
Cr8合金铸钢支撑辊的研制
2020-09-04 05:13:24孙衍国张向海刘玉爱
山东冶金 2020年4期
孙衍国,张向海,刘玉爱
(山东广富集团有限公司,山东 滨州256217)
1 前 言
山东广富集团有限公司原带钢支撑辊工作层材质为Cr4 合金铸钢,过渡层和辊芯材质为QT450球墨铸铁,辊身硬度在60~65 HSD,耐磨性较差,平均每天需更换1次,严重影响生产效率。为满足支撑辊日益提高的使用要求,工作层需采用疲劳强度更高、耐磨损性能更强的材质,从而延长其使用寿命。提高支撑辊耐磨性最好采用含Cr较高的合金铸钢。目前国内外板带轧机支撑辊有锻造、整体铸造和整体全冲洗复合铸造3 种生产方式,这3 种方式生产的支撑辊Cr含量均难以达到6%以上,提升支撑辊的耐磨性有限。经过大量研究及试验,决定通过工作层采用Cr8高合金钢,中间过渡层及芯部采用高强度石墨钢材料,利用可靠的离心复合铸造方式来生产具有高耐磨性的合金铸钢支撑辊。
2 合金铸钢支撑辊生产工艺
2.1 技术工艺路线
工作层:5 t中频炉→5 t钢包→离心复合浇注。
过渡层:30 t 电弧炉→30 t LF 精炼→离心复合浇注。
芯部:30 t电弧炉→30 t LF精炼→静态浇注。
2.2 成分设计
工作层由Cr4 合金铸钢改为Cr8 合金铸钢,过渡层和芯部材质由QT450改为GS160石墨钢,成分要求见表1。

表1 支撑辊化学成分 %
2.3 支撑辊结构设计
工作层厚度60 mm,过渡层厚度10~15 mm,芯部直径Φ345~350 mm,支撑辊如图1所示。

图1 离心复合支撑辊示意图
2.4 关键技术参数
工作层钢水采用底部吹氩净化,过渡层及芯部采用钢包精炼,有效控制夹杂物及气体含量。工作层钢水浇注温度为1 540~1 560 ℃;过渡层钢水浇注温度为1 460~1 480 ℃;芯部钢水浇注温度为1 480~1 500 ℃。
工作层、中间层离心时间。工作层离心时间根据工作层厚度和材质凝固系数,用“平方根定律”进行估算,然后根据生产实践加以修正,确定为8~10 min。外层浇注完毕开始计时,8~10 min后开始填充中间层,停机时间由连续式红外测温仪测量温度,当内层温度降低到1 260~1 280 ℃时停机。
填芯间隔。填芯间隔是保证结合层熔合良好的重要因素,如果间隔过长、内层降温过低,将会导致中间层与芯部难以熔合或熔合不良。辊芯填充时间间隔控制在≤6 min。
支撑辊热处理步骤。淬火采用差温热处理,即将支撑辊整体预热到650 ℃,然后放入差温炉内,快速加热(150~250 ℃/h)到980 ℃,保温2 h。当辊身横截面从表至里60 mm深度全部转变为奥氏体,而辊身横截面其他部位仍处于临界变形温度以下时,将支撑辊吊至喷淬机上进行强烈水冷淬火。最后,经过450~550 ℃回火,获得隐针马氏体组织。
3 结果分析
3.1 工作层组织
Cr8 合金在离心力的作用下结晶,外层组织晶粒度达到10 级以上,成品状态下基体组织为隐针马氏体+贝氏体+少量颗粒状碳化物,隐针马氏体与贝氏体的针叶长度≤2 um,如图2所示。
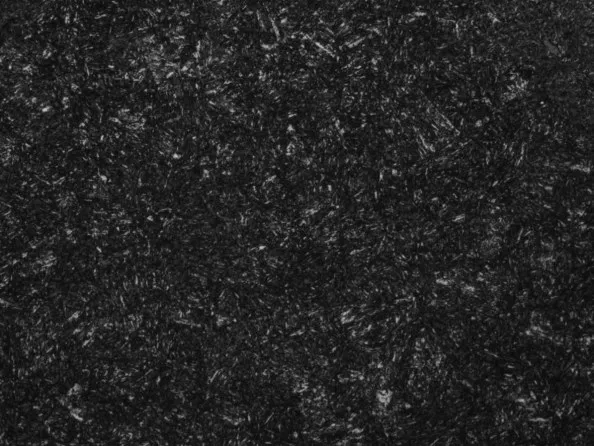
图2 工作层淬火回火后的组织1 000×
3.2 芯部组织
芯部采用高强度GS160 石墨钢材料,其金相组织为珠光体+网块状及细网状碳化物,有少量小团状石墨,石墨定量为0.55%~0.79%,如图3、图4 所示。

图3 芯部石墨金相组织100×
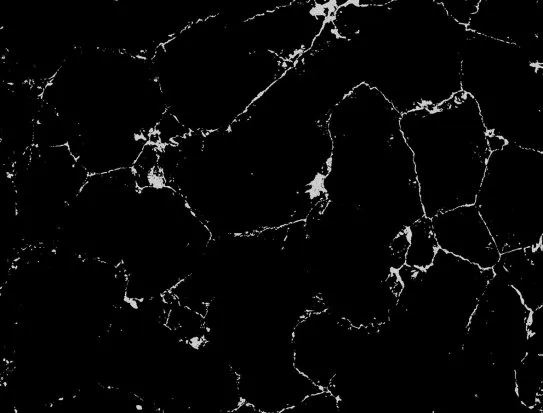
图4 芯部金相组织200×
3.3 辊颈区组织
辊颈区金相组织为珠光体+颗粒状及微细须状的碳化物+点滴状石墨,碳化物定量为5.31%,如图5、图6所示。

图5 辊颈区石墨金相组织100×
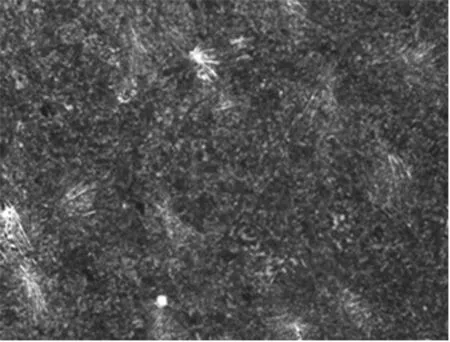
图6 辊颈区金相组织100×
3.4 过渡层组织
支撑辊外层与芯部的过渡层区结合良好,未见未熔合、疏松、夹渣等密集型缺陷,如图7所示。
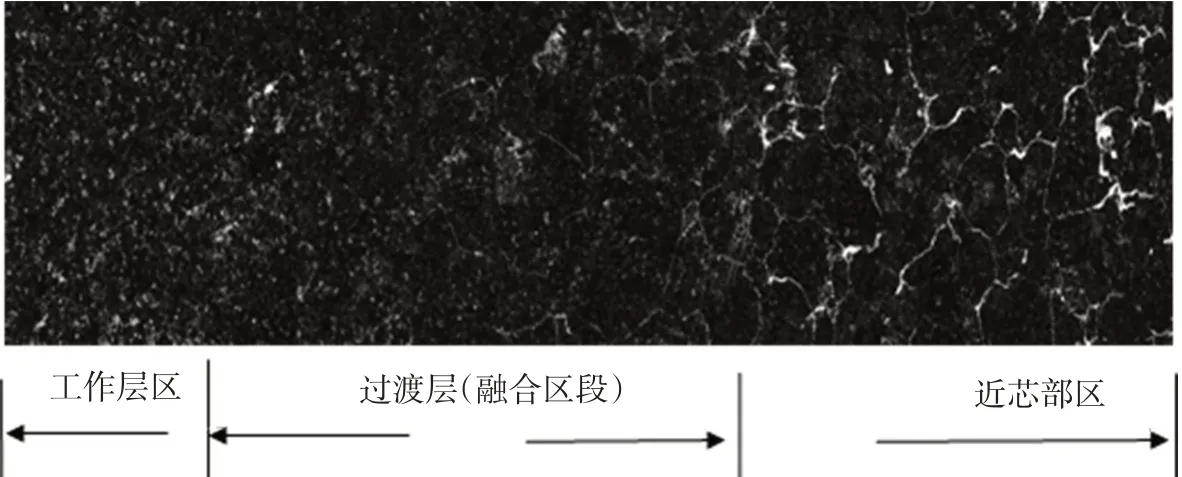
图7 过渡层区金相组织100×
3.5 支撑辊实测指标
支撑辊的力学性能、晶粒度等测试指标如表2所示,Cr8支撑辊的各项指标均得到大幅度提升。

表2 支撑辊各项测试指标
3.6 使用效果评价
经过使用,Cr8 合金铸钢支撑辊的使用寿命是Cr4合金铸钢支撑辊的2倍,使用Cr4支撑辊每工作日换1次;使用Cr8支撑辊后每两个工作日换1次,减少了换辊次数,增加了1 倍以上的过钢量,有效提高了轧机作业率。
4 结 语
通过浇注温度和离心时间来控制工作层与过渡层、过渡层与芯部的结合质量,Cr8合金在离心力的作用下结晶,其外层组织晶粒细小、均匀,达到10级以上,有效解决了高合金材料在锻造和整体静态铸造状态下易出现的偏析和晶间裂纹问题。通过优化热处理工艺,控制淬火、回火温度和时间,确保芯部强度,来提高轧辊抗折断性能。由此制造的Cr8 合金铸钢支撑辊与常规支撑辊相比,具有更高的耐磨性和抗疲劳强度,同时离心复合铸造工作层厚度可根据轧辊使用要求,通过调整钢水浇注量控制,保证了轧辊使用要求。
猜你喜欢
橡塑技术与装备(2023年10期)2023-10-06 13:39:46
中南大学学报(自然科学版)(2022年11期)2023-01-18 05:36:08
中国铸造装备与技术(2022年3期)2022-05-27 01:28:58
橡塑技术与装备(2021年14期)2021-07-23 08:27:28
山西冶金(2020年5期)2020-11-13 07:28:18
天津冶金(2020年4期)2020-08-18 09:40:26
中国重型装备(2016年4期)2016-12-19 10:33:21
大型铸锻件(2015年4期)2016-01-12 06:35:07
现代农业研究(2015年2期)2015-03-31 21:15:28
设备管理与维修(2015年11期)2015-03-16 05:57:40
