
热处理对S500Q钢焊接接头力学性能和断口形貌的影响
2020-09-10 13:23:36葛光男刘毅丁军锋赵鹏
内燃机与配件 2020年9期
葛光男 刘毅 丁军锋 赵鹏





摘要:通过力学性能试验、硬度试验和电子显微镜观察,研究了500℃~650℃热处理工艺对S500Q钢焊接接头力学性能和断口的影响。结果表明:500℃~580℃热处理对S500Q钢焊接接头力学性能影响较小。580℃~650℃热处理使焊接接头的抗拉强度和屈服强度降低,随着温度的升高,降低量逐渐增加。500℃~650℃热处理工艺对焊接接头的延伸率基本无影响,冲击功呈现先增大后减小的趋势。不同热处理工艺下S500Q钢焊接接头断口形貌为河流状花样。
Abstract: In this paper, the effect of heat treatment process at 500℃~650℃ on microstructure and properties of S500Q steel welded joint was studied by mechanical property test, hardness test and electron microscope test. The results show that heat treatment at 500℃~580℃ has little effect on the mechanical properties of S500Q steel welded joint. The tensile strength and yield strength of the welded joint decrease at 580℃~650℃, and the decrease increases with the increase of temperature. Heat treatment at 500℃~650 ℃ has no effect on the elongation of S500Q steel welded joint, while the impact energy increases first and then decreases. The fracture morphology of S500Q steel welded joint is fluvial pattern under different heat treatment processes.
关键词:S500Q;焊接接头;热处理;性能
Key words: S500Q;welded joint;heat treatment;property
0 引言
随着我国能源工业快速发展,水电站建设依然是我国重点发展的能源领域。目前,我国开发的1000MW级巨型水轮机组的单机容量已经达到世界之最,对机组的座环提出了更高的要求。S500Q特厚板是500MPa级低碳低合金高强度结构钢,主要应用于大型混流式水轮机座环等部件[1]。S500Q钢已成为百万水轮机组选择的材料,唐郑磊[2]等,研究了S500Q特厚板的热处理工艺,得到了控制S500Q特厚板优良综合性能的热处理工艺。周科衡[3]等,研究了B610CF与S500Q异种钢的焊接,得到了多次焊接对两种材料焊接接头性能的影响。虽然国内外学者对S500Q进行了研究,但热处理对S500Q的焊接接头研究较少。为此,本文研究热处理工艺对S500Q钢焊接接头性能的影响,为水电机组座环质量提升提供技术支持。
1 实验材料及方法
实验母材采用S500Q钢板,厚度为50mm。焊材采用HS-80A,采用GMAW进行焊接。采用直读光谱仪(0800H070003-2)进行化学成分分析,母材及焊材化学成分如表1和表2所示。
对S500Q焊接接头分别进行500℃、550℃、580℃、600℃和650℃,保温10h热处理试验,随炉冷至室温。采用AGI-250KN拉力试验机进行拉伸试验,采用CBD-300摆锤冲击试验机进行冲击试验,采用HITACHI S-3700N扫描电子显微镜进行断口形貌观察。
2 试验结果与分析
2.1 热处理对S500Q钢的焊接接头性能的影响
图1为不同热处理工艺对S500Q钢的焊接接头抗拉强度和屈服强度的影响。由图可知,未热处理的焊接接头抗拉强度为620MPa,屈服强度为485MPa。经500℃~580℃热处理后,焊接接头的抗拉强度和屈服强度基本无变化。经600℃~650℃热处理后焊接接头抗拉强度分别为580MPa和550MPa,屈服强度分别为440MPa和410MPa。该结果表明,500℃~580℃热处理对焊接接头抗拉强度和屈服强度基本无影响,580℃~650℃热处理使焊接接头抗拉强度和屈服强度降低,随着温度的升高,降低幅度逐渐增大。
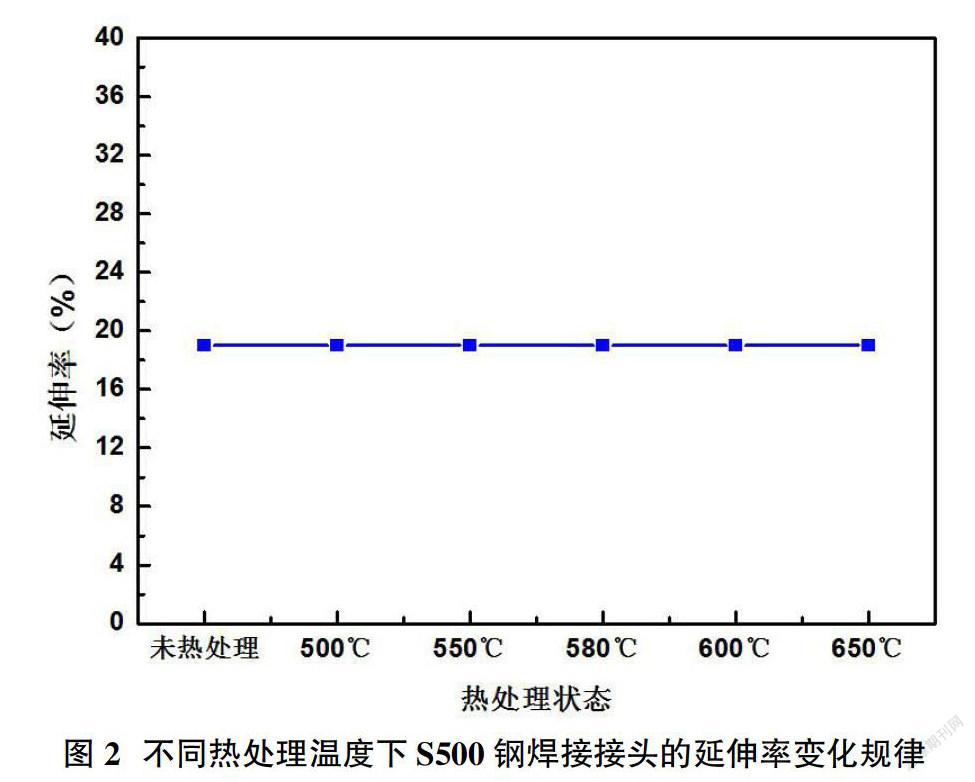
图2为不同热处理工艺对S500Q钢的焊接接头延伸率的影响。由图可知,未热处理和热处理的S500Q钢焊接接头的延伸率均为19%,热处理对焊接接头延伸率影响较小。图3为不同热处理工艺对S500Q钢的焊接接头-20℃冲击功的影响。由图可知,未热处理的焊接接头冲击功为101J。经热处理后,焊接接头冲击功呈现先降低后升高,再降低的趋势,最低冲击功在500℃热处理取得,为48J。最高冲击功在600℃取得,为125J。该现象表明,冲击功受温度影响较大,温度较低和较高时,焊缝组织存在析出相,导致焊缝脆化,冲击功降低。
2.2 热处理对S500Q钢的焊接接头断口形貌的影响
图4(a)为未熱处理的S500Q钢的焊接接头断口形貌,由图可知断口为河流状花样,为准解理断裂。由图4(b)~图4(f)分别为不同热处理温度后S500Q钢的焊接接头断口形貌。由图可知,经不同热处理工艺的焊接接头断口形貌均为河流状花样,均为准解理断裂。
3 结论
①500℃~580℃热处理对S500Q钢焊接接头的抗拉强度和屈服强度影响较小。580℃~650℃热处理使S500Q钢焊接接头的抗拉强度和屈服强度降低,随着温度的升高,降低量逐渐增加。650℃热处理使焊接接头的抗拉强度由620MPa降低至550MPa,屈服强度由485MPa降低至410MPa。
②500℃~650℃热处理时,S500Q钢焊接接头延伸率基本不变,冲击功呈现先降低后升高,再降低的趋势,最低冲击功在500℃热处理取得,为48J。最高冲击功在600℃取得,为125J。
③不同热处理工艺下S500Q钢的焊接接头断口形貌均为河流状花样,均为准解理断裂。
参考文献:
[1]江浩,金永红,江玉萍.S550Q/S500Q,高强钢焊接性浅析[J].东方电机,2011(5):60-62.
[2]崔风平,孙玮,赵乾,等.我国极厚钢板生产制造技术的发展[J].山东冶金,2013,35(1):1-6.
[3]周科衡,黄伟,陈敏,等.B610CF与S500Q异种高强钢同部位多次焊接研究[J].热加工工艺,2013,8(42):201-203.
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
模具制造(2019年10期)2020-01-06 09:13:08
家庭影院技术(2019年8期)2019-08-27 02:44:56
电子测试(2018年6期)2018-05-09 07:32:24
中国塑料(2016年5期)2016-04-16 05:25:39
焊接(2016年2期)2016-02-27 13:01:20
燕山大学学报(2015年4期)2015-12-25 02:19:45
山东冶金(2015年5期)2015-12-10 03:27:41
上海金属(2015年1期)2015-11-28 06:01:09
中国塑料(2015年4期)2015-10-14 01:09:28
