
变压器中性点套管接线板异常发热处理研究
2020-09-10 07:22:44于守彪
科技尚品 2020年11期
关键词:发热
于守彪
摘 要:某公司主变压器运行中红外成像检测时,发现C相中性点套管顶部柱头与接地引线接线板间温度异常升高,为了保障变压器的安全运行,随即采取相关控制措施,将温度控制在有效范围内,坚持运行5個月。文章针对上述重大缺陷,从发现到解决,探讨有关措施的制定、执行及处理方法。
关键词:中性点套管;发热;检查与处理
中图分类号:TM407 文献标识码:A 文章编号:1674-1064(2020)11-049-02
DOI号:10.12310/j.issn.1674-1064.2020.11.023
套管作为变压器的重要组成部分,起绝缘和固定导杆的作用,触面存在接触不良,容易导致套管局部发生过热缺陷,严重时引起套管内部电容芯子损坏击穿、引线变形烧断,甚至爆炸破损,造成变压器损坏。
主变压器中性点套管是由西安西电高压电瓷有限责任公司2007年生产的油纸电容式套管,型号为BRW-40.5/16000-4。对主变压器红外成像检测时,发现C相中性点套管顶部柱头与接地引线接线板处温度达到82℃~88℃(环境温度26.8℃),并有上升趋势,A、B相接线板处温度分别为51℃、49.5℃。当发现异常缺陷后,立即组织进行故障点的分析并采取了相关控制措施,将温度控制在有效范围内,避免热传导至将军帽以下,造成套管事故的发生。由于各项防控措施的有效执行,机组坚持运行了5个月。
1 异常分析
发现温度异常后,立即组织对C相中性点套管接线板进行近距离检查,通过望远镜观察,接线板四条固定螺栓弹簧垫处于压平状态,螺栓紧固,对套管本体进行红外成像,本体温度36.6℃,套管本体和末屏处无异常发热点,套管本体油位正常、无渗漏油现象。
查阅试验报告,2019年11月对主变压器进行了状态评估,将绕组的直流电阻、绕组连同套管的介质损耗及电容量、套管的介质损耗及电容量、末屏对地的绝缘电阻的测试、绕组的泄漏电流测量、局部放电试验及油的含气量、油介损试验数据与历次值对比、分析,符合《大唐集团公司电力设备交接和预防性试验规程》的要求,历次套管绝缘油色谱分析,各项指标均合格、无异常[1]。
2 故障点定位
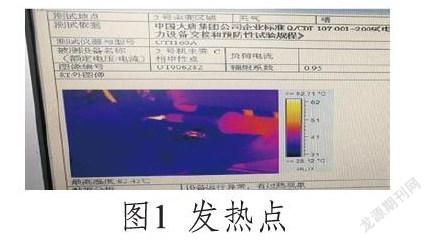
依据《带电设备红外诊断应用规范》,通过对发热点的对比分析,发现套管接线板发热属于电流致热型金属与金属部件连接处的发热,不属于套管本身柱头的异常发热,将军帽以下部位无发热异常现象。根据电流致热型设备缺陷诊断依据,计算相对温差δ来确定缺陷的性质,相对温差δ=T1-T2/T1-T0×100%。其中,T1为发热点温度,T2为正常点温度,T0为环境温度。取当时温度T1=85℃、T2=49.5℃、T0=26.8℃,δ=61%,判定属于一般性缺陷,接线板处接触电阻过大导致异常发热[2]。如果采取相关措施,温度能够得到有效控制,不再继续恶化,设备可以继续运行,不需要立即停机,发热点如图1所示。
3 运行监督措施的制定与实施
在对故障点位置及性质进行定性后,如果现在不停机处理,必须采取降温控制措施来保障变压器的正常运行,避免由于套管事故造成机组非停事故发生。
3.1 点检监督措施
利用绝缘杆在接线板表面结合处涂抹导电膏,融化后封闭氧化层,减少与空气的接触,防止氧化加剧。在接线板处加装一路仪用压缩空气管,将压缩空气管固定在500KV绝缘杆上,同时同向安装一个轴流风机(紧急备用),通过加速空气流动进行冷却,将温度控制在65℃以下(以便留有更长的缓冲处理时间)。
为避免变压器套管损坏事故发生,缩短红外成像检测周期。根据机组负荷规律制定相应的检查时间,每天早中晚检测三次。当温度持续超过95℃并有升高趋势时,及时跟中调沟通联系,将停机检查;当温度超过130℃时,缺陷已发展为紧急缺陷,必须立即停机。每天测量一次中性点接地电流,分析接地运行情况。
3.2 运行监督措施
运行人员注意监视发电机定子电压、电流三相平衡不超过额定电流,零序电压、负序电流无明显增大,变压器电流不超额定电流。
运行人员每班对主变压器进行检查测温两次,应检查以下项目,发现异常及时汇报发电部,通知设备部电气点检:
主变压器C相运行声音正常;上层油温不超过85℃,并与DCS遥测温度比较无明显误差;C相中性点充油套管完整,油位指示不得低于油位计的1/3,变压器各部位无渗、漏油现象;各引线接头无放电现象。
4 措施的优化调整
加装一路压缩空气后,经过1个月的红外监测数据统计分析,当环境温度低于32℃且负荷低于550MW时,温度最高点≤63℃;当环境温度达到34℃、负荷在580MW~600MW时,温度最高点达到67℃,基本每2~3天要调整一次出风口的位置来寻找最佳冷却位置点。而且正处于夏季高温期,随着环境温度的升高,发热点温度在60℃~65℃区间内持续时间较长。为了能在夏季大负荷期间将温度控制在65℃以下,一路冷却已不能满足现场需求。
如果在接线板对向引入另一路压缩空气来冷却,绝缘杆的长度有限,位置调整不好,会造成风向对流,风速相互抵消,反而降低冷却效果。经过反复试验,将压缩空气管从绝缘杆内穿过,一侧头部开成十字口并用8号铁丝折成七字弯头一起固定,近距离调整好角度后,将其固定在附近的支架上,能够有效控制跑偏程度、增加冷却面积,使得冷却点和面相重合,提升冷却效果。
两路冷却管安装后,7至9月份在最高环境温度39.3℃、负荷600MW时,发热点温度最高点63℃,与AB相相差5℃左右,其余负荷段均处在33℃~55℃之间,并且冷却点的位置一直处于固定状态未进行新的调整。9月底随着环境温度的降低,发热点温度控制在23℃~36℃之间,与其他两相温差在2℃~5℃左右。
从发现异常温升、采取相关措施到机组停运,共计5个月的时间里,经过不断检查、测温、分析、调整、优化、再检查、再调整的循环方式,并且每天都进行参数比较和设备劣化分析,将异常点温度有效控制在规定范围内,保障了变压器套管的安全运行。
5 检修消缺
机组停机后对中性点套管进行全面检查,首先,拆卸之前对4条固定螺栓进行检查,螺栓紧固无松动,并与A、B相进行对比,从表面上排除了上次检修完螺栓未紧固到位引起异常温升。
使用双臂电桥对三相接线板直流电阻进行测试对比,分别测量A、B、C三相中性点套管顶部柱头与接线板之间的直流电阻,判断三相的接触情况及氧化程度,分别为7、7、9uΩ,三相互查不明显。
然后拆除C相接线板,发现左上部及右下部局部发黑,导电膏表面干涩分裂成花纹状。用酒精清擦表面的导电膏,检查发现左上部螺栓孔外侧局部有被电腐蚀现象,被腐蚀部分已经凸凹不平。使用金相砂纸打磨表面去除氧化层后,使用金属检测仪进行材质分析,套观侧柱头接线板为黄铜,表面镀有一层锡而且局部已漏铜,而引线侧接线板为纯铝材质,说明两接线板之间没有使用铜铝过渡,铜板表面镀锡直接相连。
铜铝两种金属的电化性质不同,如果将其直接连接,一旦遇水、二氧化碳及其他杂质形成的电解液时,就形成了一种化学电池,即所谓的电化腐蚀。这样就会引起铜铝之间接触不良,接触电阻增大。当有电流通过时,将使接头部位温度升高,而温度升高更加速了腐蚀,增加了接触电阻,造成恶性循环。由于主變上方空冷岛散热管束每年5月就开始一直冲洗,给本来就有隐患的接头营造了一个电化学反应环境,经过长期反应,最终导致接触面发生腐蚀,局部接触面减小、接触电阻增大,破坏了温度平衡,造成异常发热。
发现异常之后,用酒精清擦A、B相套管接线板表面的导电膏,检查表面存在轻微氧化,用金相砂纸打磨表面后恢复正常。
对C相接线板腐蚀点进行打磨抛光后,重新进行表面烫锡处理,三相之间加装2mm×100mm×100mm的铜铝过渡片,表面涂导电膏,同时更换为不锈钢螺栓。使用双臂电桥测量A、B、C三相中性点套管接线板直流电阻,分别为2、3、3uΩ,直流电阻明显降低。
为了进一步确认套管的完好性,打开C相中性点套管末屏,测量末屏对地绝缘电阻,测量值为3.58GΩ,符合不小于1G欧的要求[1]。同时取油样进行绝缘油色谱分析,检查套管内部是否发生异常放电。分析数据总烃值13.7ul/L、氢气113ul/L、无乙炔,符合《变压器油中溶解气体分析和判断导则》要求[3]。
机组启动并网后对其进行红外成像检测,A、B、C三相温度为1、2、1℃(机组负荷420MW,环境温度-5℃),套管运行正常。
6 结语
变压器套管在拆接引线过程中,要密切注意检查各金属部位连接是否良好、接触面是否光滑平整,接引线前接触表面应打磨光滑,铜接触面应做烫锡处理,然后涂一层导电膏,铜铝结合面使用铜铝过渡片连接,减小接触电阻,避免发生电腐蚀引起过热异常现象。红外成像技术是检测电气设备异常发热的有效手段,合理制定检测计划能够及时发现异常并采取有效措施,防止事故扩大化,保证设备的安全运行。文章从重大隐患的发现到控制,再到解决,坚持机组带病运行5个月,有力保障了设备的安全运行,为以后解决同类异常过热现象的处理提供了依据和实例,值得借鉴。
参考文献
[1] Q/CDT 107 001-2005.大唐集团公司电力设备交接和预防性试验规程[S].北京:中国大唐集团公司,2005.
[2] DL/T 664-2016.带电设备红外诊断应用规范[S].北京:国家能源局,2017.
[3] DLT 722-2014.变压器油中溶解气体分析和判断导则[S].北京:国家能源局,2015.
猜你喜欢
中小企业管理与科技·上旬刊(2017年2期)2017-02-17 17:42:21
中国新技术新产品(2016年23期)2016-12-26 09:52:33
中国新技术新产品(2016年23期)2016-12-26 09:44:35
医学信息(2016年30期)2016-11-28 22:23:03
中小企业管理与科技·下旬刊(2016年10期)2016-11-18 21:41:27
科学与财富(2016年28期)2016-10-14 03:06:14
中国当代医药(2015年4期)2015-08-03 18:12:16
中国当代医药(2015年4期)2015-08-03 18:04:24
中国现代医生(2015年10期)2015-07-02 10:11:28
医学信息(2015年13期)2015-05-04 12:02:02
