
扭矩扳子示值误差测量结果的不确定度评定
2020-09-09 06:31王金鑫
商品与质量 2020年25期
王金鑫
海门市综合检验检测中心 江苏海门 226100
1 概述
(1)测量依据:参照JJG707-2014《扭矩扳子检定规程》。
(2)环境条件:温度(23±5)℃,检定过程中温度变化不超过±1℃;相对湿度不大于90%;现场环境不应有影响检定结果的振源,电磁干扰等现象。
(3)测量标准:HNJ500/100型扭矩扳子检定仪(以下简称检定仪),量程为0-100N.m,相对最大允许误差为1%。
(4)被测对象:DB50N型扭矩扳子,最大标称扭矩不大于50Nm,最大允许误差为4.0%。
(5)测量过程:在规定环境条件下,开机稳定一段时间,选择加载方向,将扭矩扳子的扭转轴与扭矩扳子检定仪的测量轴同轴串联,检定前按使用方向对扭矩扳子预加最大扭矩3次,预扭后分别调整扭矩扳子检定仪和扭矩扳子的零位并启用扭矩扳子检定仪峰值保持功能,使用扭矩扳子检定仪对扭矩扳子平稳施加负荷至测量点(应注意读取扭矩扳子示值时,必须使视线与扭矩扳子指针保持垂直),即可在扭矩扳子检定仪上读取与扭矩扳子示值相对应的扭矩值,该过程连续进行3次,每次重新测量时需要对扭矩扳子检定仪和扭矩扳子的零位重新进行调整,将检定点扭矩扳子示值减去检定点扭矩扳子检定仪3次示值的算术平均值,即得该测量点扭矩扳子的示值误差。
2 数学模型
式中:e-扭矩扳子的示值误差;
M-检定点扭矩扳子示值;
3 输入量的标准不确定度分量评定
3.1 输入量M的标准不确定度u(M)的评定
输入量M即检定点扭矩扳子示值的不确定度,主要来源于扭矩扳子示值的估读误差,本次扭矩扳子采用的是日本产的DB50N型扭矩扳子,其量程为0-50N.m,其准确度级别为4.0级,分度值为0.5N.m,则取读数分辨力为分度值的1/5,即0.1N.m,其估计为均匀分布,取包含因子采用B类方法进行评定。其标准不确定度为:
3.2 输入量 的标准不确定度u()的评定
(1)输入量的标准不确定度u(1)的评定。输入量u(M1)的标准不确定度来源主要是由扭矩扳子测量的重复性所引入,可以通过连续测量得到测量列,采用A类方法进行评定。
本次选择1只DB50N型扭矩扳子,准确度等级为4.0级,最大扭矩为50N.m,选择40N.m量程作为测量点,在重复性条件下对其连续测量10次,测量结果如下:(单位:N.m)
40.80、40.90、40.77、41.01、40.94、40.90、40.98、40.98、41.04、41.02。
单次实验标准差为:
在实际测量情况下,需要在重复性条件下连续测量3次,以该3次测量值的算术平均值作为测量结果,所以可得到:
(2)输入量M的标准不确定度u(M2)的评定。输入量u(M2)的不确定度来源主要由标准扭矩扳子检定仪准确度等级所引入,即扭矩扳子检定仪的最大允许误差,该准确度等级对扭矩扳手测量过程的示值分散性没有明显影响,却直接影响扭矩扳子在测量点的示值误差,其准确度等级为1.0级,估计为均匀分布,取包含因子k=,采用B类方法进行评定。在测量点40N·m处,其标准不确定度为:
(3)输入量M的标准不确定度u(M3)的评定。输入量u(M3)的不确定度分量的产生是由标准扭矩扳子检定仪分辨力所引入,标准扭矩扳子检定仪制造厂说明书给出在0-100N·m量程范围内,分辨力为0.01N·m,则由此带来的标准不确定度为:
由于u(3)和u(1)相比较小,基本可以忽略不计,所以本文中不再考虑标准扭矩扳子检定仪分辨力所引入的不确定度u(3)。
(4)输入量的标准不确定度u()的计算。通过以上分析,可得输入量的合成标准不确定度为:
所以u()=0.235N·m
4 合成标准不确定度的评定
4.1 灵敏系数
4.2 各个标准不确定度分量汇总表
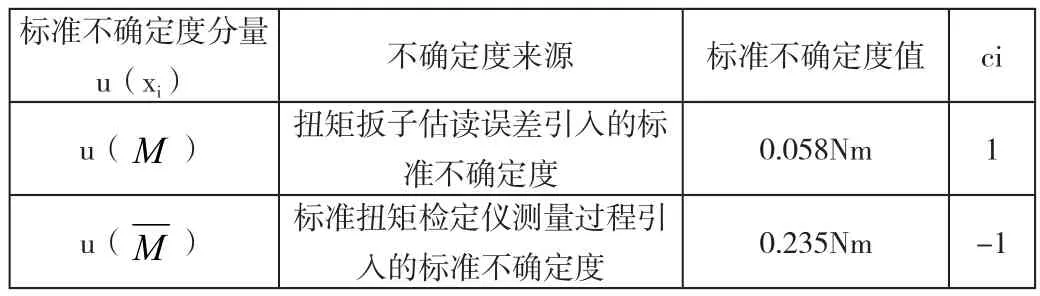
标准不确定度分量u(xi) 不确定度来源 标准不确定度值 ci u(M ) 扭矩扳子估读误差引入的标准不确定度 0.058Nm 1 u(M ) 标准扭矩检定仪测量过程引入的标准不确定度 0.235Nm -1
4.3 合成标准不确定度的计算
因输入量u(M),u()彼此独立互不相关,所以合成标准不确定度可按下式得到:
5 扩展不确定度的评定
通常取包含因子k=2,则本次扭矩扳子示值误差测量结果的扩展不确定度U的表达式为:
U=uc(e)×k(k=2)=0.48N·m
6 测量不确定度的报告与表示
通过以上分析得出,用1级扭矩扳子检定仪检定4.0级DB50N型扭矩扳手,在40N.m扭矩处示值误差测量结果的扩展不确定度为:
U=0.48N·m;k=2
换算至相对扩展不确定度为Urel=U/40×100%=1.2%。
猜你喜欢
纺织标准与质量(2022年4期)2022-09-05
纺织标准与质量(2022年1期)2022-07-12
航空学报(2022年5期)2022-07-04
电子乐园·上旬刊(2020年9期)2020-05-18
中国测试(2019年3期)2019-11-15
科学导报·科学工程与电力(2019年5期)2019-10-20
科技传播(2018年6期)2018-04-17
中国新技术新产品(2018年22期)2018-01-05
山东工业技术(2017年18期)2017-09-12
魅力中国(2016年52期)2017-09-01
