
红钢高线小规格产品圈形质量提升
2020-09-09 06:31刘杰房业坤李文举
商品与质量 2020年25期
刘杰 房业坤 李文举
红河钢铁有限公司 云南蒙自 661100
吐丝机是高速线材生产中将轧制的线材吐丝成卷以利收集的关键设备。在高速线材生产线上,线材经过轧制后,再通过夹送辊及吐丝机吐丝成圈,由直线状向螺旋状变化。形成圈形稳定、间距均匀的线圈,并经辊道冷却运输、集卷和打捆,成为日常所见的盘卷。
目前,在红钢高线实际生产中,轧制6mm规格线材时,经常出现吐丝线圈的形状和稳定性较差情况,影响成品的外观质量,同时造成集卷收集困难,严重制约了生产效率。轧钢厂结合实际生产情况,逐步找到影响产品质量的因素,明确改进方向,并制定一套行之有效的控制方法,进一步提高了产品质量[1]。
1 吐丝质量问题
红钢高线在生产6mm小规格产品经常会出现吐丝质量问题。轧制速度较高时,落到风冷运输辊道上的盘卷呈椭圆形。形状不规则的线材易因刮碰运输线侧护板而出现变形,甚至堆积。
吐丝圈形的不稳定,造成出口处线圈左右摆动,圈距不均匀、大小圈及甩尾都会造成拉乱变形、卡住辊道或卡收集芯棒,严重影响收集及圈形质量。盘卷在收集、打捆后,表面质量与包装质量均会下降,给后续运输、使用造成影响,严重时可能损坏打包设备。
生产大规格线材时,产品质量稳定,但使用同一根吐丝管生产小规格线材时,生产状态发生较大变化,被迫中断生产,需要更换新的吐丝管,才能使产品质量正常。
2 问题原因分析
热轧状态的线材通过夹送辊进入吐丝机的空心轴内,空心轴带动吐丝盘、吐丝管共同旋转,线材随着吐丝管的形状逐渐弯曲变形,在吐丝管出口处达到所要求的曲率,最终沿出口圆周切线方向吐出螺旋线圈。
高速线材吐丝机工作时,理论要求线材相对吐丝管入口、出口的加速度为零,线材通过吐丝机后形成速率相对静止的圆环[1],受惯性及自身重力影响,平稳地通过吐丝机下方的托板,进而落在风冷辊道上,形成均匀、连续不断的线圈。而实际上,吐丝成圈过程受多种因素影响,主要包括吐丝机工作的稳定性、吐丝管的曲径尺寸、吐丝盘与吐丝管的安装精度、精轧机与吐丝机的速度匹配。
2.1 吐丝盘
(1)吐丝盘质心偏置。吐丝盘的质心偏置引起吐丝机振动,破坏了吐丝机动平衡状态。因吐丝机工作在亚共振区,其振幅随工作频率的提高而增大,即转速越快,振幅越大。
(2)吐丝盘磨损。吐丝盘盘面磨损较大且吐丝盘外圆面磨损产生飞边,线圈与盘面的非正常接触,使线圈前行方向发生偏离,极易产生弹跳现象,从而使线圈的形状和间距产生紊乱。吐丝盘外圆面磨损过大,使外圆面与吐丝机护罩的间隙增大,进而使吐丝机高速旋转时产生的气流出现剧烈波动,吐丝状况发生异常变化。
2.2 吐丝管
(1)吐丝管曲径尺寸。吐丝管的曲径尺寸体现在吐丝管的直线段、变形段及成形段[2]。直线段保证线材在进入吐丝管变形部分前充分导入吐丝管,减小线材后期变形受力引起的轨迹偏移。变形段使线材随吐丝管的弯曲形状产生塑性弯曲变形。成形段处线材继续发生弯曲变形并形成稳定的线圈。吐丝管的曲径尺寸是线材吐丝成圈稳定的必要因素。
(2)吐丝管管口角度。在正常吐丝状态下,线材通过吐丝管进出口的速率相等,速度方向为沿吐丝管螺旋曲线上各点的切线方向。线材在吐丝管出口的速度取决于管口角度。如吐丝管管口角度不合适,则会造成线材在出口处的水平分速度速度过大,不通过平衡托盘而直接砸在辊道上,产品规格较细、较软时就会出现椭圆状圈形。且线圈头部很容易卡入辊道缝隙中而出现堆积事故[2]。
(3)吐丝管安装。吐丝管装配误差,以及吐丝管夹存在的外形及重量不同,吐丝管更换时未对管夹顺序进行标识,管夹安装顺序错乱。造成吐丝盘的质心惯性轴与吐丝管质心轴线不重合导致了吐丝机整体动平衡发生变化。在高温及离心力的作用下,吐丝管会变形或发生位置窜动,造成吐丝不稳定,出现圈形不稳定。
(4)吐丝管磨损.吐丝管在轧制较多大规格线材后,变形段和成形段之间的管壁磨损较大,如果使用同一根吐丝管再轧制小规格线材,就会出现吐丝圈形不规则的情况。此外,如吐丝管吹扫不及时或管内进水造成管内氧化铁皮堆积,会使线材运行受阻,吐丝圈形紊乱。
2.3 夹送辊
(1)辊缝值设置。打开位置辊缝值应相对较大,使夹送辊尽量不与轧件接触。若该值设置偏小,轧件将无法顺畅通过夹送辊进入吐丝机,出现圈径及圈型不稳定,甚至堆钢。
(2)速度超前率。夹送辊速度超前率的最佳值应为2.0%-4.0%。此值偏大时,轧辊转速远高于轧件通过速度,造成轧辊与轧件之间打滑,即“滑辊”现象;此值偏小时,轧辊转速与轧件相对速度过低,甚至有可能出现轧辊转速低于轧件速度的情况。轧件将会发生剧烈波动,破坏轧件与吐丝机相对速度,出口处线圈左右摆动影响吐丝质量。
2.4 精轧机与吐丝机速度匹配
线材的实际线速度大于精轧机出口线速度,要保证吐丝稳定,需要保证吐丝机的速度略快于精轧机的速度,且略慢于线材的实际速度,一般小规格线材吐丝机速度快于精轧机速度1.0%-3.0%。若吐丝机速度超前率超出此范围值,则线圈将向一侧偏斜。线圈偏向一侧较严重时,易与刮碰运输线侧护板而出现变形,甚至堆积,轧制规格较小时更容易造成圈形紊乱。
3 稳定吐丝质量措施
3.1 吐丝盘安装使用要求
对盘面及外圆磨损较大的吐丝盘进行更换修复。安装时吐丝盘与吐丝机机体要求使用相同规格的螺栓、螺母及垫片。安装紧固后的吐丝盘外圆面与吐丝机机体护罩之间转动间隙应在2-4mm范围。监控其运行状态。安装新吐丝管后,对吐丝盘做动平衡配重,并测试动平衡,现场要求振动值小于1.0mm/s。

表1 吐丝管位置与尺寸标准
3.2 保证吐丝管位置与尺寸
通过查阅相关图纸及资料得知吐丝管尺寸标准及安装位置尺寸[2]。(见表1)并测量吐丝管尺寸数据,现场实时跟踪安装,保证吐丝管位置与尺寸符合标准。
在安装时,合格的吐丝管与吐丝盘管座会自然吻合。如不能自然吻合,则可以认为吐丝管曲径尺寸不符合要求。不合格的吐丝管不能使用,不得利用管夹强制使吐丝管变形后安装就位。
吐丝盘上轴向配有牢固可靠的限位管夹,吐丝管安装时严格按照编号进行安装。不得颠倒管夹顺序,管夹必须与吐丝管紧密配合。吐丝管安装紧固后,所有管夹的尾部朝向吐丝管入口处[3]。吐丝管安装完成后确保整个吐丝机动平衡稳定,以稳定圈形。
3.3 分规格使用吐丝管
加强工艺管理,对吐丝管使用情况进行跟踪,记录所对应的轧制规格、过钢量等信息。在轧制小规格与大规格线材时,分别使用不同的吐丝管,确保圈形质量。
3.4 调整夹送辊辊缝
利用换辊换槽作业,使用样棒检查调整夹送辊辊缝及加紧力。保证夹送辊打开位置辊缝值,使轧件顺畅通过夹送辊进入吐丝机,消除圈径及圈型不稳定情况。并定期进行校正、吹扫热检信号,消除信号误差,确保夹送辊夹尾控制信号准确。
夹送辊出口导卫磨损超过5mm即更换,确保线材运动轨迹的稳定。
3.5 调整吐丝机、夹送辊超前率
根据生产实践,重新调整吐丝机、夹送辊超前率,改进前后吐丝机、夹送辊参数设置如表2。
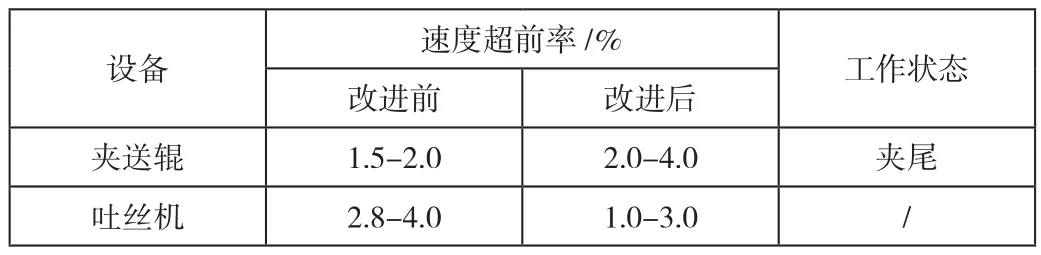
表2 改进前后吐丝机、夹送辊参数
4 实施效果
由于红钢高线执行了各项控制措施,较好地稳定了高速线材吐丝机的吐丝成圈状态。吐丝管上线使用后,吐圈状态完好率大幅提高。生产中吐丝甩尾、吐大小圈、平铺不均匀、圈形椭圆等问题大幅减少。据统计,稳定圈形质量的措施实施后吐丝圈形状态完好率提高至95%。所述稳定圈形质量的措施提升了产品外观质量,降低了不良品率[3]。
5 结语
通过对红钢高速线材吐丝机工作的稳定性、吐丝管的曲径尺寸、吐丝盘与吐丝管的安装精度、精轧机与吐丝机的速度匹配等影响因素进行分析,并结合实际情况的跟踪,逐步找到了影响小规格产品吐圈质量的因素。明确了改进方向,并制定了一套行之有效控制方法。提高了圈形质量,提升了产品外观形象,为进一步提高线材的生产质量提供了方向。
猜你喜欢
大电机技术(2022年4期)2022-08-30
防爆电机(2022年1期)2022-02-16
昆钢科技(2021年4期)2021-11-06
商品与质量(2021年16期)2021-04-23
家庭影院技术(2020年11期)2020-12-28
家庭影院技术(2020年1期)2020-06-24
家庭影院技术(2020年4期)2020-05-21
意林(2018年18期)2018-09-30
作文周刊·小学一年级版(2017年35期)2017-10-18
汽车与新动力(2014年3期)2014-02-27
