
天然气净化厂无人巡检模式探讨及实践
2020-09-03 09:11:58高进瞿杨李显良
石油化工自动化 2020年4期
高进,瞿杨,李显良
(中国石油西南油气田公司 重庆天然气净化总厂,重庆 401147)
天然气净化厂是对天然气进行脱硫、脱水并对酸气进行处理的工厂[1-2],具有有毒有害、高温高压、易燃易爆等特点,属连续性生产的高危化工企业[3]。某天然气净化厂于2005年建成投产,装置处理能力为6×106m3/d,包括: 过滤分离装置、脱硫装置、脱水装置、硫磺回收装置、尾气处理装置、硫磺成型装置、火炬及放空系统、污水处理装置、循环冷却水系统、锅炉供热系统、燃料气系统、空气氮气系统、消防水系统、供水系统等功能装置[4]。
在天然气净化厂,巡检是指在规定时间内按照规定频次对工艺装置现场的工艺参数进行比对核实,对机械设备(如静设备、动设备、压力管道等)、电气设备(如电机、配电设备、供电线路等)、自控仪表(在线分析仪、控制阀等)及基建设施(如塔罐的基座、管廊的支撑、坑池等)工作状况和完好性进行目视查看或借助某些工具进行诊断,以确认其可靠性和完好性。
对天然气净化厂安全生产管理工作而言,巡检工作是其中一项基本的日常工作,是保证天然气净化装置安全平稳运行的第一道防线。它能使天然气净化装置存在的隐患或异常能够被及时发现和解决,使突发事故的可能性降到最低限度,减少事后抢修工作量,有利于降低维修成本,保证净化装置处于良好运行状态,提高天然气净化设备完好率及可用率,避免由于发现不及时造成净化装置停车和生产安全事故的发生。
1 天然气净化厂巡检现状
1.1 人工巡检模式
目前,该天然气净化厂巡检模式仍采用传统的人工巡检方式,巡检频率为1次/2 h,通过手动挂牌设置标记方式来体现巡检工作的完成情况,从而督促员工及时巡检,确保巡检质量,同时也便于对巡检工作的监督检查。下面将以天然气净化厂部分装置为例对巡检方式进行说明: 装置区内设有若干巡检点,在每个巡检点都设置有巡检标记牌;巡检人员按照规定时间和规定线路依次到达指定巡检点对关键工艺参数、设备设施和管线进行人工检查;当巡检人员按时到达巡回检查牌时,按要求检查巡检内容,并把巡检牌翻到相应的时间位置,证明已到该巡检点巡检。当下一次巡检到达该巡检点时,再把巡检牌翻到下一个时间位置。
1.2 人工巡检模式的弊端
虽然现有人工巡检模式在保障天然气净化厂安全生产方面发挥了重要作用,但在执行过程中仍存在以下弊端:
1)目前的巡检模式采用人工手写加录入巡检数据的方法。员工在巡检时,除了逐项检查确认巡检记录表中工艺参数外,还需检查机、电、仪设备及基建设施的工作状况和完好性。由于巡检内容多,工作量大,长时间且周期性的重复性工作易使工作效率和工作质量降低。同时,在现有天然气净化厂自控仪表的配置条件下,人工巡检发挥的作用也逐渐呈现减弱趋势。
2)由于天然气净化厂具有有毒有害、高温高压、易燃易爆等特点,生产操作环境危险,现场巡检导致人员长期高频率地暴露在危险环境中,对人员的生命安全造成较大的安全隐患。
3)现有人工巡检的工作质量不能得到有效保证,尤其是在夜间和雷雨天气时,受人为因素影响大,巡检质量与巡检人员的业务水平、工作经验、态度、责任心和精神状态有密切关系。人工巡检手动挂牌的方式只能提供员工到达巡检点的证明,而且还存在作弊的漏洞,更不能提供巡检质量和巡检内容完成的保证;巡检记录表中只有部分关键参数,而这些关键参数可通过DCS查看或靠经验填写。
4)巡检内容多、巡检频次高,导致巡检表格数量多、纸张用量也大;巡检记录表需定期归档保存,一般保存期限为3~5 a,在资料管理方面尤显不便。当某项巡检参数出现异常时,调取历史数据进行比对的过程较为繁琐,需人工到资料室进行查阅。另外巡检记录表大量的用纸需求也造成了资源的浪费,不符合节能降耗、绿色办公的理念。
1.3 开展无人巡检模式探讨的基础和必要性
该天然气净化厂现配置有较完善的控制系统、监控系统、安防系统和物联网,其中控制系统有分散控制系统(DCS)、安全仪表系统(SIS)、火灾和气体报警系统(FGS)、数据采集与监视控制系统(SCADA)以及可编程控制器(PLC)等,为该厂实现装置无人巡检提供了基础和前提条件[1]。
利用信息化手段在现有控制系统、监控系统、安防系统和物联网等基础上,通过增加、优化及完善相应设备设施和功能配置等方式实现无人巡检模式,对人工巡检内容和巡检范围全面覆盖,并利用物联网技术进行数据分析和比对,确保巡检的质量和效果远优于人工巡检模式,从而实现无人巡检取代人工巡检,彻底解决和避免了人工巡检存在的问题。
2 天然气净化装置无人巡检模式实施
2.1 增加智能测量仪表
增加装置现场智能仪表测量点,一是用于替代装置现场就地显示的压力、温度、流量等仪表,并将测量参数远传至DCS,实现测量参数远程监视的全覆盖;二是对重要参数的控制回路增加测量仪表,如再生塔回流罐液位,增加到2个测量信号,提高测量信号的准确率和可靠性,保证控制回路的可靠性;三是关键联锁回路的测量仪表增加到3个测量信号,如脱硫吸收塔液位,使联锁条件由1个或2个变为3个,减少因联锁条件失效引发的联锁误动作,同时其联锁逻辑也由“一选一”或“二选一”“二选二”逻辑结构变为“三选二”逻辑结构,从而提高了关键联锁回路的安全性和可用性[5]。
2.2 优化和完善DCS功能
优化和完善DCS功能,采取以下几方面措施:
1)对装置进行过程安全即危险与可操作性分析(HAZOP)、定量风险评估(QRA)、工艺危害性分析(PHA)等,重新确定工艺参数的重要性。根据工艺参数的重要性重新确定每个参数在DCS中的报警优先级,并根据报警优先级确定不同类别的声光报警功能。
2)在DCS中增加同一参数的自动比对和偏差报警功能;同时能根据比对结果分析判断故障信号,并对故障信号进行屏蔽和报警。
3)增加DCS报警管理优化软件,实现报警的评估、规范设置、归档、优化、无效报警的抑制等功能。无人巡检模式的实施需要DCS接入大量的信号点,在DCS中报警的定义与设置不受成本影响,再加上可能存在的气质条件、工况条件等的变化,使得报警的数量暴增,形成报警泛滥或过度报警,导致操作人员对报警反应和处置的麻木和滞后,使得生产装置处于危险状况,而报警管理优化软件能有效解决这一问题。
2.3 增加仪表设备管理系统
装置现场设置有大量智能仪表,包括压力、温度、流量、液位、成分等检测仪表,还包括控制阀、联锁阀等控制设备,实现天然气净化厂的监控和联锁。现场设备管理系统(FDM)是一种现场仪表设备的管理工具,通过HART/Profibus/FF协议与现场仪表进行通信,实现仪表的组态、状态显示、诊断和维护,同时也实现了现场仪表运行状态的监控。
2.4 增加转动设备在线监测系统
天然气净化厂常用的转动设备主要有: 离心泵、往复泵、压缩机、风机等。对转动设备实时监测振动、温度等关键参数,实现机泵的远程监测、诊断与预警。具体措施: 安装在转动设备上的传感器实时采集机泵的振动及温度信息,传感器数量根据转动设备的重要性和负荷大小来确定,采用无线传输方式将信号传输给附件的信号接收器,经集中处理后以RJ45/光纤的方式传输给装有转动设备诊断系统的工控机,结合来自电站转动设备的电流信号,经过工控机的计算和处理,显示机泵的实时状态、历史运行状态、预维护及故障诊断报告,实现控制室对转动设备的在线状态监测,便于及时发现转动设备运行过程中存在的故障并及时作出处理,确保转动设备的正常运行。
由于天然气净化装置转动设备较多,根据设备的重要程度对机泵设备进行分类,对关键转动设备需进行监测的点位统计,见表1所列。针对一般转动设备的运行状况监测只需要对电动机和泵分别设置振动和温度监测点各1个即可,该净化厂的关键动设备通常为“1用1备”,少数为“2用1备”或“3用2备”,表1仅统计单台设备需设置的监测点。
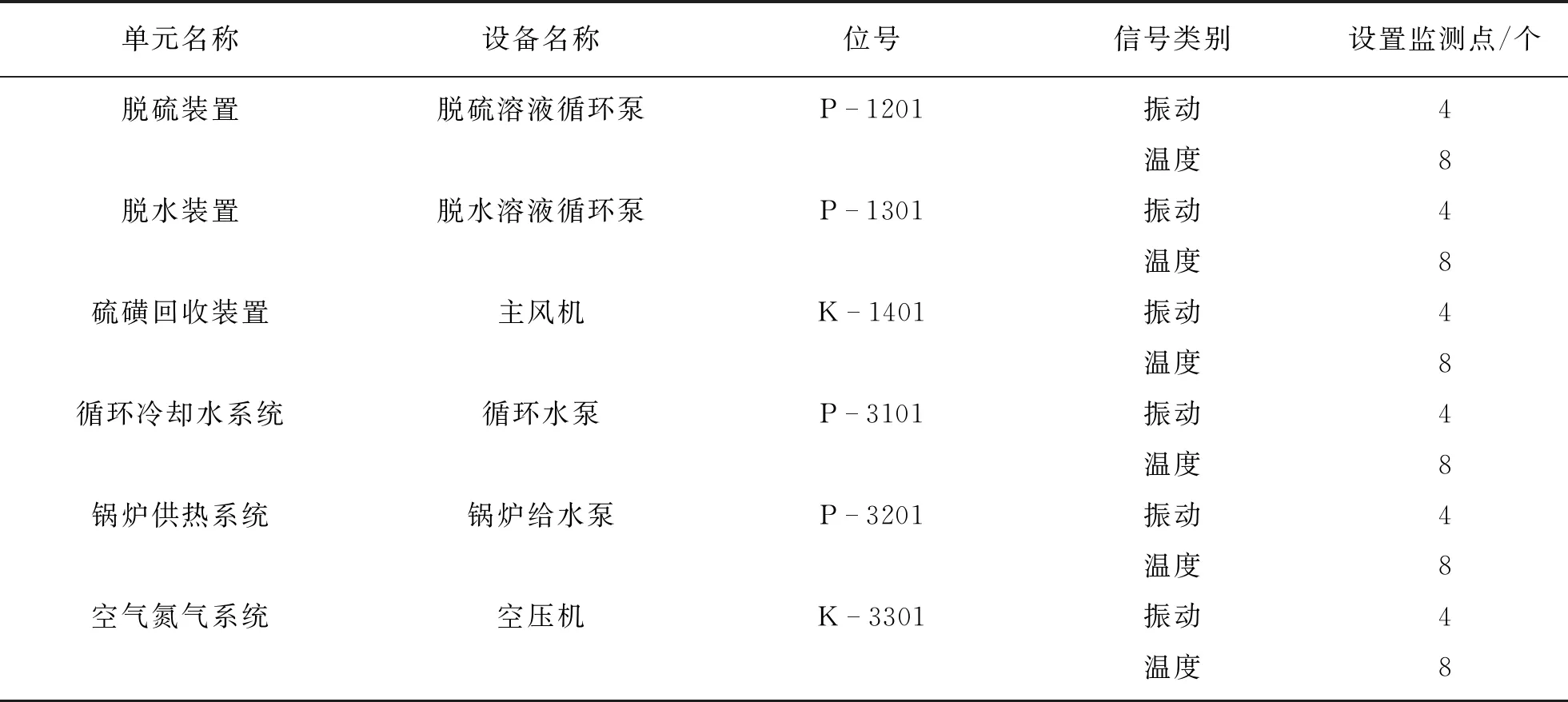
表1 关键转动设备需设置监测点统计
2.5 完善FGS的配置
天然气净化厂的工艺介质通常具有有毒有害、易燃易爆的性质,如甲烷、硫化氢、二氧化硫、硫磺等。该天然气净化厂建成于2005年,需根据工艺介质的理化性质、释放源等特性、生产场地布置、地理条件、环境气候、探测器的特点、检测报警可靠性要求、操作巡检线路等因素[6],按照GB/T 50493—2019《石油化工可燃气体和有毒气体检测报警设计标准》、GB 50116—2013《火灾自动报警系统设计规范》[7]的要求,重新对FGS进行补充和完善。在可能发生可燃气体泄漏的地方,如脱水装置、燃料气系统等工艺设施附近,设置固定式可燃气体探测器;在可能发生有毒气体泄漏的地方,如脱硫装置、硫磺回收装置、尾气处理装置等工艺设施附近,设置固定式有毒气体探测器;在硫磺成型阶段及硫磺仓库设置紫外/红外火焰探测器等;同时在装置现场和控制室补充完善声光报警和报警按钮。当火灾或泄漏发生时,通过SIS辅操台触发区域或全装置紧急停车按钮,通过SIS关闭相应的井口、天然气净化厂各工艺装置;当现场可燃/有毒气体泄漏和火焰检测报警时,FGS输出信号至视频监控系统,自动联动摄像头监控发生报警的区域。
2.6 补充完善工业视频监控系统
该天然气净化厂现有工业视频监控系统主要作为安防监控,摄像头均安装在装置区边界。基于红外成像及数据分析预警技术,按工艺流程、生产操作和管理等要求进行系统配置[8],通过在生产装置区内合理布置高清摄像头,对经常操作的生产部位、重点设备、关键工艺参数实施重点监控,其他区域实施一般监控,从而在该基础上通过云台控制实现装置区域视频监控全覆盖;升级工业视频监控系统,增加数据智能分析、预警等功能,对生产区域内的图像进行智能分析,若发现有异常现象时发出报警信号。监控中心设置在中心控制室,进行实时监控,及时发现装置现场存在的问题。同时,通过视频管理系统使生产管理层与控制系统集成[9],实现工业视频监控系统与DCS,SIS,FGS的联动。
2.7 增加智能机器人辅助巡检
智能机器人通常配备有高性能的底盘、可升降改变重心的身体和颈部、高性能的上位机及各种传感器,具有一定工作高度的爬坡、越障能力,通过机身搭载的机械手臂和摄像设备的配合,在自身带有的激光雷达、卫星定位导航系统的指引下,实现对装置区域定时、定点、定线路的巡检,或实现自主巡检线路的规划,智能机器人巡检时拍摄的现场工艺参数图像实时发送至中心控制室,经过智能机器阅读系统的自动解读后传输给应用服务器,与DCS的数据进行比对,及时发现参数的偏差。同时智能机器人也可监控关键设备,如溶液循环泵、燃烧炉等关键设备的运行情况。此外,智能机器人还可携带可燃气体探测器、有毒气体探测器、火灾探测器等设备,实现巡检过程中气体泄漏检测、火灾检测等。智能机器人辅助巡检作为自控仪表系统、视频监控系统等的补充,用于生产装置现场的查看、比对、核实、确认。
2.8 增加物联网管理平台功能
该天然气净化厂从2017年开始进行物联网建设,现已投运,目前已具备的功能有: 实现生产和运维业务的数字化、标准化管理;实现检维修管理与物资管理系统的集成;实现运维报表的自动生成;实现所有问题、隐患、事故事件的可追溯闭环管理;实现生产和生产辅助管理功能,如化验分析数据管理、车辆调派管理等。目前正在实施转动设备在线监测系统的建设。为配合无人巡检模式的实现,需在物联网管理平台增加机器人巡检系统、转动设备在线监测系统、工业视频监控系统、仪表设备管理系统以及数据分析处理系统,如图1所示。图1中,无色方块表示已实施的功能,浅灰色方块表示正在实施或将要实施的功能,中灰色方块表示无人模式巡检需要实施的功能。

图1 某天然气净化厂物联网管理平台框架示意
3 结束语
在该天然气净化厂现有条件下,通过增加智能测量仪表、优化和完善DCS功能、增加仪表设备管理系统、增加转动设备在线监测系统、完善FGS的配置、补充完善工业视频监控系统、增加智能机器人辅助巡检方式、增加物联网管理平台功能等方式,实现天然气净化厂无人巡检模式,实现人工巡检内容和巡检范围的全覆盖,巡检效果和质量优于人工巡检,从而无人巡检模式替代人工巡检模式。无人巡检模式的实施可以有效降低操作人员高频率的暴露在危险工作环境中的安全风险;提高劳动效率,降低劳动强度,减少重复性工作的频次,节约企业人力资源;减少人工记录表格,实现数据无纸化,符合节能降耗、绿色办公的理念;提升天然气净化厂信息化管理水平,推进智能天然气净化厂建设。
猜你喜欢
建筑与预算(2023年2期)2023-03-10 13:13:36
建筑与预算(2022年5期)2022-06-09 00:55:10
建筑与预算(2022年2期)2022-03-08 08:40:56
当代水产(2019年3期)2019-05-14 05:42:48
铁道通信信号(2018年5期)2018-06-28 03:06:12
Coco薇(2017年7期)2017-07-21 16:49:50
汽车维护与修理(2016年10期)2016-07-10 08:17:41
金色年华(2016年23期)2016-06-15 20:28:28
小学生·多元智能大王(2015年3期)2015-05-25 11:31:43
汽车维护与修理(2015年6期)2015-02-28 12:17:04
