WHG煤气化炉安装施工方法
2020-09-02 05:44娄战士盛祥来
石油化工建设 2020年2期
娄战士 盛祥来
中国化学工程第十一建设有限公司 河南开封 475002
1 项目概况
煤炭气化技术作为煤炭深度加工、转化的先导技术,是我国洁净煤技术的优先发展领域之一。目前,我国在加速发展大型煤化工、“油改煤”和煤制油化工的过程中,需要配套使用大型先进的煤气化技术。在国内,煤气化技术使用较多的为加压气流床气化技术,WHG煤气化炉(五环炉)便是其中一种。
2014年和2015年十一化建分别承建了河南龙宇煤化工有限公司40万t/a醋酸及配套工程气化装置和河南洛阳永龙化工有限公司20万t/a乙二醇煤气化装置,这两个项目共使用3套WHG煤气化炉设备,每套WHG煤气化炉由气化炉(主体)、激冷罐、输气管返回室3部分组成(其中由于运输问题,输气管返回室分为气体返回室和输气弯管两部分进行运输)。故而每套WHG煤气化炉分4部分分别运至现场,安装时,返回室和输气弯管在安装现场地面上先焊成一体,随后连同激冷罐、气化炉(主体)一起分3部分依次吊装至钢混结构的框架内,经找正对中后在空中完成余留两道环焊缝焊接(通常称之为“黄金焊缝”,具体焊接位置见图1)。WHG煤气化炉在框架上共设有两处支承,其中一处通过气化炉(主体部分)底部的裙式支座固定支承在混凝土结构的35m楼板上;另一处则通过8台恒力吊与设在激冷罐下部4个耳式支座组成的浮动支承系统悬挂在特设的47m层钢制横梁上。安装后总重668t、整体高度达33.5m。
由于WHG炉均具有重量大、安装高度高、焊口组对控制严格、施工周期长、费用高等特点,整体安装技术要求高,故而需要一套合理的施工方法及施工流程,在保证施工质量的前提下,能有效控制施工成本。
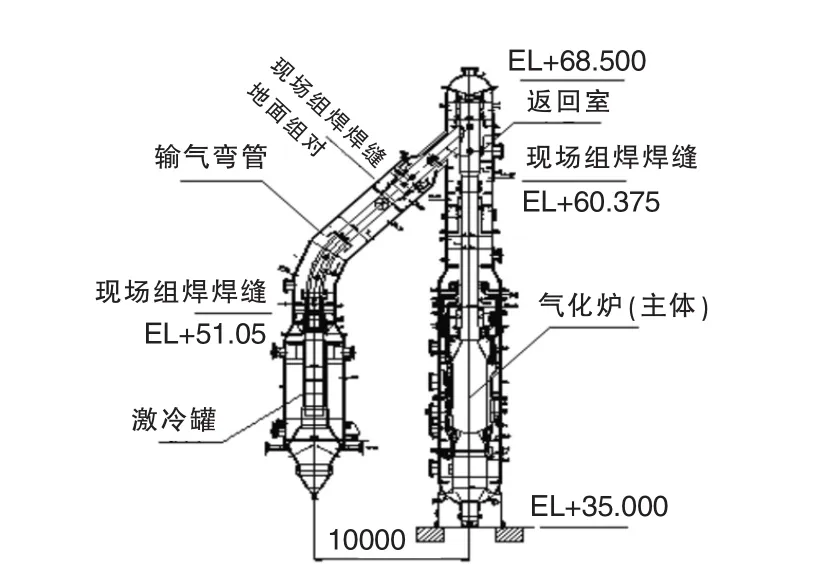
图1 WHG煤气化炉整体外形图及焊接位置
2 施工工艺原理
2.1 气化炉和激冷罐设备基础验收
气化炉和激冷罐设备水平直接影响到设备就位垂直度以及后续的“黄金焊缝”组对工作效率。施工时,首先要检查两者基础的轴线偏差。使用投影法将两者基础放到同一平面后再进行基础轴线检查。同时,特别需要检查两设备间中心距的实际尺寸。
基础轴线经检查合格后,再根据气化炉的基础标高检查激冷罐基础的相对标高。为返回室与气化炉、输气弯管与激冷罐组对时的焊口间距打好基础。
2.2 设备本体安装方法和过程控制方法
本项目采用经纬仪作为找正工具。首先对气化炉或激冷罐分别进行吊装就位,在找正过程中用经纬仪观测并保证其垂直度。再用投影法或全站仪对气化炉和激冷罐两设备间中心距、焊接成一体的返回室和输气弯管的中心距进行实测,比较两个数据是否接近。并根据现场实际情况进行微调,误差控制在10mm以内即可吊装返回室加输气弯管并组对“黄金焊缝”。但吊装返回室加输气弯管时尤为重要,需在滑轮组上面设1套10t手拉葫芦,方便焊口组对时调口使用。
2.3 “黄金焊缝”组对
组对焊口时,使用直尺靠设备边缘,边对焊口错边边指挥吊车进行调整。再用直尺分别对对口的焊缝间距进行测量并记录,确定焊缝有没有一边大一边小的现象,如果大小不一致,吊装输气管加返回室时设置的10t手拉葫芦可以调整一个方向;另一方向则需要通过回钩,利用输气管加返回室的自重进行调整。
2.4 “黄金焊缝”焊接
此过程需设置好密封的防风防雨棚,在完成焊缝整体预热、消氢等工作后,采用偶数对称方位进行24h不间断的焊接,直至完成后做完热处理方可。
3 施工工艺流程
设备吊装顺序:激冷罐(气化炉)→气化炉(激冷罐)→输气管+气体返回室(视气化炉与激冷罐到货时间而定)
设备安装程序:基础验收→设备验收→预制场地组对输气弯管和返回室→恒力吊安装(部分)→激冷罐安装→剩余恒力吊全部安装→(激冷罐找正)→垫铁摆放(气化炉)→气化炉(主体)安装→输气管+返回室安装(先气化炉与返回室焊口组对,再输气管与激冷罐焊口组对)→“黄金焊缝”焊接→黄金焊缝热处理→焊接设备整体复验调整垂直度→激冷罐导向装置安装→二次灌浆(气化炉)
激冷罐和气化炉的安装顺序可根据现场实际情况安排。一般情况下,先安装激冷罐吊装,再安装气化炉。这样可以推迟1000t大型履带吊进场时间,节约施工费用成本。
4 施工准备及安装操作要点
4.1 施工准备
4.1.1 设备检查验收
(1)设备检查验收时,按设备的装箱清单或设备到货验收清单共同检查、验收、清点及保管,并做好记录和填写签证作好移交凭证。
(2)设备在验收时应仔细检查设备的外观,不得有伤痕、锈蚀和变形。需按图纸尺寸检查激冷罐、气化炉、输气管+返回室的外形尺寸,各连接口的圆度以及各设备的实际长度。
(3)设备的密封面、密封垫的形式和尺寸应符合设计图纸的要求,密封面应光洁无污,无机械损伤、径向刻痕、锈蚀等缺陷。
(4)检查设备的零、部件是否齐全。
4.1.2 基础验收
(1)气化炉和激冷罐的基础坐标位置、标高、预埋地脚螺栓孔检查验收按施工规范或设计要求进行即可。对于激冷罐的基础标高验收,一般不存在偏差问题。因为在安装钢结构时,若结构基础标高有负偏差时,已通过垫铁进行了调整。故而此处不考虑激冷罐的基础标高验收。基础坐标位置±10mm为单独设备基础允许偏差值,两基础相对允许偏差值也为±10mm。验收气化炉基础,测量各螺栓间的相对位置。如图2所示。
(2)现场根据气化炉基础(包括地脚螺栓相对位置)与激冷罐基础实测,保证气化炉与激冷罐的基础横轴线在同一直线上,并保证两者间距为10000mm±5mm。两者相对位置及尺寸如图3所示。
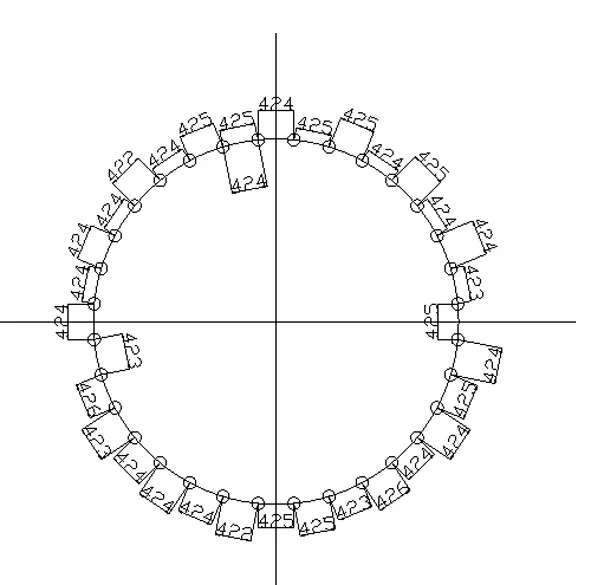
图2 气化炉地脚螺栓孔中心距实测偏差图
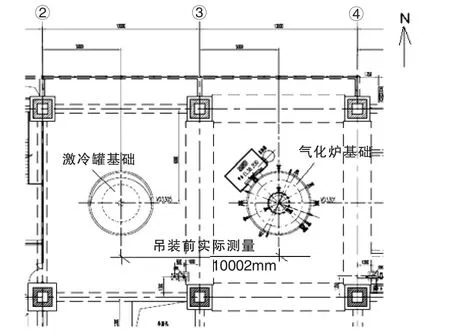
图3 气化炉与激冷罐的安装位置
4.1.3 测量方法
(1)在47m钢梁上使用钢丝线坠(或经纬仪投影坐标点的红外放射点)将激冷罐基础8个地脚螺栓孔中心投影到35m混凝土基础上;
(2)将同方向的投影点相连,并找出两螺栓孔间的中心,交叉相连便是激冷罐在35m的投影中心;
(3)在35m平面找出气化炉的中心,并对两设备中心间距进行实测(图3)。若两基础有坐标偏差,可能要影响到“黄金焊缝”在对口时各自的原始对中点。偏差在5°以内不影响组对黄金焊缝。
(4)注意事项:基础验收在本工法的环节中十分重要(包括气化炉的混凝土基础和激冷罐的钢结构基础),这个环节的目的是:保证最后两道黄金焊缝在空中组对的顺利进行。若基础先行完成(即激冷罐的钢结构基础已经安装完成),则具备安装条件。基础验收后,可指导输气管和返回室在现场地面组对时中心距尺寸的调整;若输气管和返回室先完成了地面组对工作,则搞好基础验收能做到有的放矢:安装气化炉和激冷罐时,在坐标允许偏差值内进行调整,以及两设备在允许垂直度偏差值下进行垂直方向的确认。
4.1.4 设备吊装准备
气化炉吊装选用1000t履带吊做主吊,400t履带吊溜尾。激冷罐选用400t履带吊做主吊,260t履带吊溜尾。输气管+返回室用1000t履带吊做主吊,260t履带吊溜尾。(说明:工程所用260t履带吊是因为激冷罐先到,气化炉进场较晚。先进场260t吊车,完成激冷罐吊装后,260t退场,1000t进场。)
4.2 安装操作要点
4.2.1 输气弯管和返回室的现场地面组对焊接
输气弯管和返回室是一套气化炉最上面的部分,运至现场先在地面完成组对,然后再往框架上吊装。详见图4。

图4 输气弯管和返回室地面组对焊接
4.2.1.1 设备的放置
使用设备运输鞍座放置。若没有,现场制作6个临时支撑鞍座,摆放好并找平,安装合拢缝内件。合拢缝内件的连接有一段膨胀节。安装过程中应注意膨胀节的防护,可采用防火石棉布全部包裹严实,防止磕碰,划伤表面。
4.2.1.2 环缝合拢
吊装输气弯管段塔体,进行环缝合拢。采用1台260t吊车进行吊装。吊装要有专业起重人员统一指挥,循序渐进。因内件插入段间隙较小,注意防止磕碰变形。环缝合拢过程中,由于设备内部耐火层已经浇筑完毕,禁止使用压码、千斤顶等强行组装。
焊缝要求:4条中心线超差2mm以内,横向错边量符合标准要求(最大不大于7mm),以保证焊缝焊接变形量最小,合拢缝不留间隙。合拢完成后,要组织相关业主监理检验、记录。
合拢缝焊接及处理方法同后文的黄金焊缝焊接。
4.2 .2激冷罐的安装
4.2.2.1 激冷罐的安装位置
激冷罐的安装标高是EL41.89m,靠8个恒力吊悬挂在47m层的大梁上(以河南龙宇煤化工40万t/a醋酸项目为例)。恒力吊平面布置图见图5。
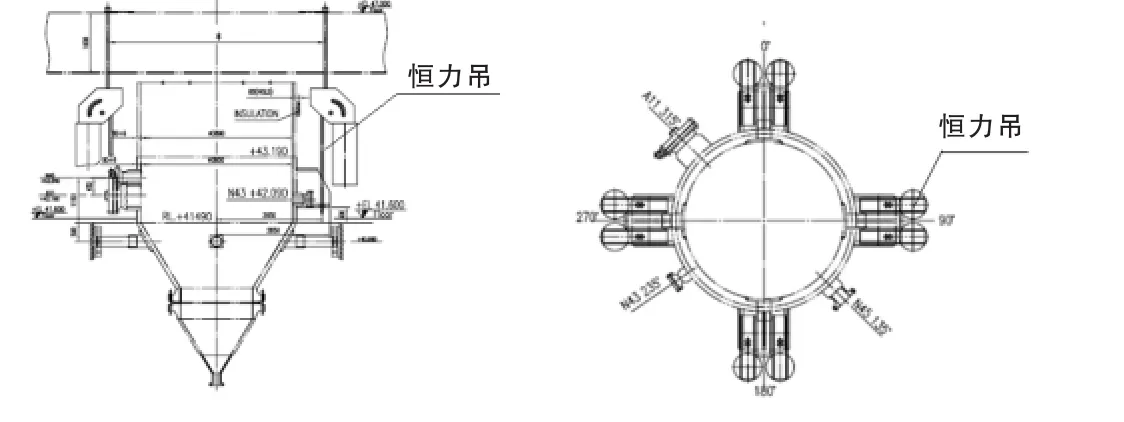
图5 恒力吊平面布置图
4.2.2.2 激冷罐的吊装
为了激冷罐安装方便,41.6m层钢结构需要先安装完毕,便于激冷罐的找正。激冷罐吊装选用400t履带吊做主吊,260t履带吊溜尾即可。
4.2.2.3 设备调整和测量基准规定
设备上的基准测点进行调整和测量基准规定如下:
(1)裙式支座的底面标高,应以基础上标高基准线为基准;
(2)设备的中心线位置,应以基础上的中心划线为基准;
(3)设备的方位,应以基础上距离设备最近的中心划线为基准;
(4)设备的铅垂度,应以设备两端部的测点(选取上下设备的中心点)为基准,用经纬仪进行垂直度找正,测量偏差不超过L/1000mm。如图6所示。
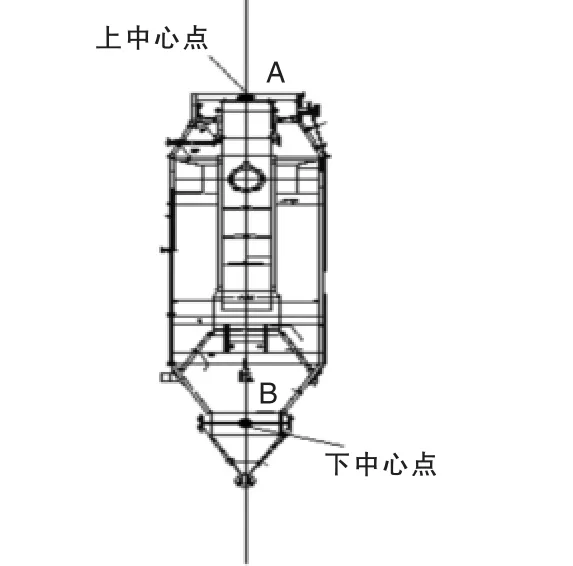
图6 设备垂直度找正示意图
4.2.2.4 设备找正
设备找正的补充测点,宜选在设备上端口或铅垂的轮廓面。
4.2.2.5 设备安装允许偏差
设备在找正、找平时,应在同一平面内互成直角的两个或两个以上的方向进行。同时,设备安装允许偏差均应符合表1的规定。
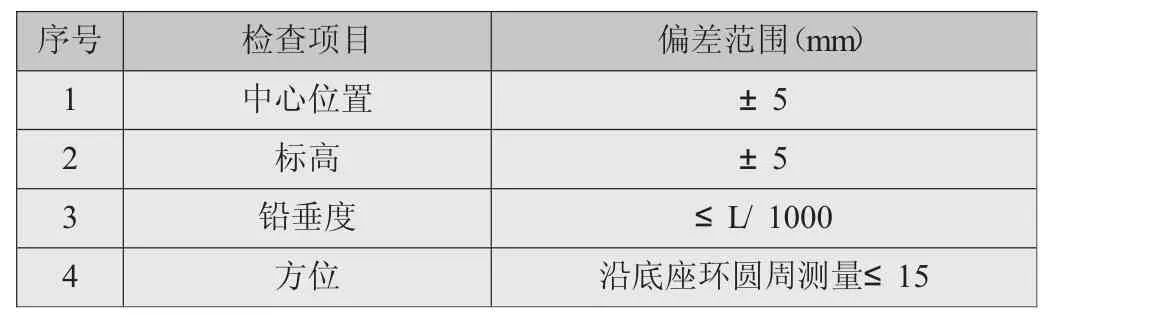
表1 设备安装允许偏差表
4.2.2.6 设备安装调整完毕后的注意事项
设备安装调整完毕后,应立即作好设备安装记录,并经检查监理单位验收签字。
4.2.2.7 恒力吊的安装
按照恒力吊的安装按图纸尺寸进行安装十分重要,此处需要强调:保证安装恒力吊时各个相同部位处的丝杆露出螺母的尺寸相同,这样才能保证每个恒力吊的受力情况基本相同。若遇到激冷罐由多数且对称的恒力吊支撑时,调整激冷罐的垂直度,则先要找到激冷罐偏差最大值对应的那个恒力吊。利用恒力吊的长度和相似三角形的原理计算出需要调整丝杆的长度(此为调整的最大值),再以此为中心,用递减的方式对两侧对称位置的恒力吊进行调整。
4.2.3 气化炉的安装4
.2.3.1垫铁的选则
垫铁的面积应根据设备负荷按式(1)计算。

式中:A——垫铁面积,mm2;
Q1——由设备重力加在该垫铁组的负荷,N;
Q2——由于地脚螺栓拧紧所分布在该组垫铁的压力,N,可取螺栓的许可抗拉力;
R——基础或地坪钢筋混凝土的单位面积抗压强度(MPa),可取钢筋混凝土的设计强度;
C——安全系数,宜取1.5~3。
但计算后的垫铁选用需考虑超过气化炉底座宽度的一半为宜。本工程设备选择200mm×100mm就可满足气化炉的安装需要,但实际选用平垫铁与斜垫铁规格为350mm×150mm。
4.2.3.2 标高和垂直度的调整
气化炉安装标高是EL35.00m;通过垫铁来调整标高和垂直度。用经纬仪进行垂直度找正,检测设备的外侧。每台使用32组垫铁(见图7),垫铁间中心间距为424mm。放置垫铁前,需将垫铁窝铲平。
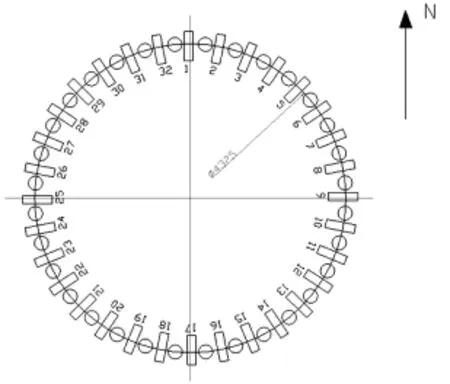
图7 垫铁布置图
4.2.3.3 定位模板的注意事项
气化炉基础有一定位模板同基础一起浇注的,把定位板清理干净并磨平焊缝,检查定位板水平度和标高,保证垫铁的水平度、标高并与定位板的接触面积。
4.2.3.4 气化炉吊装
使用1000t主吊,400t辅吊溜尾。1000t起钩直至400t摘钩,最后用1000t吊车把气化炉组件送至基础正上方,调整气化炉组件方位、回钩、就位。详见图8。
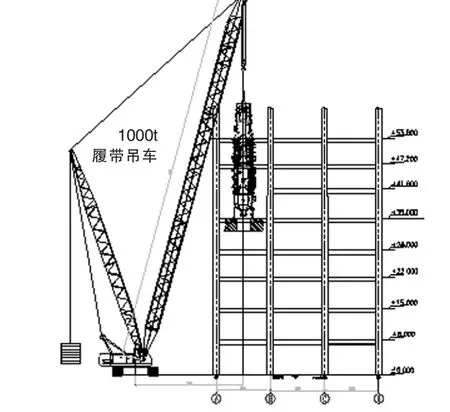
图8 汽化炉吊装就位示意图
4.2.3.5 设备调整和测量基准的规定
设备上的基准测点进行调整和测量的规定同激冷罐。
4.2.3.6 设备找正
设备找正的补充测点,宜在设备上端口或铅垂的轮廓面部位选择。
4.2.3.7 设备找平
设备的找正与找平应在同一平面内互成直角的两个或两个以上的方向进行。设备找平时,应根据要求用垫铁调整,不应用紧固或放松地脚螺栓及局部加压等方法进行调整。紧固地脚螺栓前后的设备允许偏差同前面提到的激冷罐安装允许偏差。
4.2.3.8 设备安装调整完毕后的注意事项
设备安装调整完毕后,应立即作好设备安装记录,并经检查由监理单位验收签字。气化炉经初步找正、最终找正、对垫铁进行点焊后,方可进行二次灌浆层的灌浆工作(所用混凝土标号比原基础高一级);达到养生期后再进行地脚螺栓紧固工作。
4.2.4 输气管加返回室的安装
4.2.4.1 吊装前准备
(1)对于组对好的输气管加返回室构件尺寸进行实物测量并做好记录,如图9所示。
(2)吊装前,在保证气化炉与激冷罐的垂直度的条件下,分别检查两个设备组对的上端口的水平度。并测量两者间的实际值。核实其尺寸与弯管和返回室的高度差是否一致。如图10所示。
4.2.4.2 吊装
输气管和返回室组装完毕后的形状类似“入”字形,它的吊装(尤其绳扣的绑扎方式)十分重要,关系到两道“黄金焊缝”能否成功组对。
输气管加返回室的吊装用1000t履带吊主吊,260t履带吊配合。步骤如下:
(1)将输气管和返回室平躺在地面上(返回室躺在回填平整的细沙上),260t吊车捆绑好吊点,受力使输气管旋转90°,并且使受力点朝正上方;
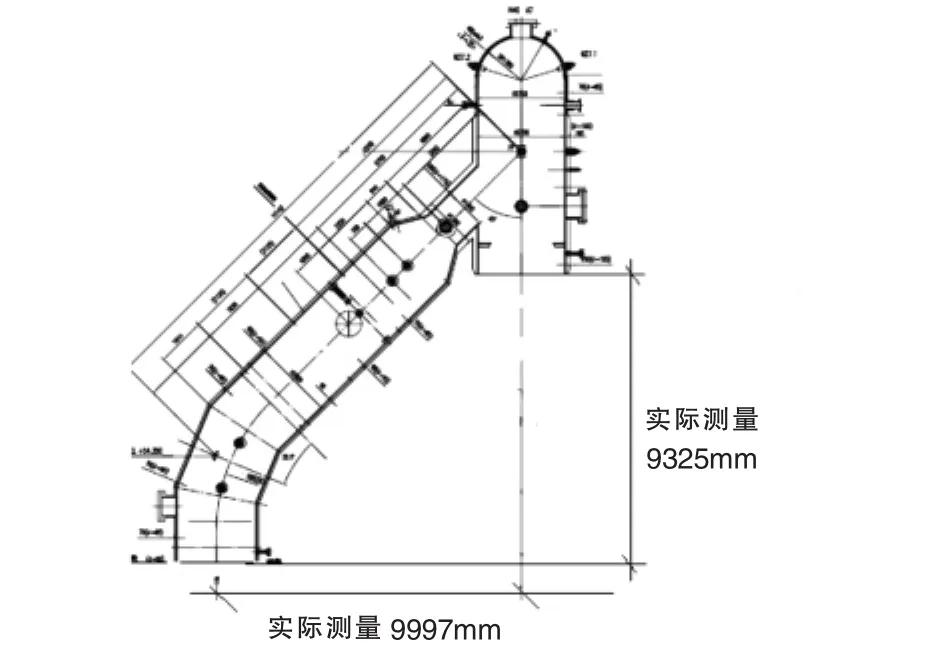
图9 实测输气管与返回室焊接后的中心距和两端口间的高度差
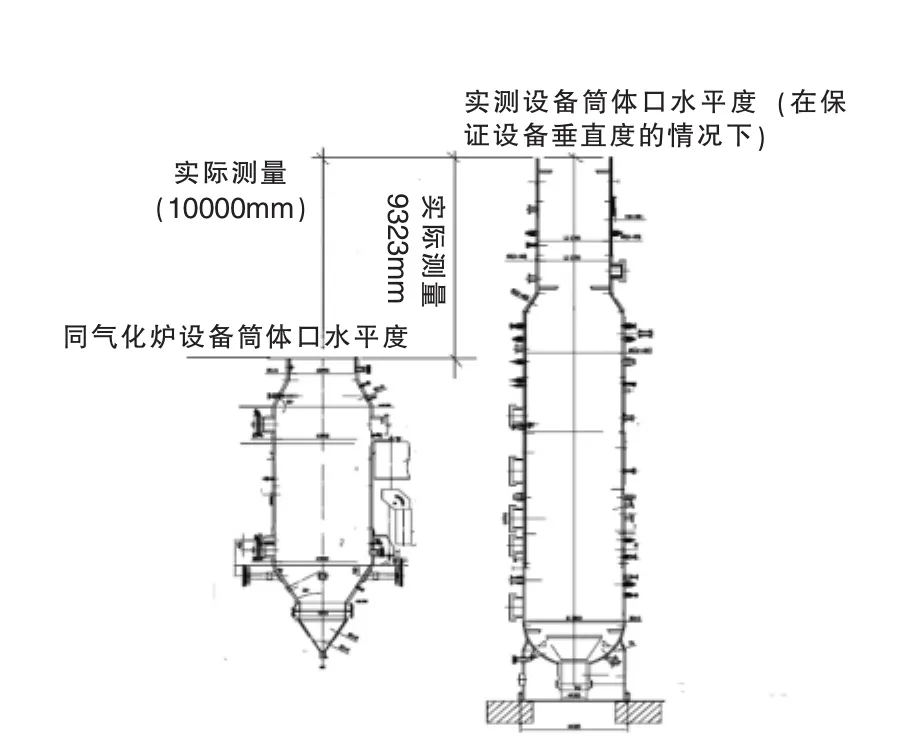
图10 实测气化炉与激冷罐的中心距和两端口间的高度差
(2)1000t吊车起钩、受力,260t吊车配合,使返回室旋转90°,达到返回室垂直地面;
(3)260t吊车脱钩,脱钩时调整滑轮组,使返回室达到完全垂直状态。最后进入吊装对口阶段。如图11所示。
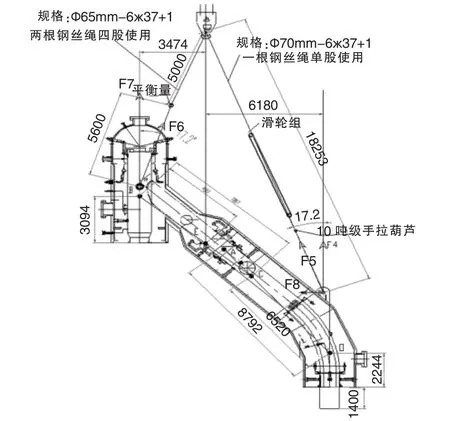
图11 输气管加返回室吊装示意图
此处需要强调:在绑扎滑轮组时(即图11中F5的受力位置),在上面必须绑扎上1根10t手拉葫芦(图12、图13),它的作用就是在组对两道黄金焊缝时,焊口间隙可以在一个方向上微调。本工程在东西方向可以调整,因为气化炉和激冷罐为东西方向布置。
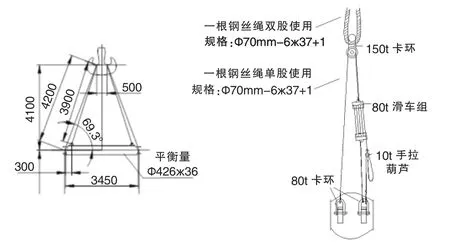
图12 抗拉强度σ=200kgf/mm2图13输气管绳扣布置详图
4.2.5 黄金焊缝组对
(1)在完成上述所有工作后,按照图11的方式进行吊装,缓慢回钩。两道组对焊缝在距离100mm左右时停止回钩。用直尺靠设备边缘,对焊口错边指挥吊车进行调整。
(2)再用直尺分别对口的焊缝间距进行测量并记录。确定焊缝有没有一边大一边小的现象(一般情况是吊装设备的垂直度出现问题)。若出现东西方向垂直度偏差,则通过输气管加返回室上设置的10t手拉葫芦进行调整;若出现南北方向垂直度偏差(绑扎滑轮组时受力不均或两边绳扣不等长会出现这种问题),则在焊缝偏小一边放一根扁铁(厚度约10mm),缓慢回钩,使扁铁稍稍受力(10t力左右),通过输气管加返回室的自重对南北方向垂直度偏差进行调整;吊起再测量,若还有偏差,则再用此方法调整几次,直至合格为止。最终保证对口间隙与错边量要符合设备制造的要求。
(3) 在进行(1)条和(2)条工作的同时,需要在59m层上架设一台经纬仪,随时观测,保证输气管加返回室段的垂直度不超标,铅垂度不超过10mm。
(4)在保证垂直度的条件下,组对好焊口。在设备一周外侧均匀焊接上6~10个楔子临时固定设备,防止对好的焊口移动。
(5)回落设备,使对口间隙符合设备制造的要求后,进行点焊固定。
(6)在全面焊接前,用经纬仪或吊钢丝法对WHG炉整体垂直度再进行检测。合格后,才可焊接。
4.2.6 黄金焊缝焊接
(1)WHG煤气化炉的黄金焊缝板材材质均为14Cr1MoR。
(2)焊接防风防雨棚设置,采用彩钢瓦与防雨帆布配合使用。要求坚固、严密,切实达到防风防雨要求。符合焊缝24h不间断施工条件,充分考虑大风、暴雨等恶略天气因素。防护棚设置完成后,进行焊缝整体预热,预热温度150℃,采用电加热器形式。预热温度采用红外线测温仪进行实测,并做好记录。预热工作要有专人专管,确保焊缝温度,预热温度达到均衡后方可开始焊接。详见图14。

图14 黄金焊缝焊接防护棚设置
(3)黄金焊缝的焊接,采用全方位手工焊形式。先焊接完成内部(底层采用全氩弧焊,使用TGS-1CM/Φ2.4的焊丝),再进行外部清根。清根完成后进行焊缝消氢处理(消氢温度340~390℃),对焊缝清根部位进行100%PT检测,确认无缺陷后继续预热焊缝,再开始施焊外部焊缝,直至焊接完成(外部焊缝为电焊,使用CMA-96/Φ3.2和CMA-96/Φ4.0焊条,包括填充层和面层)。焊接完成用TOFD检测合格后即可。
注意:要求在焊接过程中24h不间断施焊,焊接人员2人一组倒班制。
两道黄金焊缝接头型式如图15、图16所示。
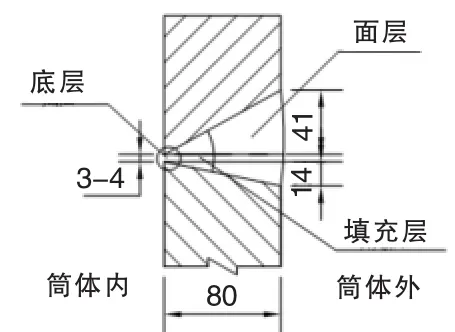
图15 输气弯管和激冷罐的接头型式
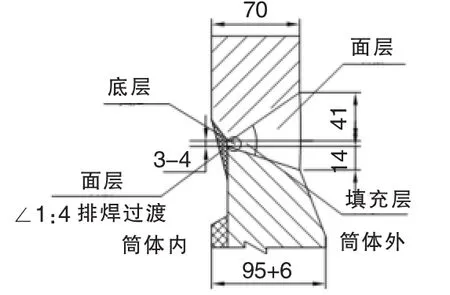
图16 返回室和气化炉的接头型式
(4)采用偶数对称方位焊法,电流电压控制在规范内,并采用多层多道焊。焊接过程中,注意层间温度的控制,并且质检人员要全程监控,并做好施焊记录、层间温度记录和预热温度记录等。
4.2.7 黄金焊缝的热处理
(1)根据式(2)计算加热带宽度(加热器环绕的宽度),并将延伸到整个环绕带。

式中:R——壳体内半径,mm;
T——壳体厚度,mm。
(2)在焊缝中心位置安装3对热电偶,在水平轴方向壳体外壁安装2支,互成 180°;在垂直轴方向安装 2对,内外壁对应布置且互成180°。 在距焊缝中心每侧200mm位置,在水平轴方向安装2对,内外壁对应布置且互成180°;在垂直轴方向壳体内壁加热带边缘安装2支,互成180°。在距焊缝中心每侧760mm加热带边缘至少安装3对热电偶,互成 120°,内外壁对应布置,监视焊缝温度梯度。在热处理任何时间,保证加热带的边缘温度不低于焊缝中心处温度的一半。如图17所示。

图17 焊缝电加热示意图
(3)采用履带式加热器,在长度方向可以弯曲。加热器紧贴焊缝金属表面,严禁重叠。加热器的布置应尽量环绕整个加热区域。
(4)壳体外面的加热器用钢带固定。因在壳体上有接管和附件的位置,使加热器的敷设受到影响,可以减少其加热宽度。
(5)保温工作要在热电偶和加热器布置完毕后进行,保温时不要移动热电偶和加热器的位置。保温材料采用陶瓷纤维针刺毯,密度为128kg/m3,规格为 7000mm×600mm×30mm,保温厚度为 60~90mm。保温材料保持干燥,不得受潮。保温棉同一层之间要有 50mm 的搭接,层与层之间的缝隙要错开,保温材料之间的缝隙要严实。
(6)热处理过程中要保证各保温层不能松动脱落,第一层用 16# 铁丝将保温棉固定在工件上,并用10#铁丝拉紧缝合,外部用钢带在保温棉宽度3个位置处固定补强。
(7)在加热区域的接管、附件部位要做好保温,加热期间所有接管开口要用保温棉封闭,以防止加热时温度梯度过大造成对壳体热处理质量的危害,并减少热量的损失。
(8)保温宽度(保温棉覆盖处)是加热宽度的2倍,并将延伸到整个环绕带。
黄金焊缝焊后热处理现场图见图18。
5 结语
实践证明,通过使用本施工方法,能够有效避免返工现象,具有WHG煤气化炉安装的指导作用。3台WHG煤气化炉安装取得了良好的质量效果:

图18 黄金焊缝焊后热处理
(1)现场在组对6道黄金焊缝前,按本方法将激冷罐与气化炉中心距和输气弯管加返回室的中心距提前测量并微量调整后,再进行组对焊缝,均一次性完成,未出现打磨设备组对筒体的现场,从而节约了大量时间。
(2)3台WHG煤气化炉安装过程中,所有质量控制点、关键部位和关键工序的检查项目,均一次性检验合格。
(3)在后期由业主组织的,监理、设计、设备制造厂及施工单位共同参加的整体设备验收工作,也全部合格。
(4)安装过程中所有质量控制点、关键部位和关键工序检查项目均一次性检验合格,整体设备联合验收全部合格。其安装质量受到了业主和监理单位的一致好评。
猜你喜欢
氮肥与合成气(2022年10期)2022-12-14
云南化工(2022年8期)2022-12-06
氮肥与合成气(2022年2期)2022-11-27
能源工程(2022年2期)2022-05-23
科学养鱼(2021年10期)2021-11-10
安徽建筑(2020年8期)2020-08-28
数码世界(2019年8期)2019-08-15
投资者报(2017年18期)2017-05-13
汽车与安全(2016年5期)2016-12-01
城市建设理论研究(2014年11期)2014-04-21