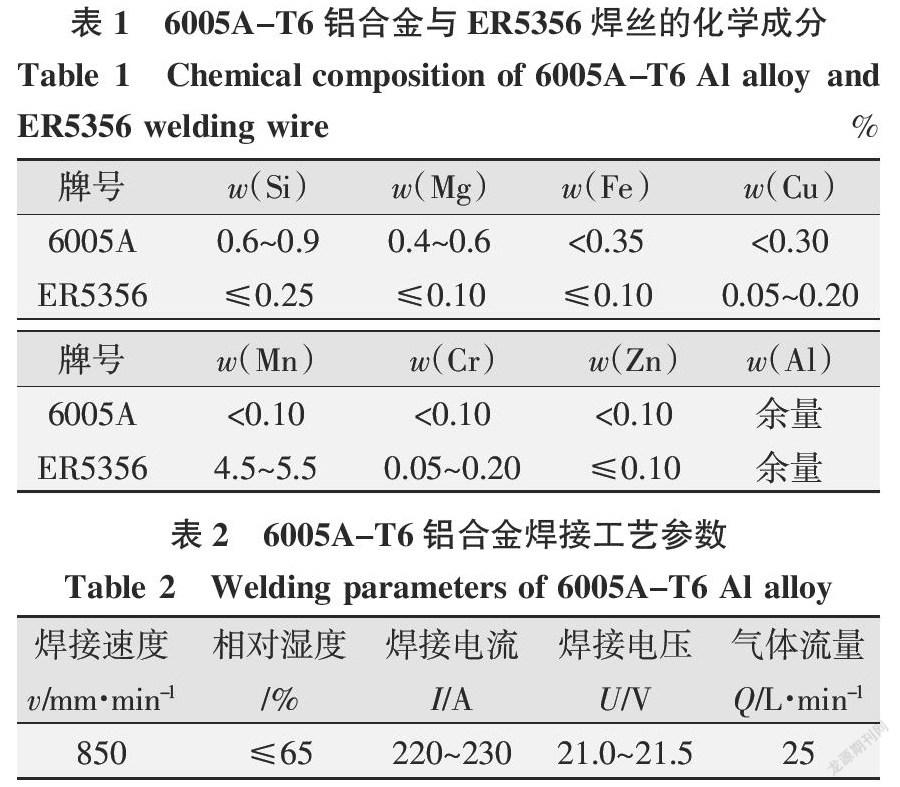
焊接方法为双脉冲MIG自动焊,焊接位置为平焊,单道焊接成形。焊机采用福尼斯 TPS5000 全数字化 MIG 焊机,焊丝为直径1.2 mm的ER5356铝镁焊丝,焊接保护气为高纯氩。型材和焊丝的化学成分如表1所示,焊接工艺参数如表2所示。
1.2 试验方法
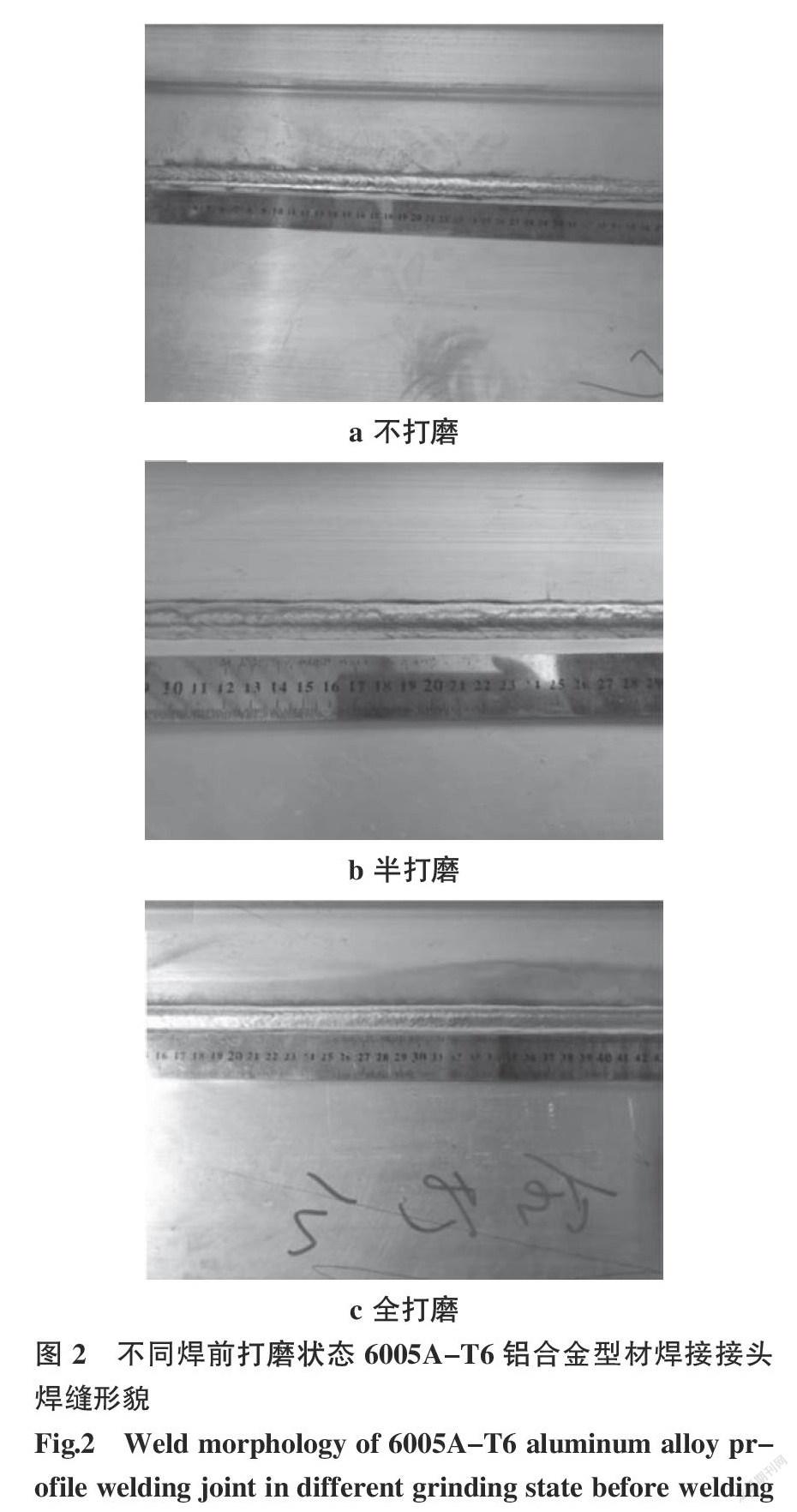
由于铝合金型材表面存在氧化膜,焊前分别对对型材坡口进行不打磨、半打磨和全打磨三种状态的处理。不打磨是指对型材组对坡口斜表面和型材表面均不打磨就进行焊接;半打磨是指型材斜坡口不打磨,而型材组对后对型材表面进行打磨后再进行焊接;全打磨是指型材组对前先对斜坡口表面进行打磨,组对后再对型材表面进行打磨后再进行焊接,三种状态均采用有机溶剂擦拭去除油污。不同打磨状态下的焊缝宏观形貌如图2所示,焊缝成形均良好。
中空型材焊接完成后用线切割方法将焊接试件加工成金相组织试样和力学性能试样。根据GB/T
26955-2011《金属材料焊缝破坏性试验-焊缝宏观和微观检验》进行金相观察,腐蚀液采用混合酸,体积比为HF∶HCl∶HNO3∶H2O=1∶1.5∶2.5∶95,所用蔡司光学显微镜型号为AX10 ZEISS。拉伸和弯曲试验所用设备为DNS300微机控制电子万能试验拉伸机,拉伸试验参照GB/T 2651-2008《焊接接头拉伸试验方法》和GB/T 228-2010《金属材料室温拉伸试验方法》进行,弯曲试验参照GB/T 2653-2008《焊接接头弯曲试验方法》进行。拉伸速度3 mm/min,弯心直径20 mm,弯曲角度180°。维氏硬度试验参照GB/T 4340.1-2009《金属材料-维氏硬度试验-第1部分:试验方法》进行,采用HVS-30D维氏硬度计,测点间隔1 mm,测量载荷1 kg,载荷持续时间15 s。疲劳试验参照GB/T 3075-2008《金属材料疲劳试验-轴向应力控制方法》进行,采用QBG-100高频疲劳试验机,应力比R=0,正弦波加载载荷,疲劳试样为将焊缝打磨至与母材平齐的平滑试样。
2 试验结果及分析
2.1 接头金相组织观察与硬度分析
6005A-T6铝合金不同焊前打磨状态下的铝合金焊接接头焊缝、熔合区和热影响区金相组织如图3~图5所示。可以看出,焊缝区热输入高,焊丝被完全熔化,凝固速度缓慢,晶粒能够自然生长,为典型的铸态组织,呈现出网状枝晶组织形态。主要以α(Al)固溶体为基体,晶界及枝晶间主要分布有α+Mg的共晶组织;熔合区靠近焊缝一侧为沿散热方向以联生结晶形式形成的柱状晶组织,靠近基体一侧则为等轴晶组织;热影响区则仍保持大部分母材的特征,但部分晶粒要比母材晶粒粗大,由于偏析等原因,晶界处有强化相析出,弥散分布有大小和形状不同的第二相[6-8]。对比不同区域金相组织可以发现,三种不同打磨状态下的焊接接头的金相组织形貌特征并未发生实质性的改变,也未出现有异常的组织或者焊接缺陷,说明焊前型材表面和坡口是否打磨并不会改变或影响接头的金相显微组织特征,这与文献[9]的试验结果相同。
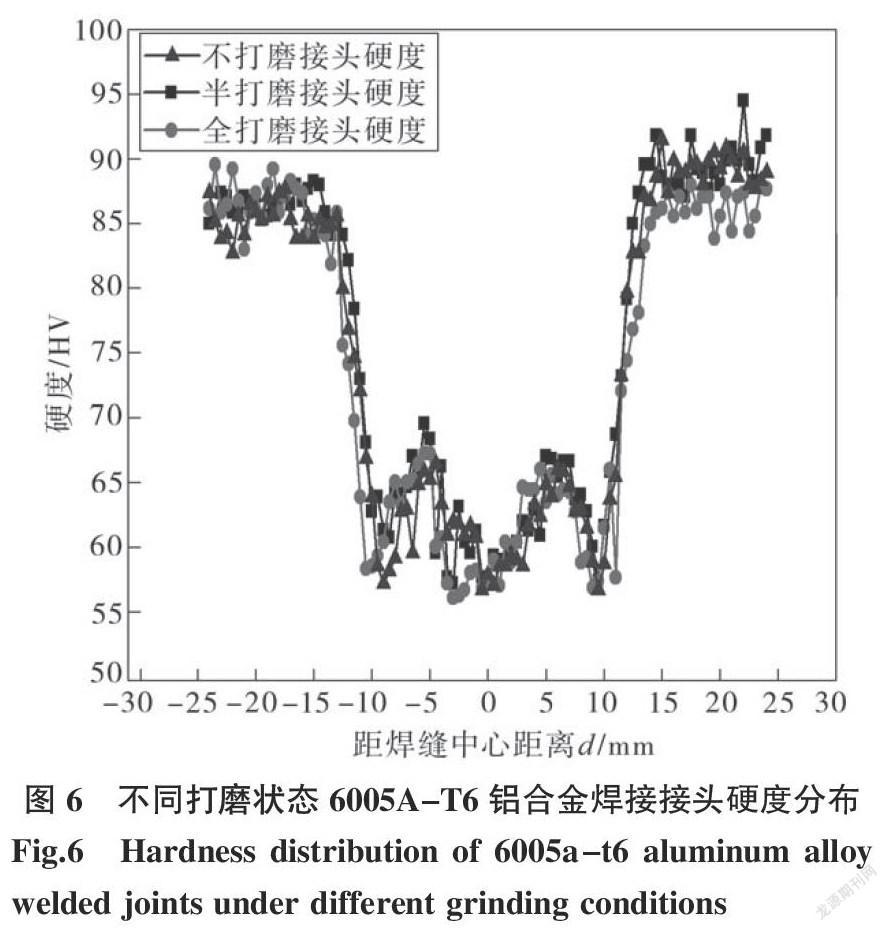
不同焊前打磨状态的6005A-T6铝合金焊接接头硬度测试结果如图6所示。由图6可知,三种焊前打磨条件下的接头硬度曲线形状相似,分布规律相近,均呈现出随着远离焊缝中心,由焊缝区过渡到热影响区淬火区硬度值升高,由热影响区淬火区过渡到热影响区过时效区(软化区)硬度值降低,软化区硬度值最低点在距离焊缝中心约±10 mm处,由软化区到母材区硬度值急剧升高直至母材区趋于平稳。因此,焊前6005A-T6铝合金型材表面和坡口是否打磨不会影响焊后接头硬度的分布规律。
2.2 接头拉伸与弯曲试验结果与分析
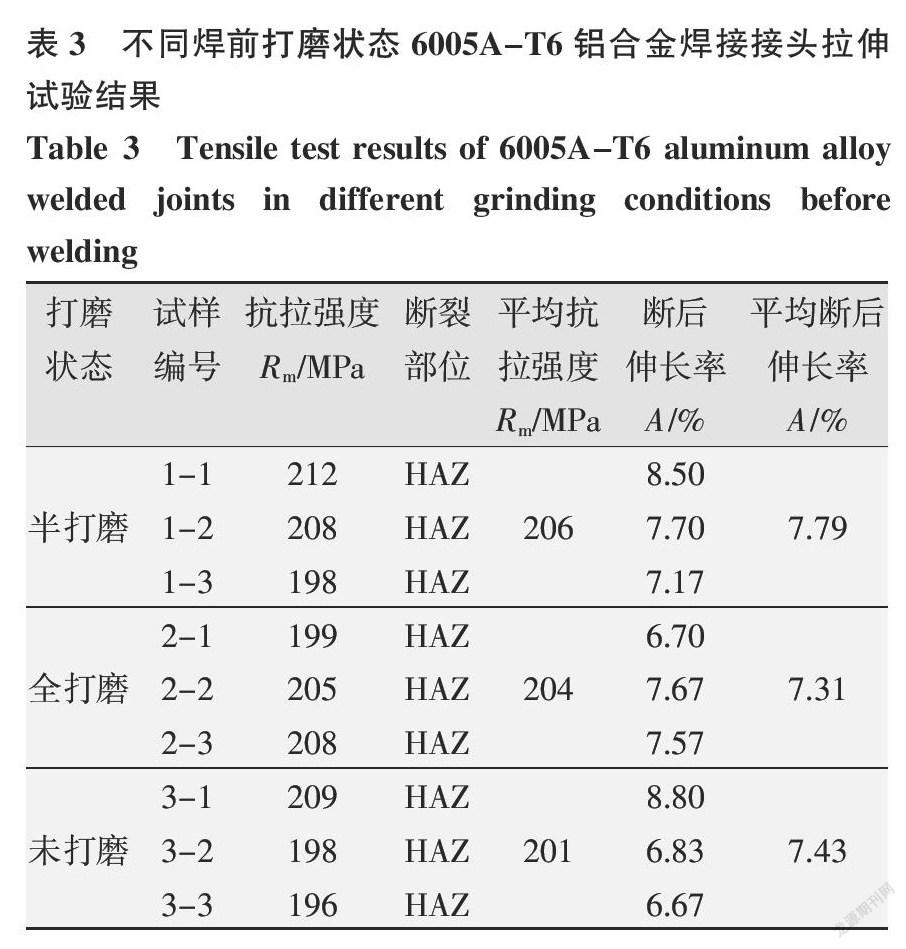
6005A-T6铝合金不同焊前打磨状态焊接接头的拉伸试验结果如表3所示。由表3可知,焊前半打磨、全打磨和未打磨6005A-T6铝合金焊接接头抗拉强度平均值分别为206 MPa、204 MPa和201 MPa,未打磨的平均值最低,但差距不大,都在测试误差范围内,说明型材焊前表面和坡口是否打磨基本不会明显影响焊后接头的抗拉强度。焊前半打磨、全打磨和未打磨的6005A-T6铝合金焊接接头的断后伸长率平均值分别为7.79%、7.31%和7.43%,半打磨的平均值最大,未打磨的次之,全打磨的最低,但差距不大,因此型材焊前表面和坡口是否打磨并不影响焊后接头的拉伸性能和断后伸长率。
经过弯曲性能试验发现,6005A-T6铝合金三种不同焊前打磨状态焊接接头的面弯和背弯(每种状态下均取3个试样)性能均良好,未发现裂纹和开裂现象。这说明6005A-T6铝合金型材焊前表面和坡口是否打磨并不影响焊后接头的弯曲性能。
2.3 疲劳性能试验结果及分析
疲劳试验在QBG-100高频疲劳试验机上进行,试验标准参照GB/T 3075-2008《金属材料疲劳试验轴向应力控制方法》,采用轴向拉-拉加载方式,循环应力比R=0,加载频率根据试验机和试样尺寸自行确定,循环应力最高加载次数为1×107周次。加载应力等级分别为140 MPa、130 MPa、120 MPa、110 MPa、100 MPa、91.8 MPa和89 MPa。約定在 1×107周次循环时仍未起裂的应力范围为条件疲劳极限。三种不同打磨状态下6005A-T6铝合金焊接头接头的S-N曲线如图7所示。由图7可知,不打磨、半打磨和全打磨接头的S-N曲线拟合获得的疲劳极限均为89 MPa,表明焊前是否打磨型材表面和坡口不影响接头的疲劳性能。
3 结论
(1)6005A-T6铝合金型材焊前半打磨、全打磨和不打磨状态下均可获得可靠的焊接接头。焊前型材表面和坡口是否打磨基本不影响其焊接接头的微观组织及拉伸、弯曲、硬度等基本力学性能。
(2)6005A-T6铝合金型材焊前半打磨、全打磨和不打磨状态下铝合金MIG焊接头S-N曲线拟合获得的疲劳极限相同,均为89 MPa,表明焊前型材表面和坡口是否打磨基本不影响接头疲劳性能。
参考文献:
[1] 季卫东,陈辉. 10 mm厚6005A铝合金激光-MIG复合焊接[J]. 电焊机,2014,44(9):128-132.
[2] 王元良,陈辉. 高速列车铝合金车体的焊接技术[M]. 成都:西南交通大学出版社,2012:5-7.
[3] 董鹏. 6005A-T6铝合金搅拌摩擦焊接头的组织与性能研究[D]. 吉林:吉林大学,2014.
[4] 尹志民,张爱琼,王炎金. 6005A铝合金型材焊接接头组织与性能[J]. 轻合金加工技术,2001,29(1):32-34.
[5] 刘静安. 6005A铝合金大型特种型材的研制[J]. 轻合金加工技术,2004,32(4):36-41.
[6] 彭建,周绸,张丁非. 高速列车用6N01铝合金焊接接头的组织与性能[J]. 金属热处理,2010,35(11):33-36.
[7] 杨尚磊,林庆琳. A6N01铝合金焊接接头的微观组织与力学性能[J]. 中国有色金属学报,2012,22(10):27202725.
[8] 朱瑞栋,马传平,徐晓龙. A6N01铝合金CMT焊接接头组织与性能研究[J]. 电焊机,2018,48(5):76-79.
[9] 唐海鹰,程石来,张永杰,等. 铝合金打磨与不打磨工艺接头性能的对比研究[J]. 焊接,2013(8):51-54.
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
上海建材(2021年5期)2021-02-12 03:19:12
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
山东工业技术(2016年15期)2016-12-01 05:31:44
焊接(2016年9期)2016-02-27 13:05:21
焊接(2016年1期)2016-02-27 12:59:14
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年8期)2015-07-18 10:59:14
