量块比较仪检定装置的分析与探讨
2020-09-01 08:35魏峻
仪器仪表用户 2020年9期
魏 峻
(上海市宝山区计量质量检测所,上海 200940)
《JJG146-2011 量块检定规程》和《JJF 1304-2011 量块比较仪校准规范》对量块计量做了详细地阐述,量块比较仪包括机械部分(传感器支架)和电气部分(长度传感器、数显仪表和PC),自动化应用量块比较仪可以提高校准效率,提高长度计量的准确度[1]。

图1 量块比较仪传感器示意图Fig.1 Schematic diagram of gauge block comparator sensor
1 传感器安装及调整
量块比较仪传感器如图1 所示,主要由线缆、电气罩、测头体、限程螺管、测帽紧钉和接触元件总成几部分构成。首先,松开传感器底部的限程螺管,使传感器在自由状态下的压缩量至-10%。查看传感器的机械行程的最高点,也就是用手提起测帽,用“普通测量”菜单查看压缩的百分比的最大数。传感器的有效量程在程序中被定义为0%~100%,是在校准工作时可使用的范围。超出这个范围,是没有刻度的,计算机将无法正确读数。调整工作台,使主工作台的最高点与测头的最高点对应,锁紧工作台的各个紧钉,仪器的传感器调整完成以后,在正常使用前,仪器需要2 个小时左右的稳定时间,以满足稳定性要求[2]。
2 初始化校准
2.1 软件安装
量块比较仪校准装置的上位机软件包括通信线缆USB驱动安装和量块测量软件安装两部分。在安装并进入量块仪软件之后,点击维护设置以后,在与分机通信串口号中填写对应的COM 号,然后退出软件。重新进入量块比较仪软件,判断上位机软件与传感器是否连接正常,才可以进行后面的工作[3]。
2.2 仪器校准
量块比较仪的校准是使用两块较高等级的量块之间的实际长度差作为标准,与仪器的刻度比较,从而得到仪器与标准的差异,然后把差异写入计算机。这样,在以后检定量块的过程中,计算机就可以自动修正检定结果,而不需要人为地调整仪器的硬件部分。准备两个标准量块(在计量校准有效期内),记录标称长度和修正值,然后这两块量块的长度差最好是量块比较仪量程的90%。比如,仪器的量程是100μm,则可选用1mm 和1.09mm 的两块量块。计算出两块量块的实际长度差,例如:(1.09mm+0.03μm)-(1mm-0.02μm)=90.05μm。进入量块软件,选择菜单维护--设置页,并把量块的实际长度差值填写至校刻度的标准位移值[4]。
2.3 校准采样
进入菜单维护中的校准测头采样,将尺寸较大的量块压在测头下,调整工作台使测头的压缩量到95%左右。固定工作台后,将尺寸较小的量块换到测头下,检查测头的压缩读值是否在5%左右。根据提示,先对较小的量块进行采样。自由状态下,测头的压缩读值为-10%左右,测头的有效量程是0%~100%,进行校准使用时不能超出此区间,点击右侧空白处作为采样确认区。当测头与量块接触稳定后,鼠标在此处左键点击,即为采样确认。当左侧的“小红点”移动到“标准高量块”的方块中时,再进行换量块的工作。进行上述初始化校准操作之后,进入维护菜单,点击“把校准参数写入”,即完成了量块比较仪的初始化校准操作[5]。
2.4 检查校准
进入上位机软件的测量菜单中的普通比较测量,点击“开始”按钮,对校准时使用的两块量块再进行一次测量。把小量块放在测头下,按“清零”按钮。换大量块在测头下,直接可读取测量结果,完成后按“退出”按钮,并人工检查测量结果是否与计算出的两块量块的实际长度差相近。在仪器的正常使用中,测量结果的误差不应超过实际长度差的±5‰。如果超过这个范围,则此量块比较仪不能使用,必需进行校准。比如,若量块的实际长度差为90.05μm,则测量误差的范围不应超过:90.05×(±0.005)=±0.45μm。也就是说,测量结果应在90.5μm ~89.6μm之间。

图2 对低量块校准采样软件界面图Fig.2 The interface diagram of the sampling software for low-gauge block calibration
3 量块检定
3.1 创建量块模板
在工作目录中,校准软件中自带了一些常用的标准套量块文件。如:83 块组、20 块组等模板。在初次建立标准文件时,除了套用这些模板的格式,也可以创建自己的量块模板文件。在文件菜单中,点击打开“一个需要的模板文件”并双击选取,在文件菜单中点击“另存为”,并在文件名称栏中填写一个自己好找、好用的文件名,然后点击“保存”按钮,这样标准量块的自定义模板文件就建立并保存在计算机中了,方便以后随时调用。在量块检定的过程中,被测量块与标准量块是一一对应的。所以可利用已经建立的标准量块的文件来建立将要检定的被测量块的文件,通过“文件--打开”菜单,打开一个与被测对应的标准量块文件。选择菜单“指定文件--指定为标准”[6,7]。此时,量块比较仪校准软件会准备好,把当前的这个文件使用到以后的工作中。点击“确定”。
校准软件在原来的空白文件中,自动写入刚才“指定”的标准文件的全部信息。包括:量块的块数、标称长度、标准修正值等,而且还预留了很多空格,为了将来的检定数据和结果。选择“操作量块文件--录入表头数据”,虽然软件已经自动填写了部分表头项目,但如“产品号”等被测量块的特定信息,还是需要检测人员填写。
3.2 日常检定

图3 指定量块标准文件软件界面图(a)Fig.3 The interface diagram of the standard file software for the specified gauge block(a)

图4 指定量块标准文件软件界面图(b)Fig.4 The interface diagram of the standard file software for the specified gauge block(b)
屏幕左侧有一个小红点,它代表测头。红点在第一个方块上,代表应把标准块放在测头下。屏幕左侧第一个方块代表“标准量块”,第二个方块代表“被测量块”,在第三个方块的周围将用于显示测量的结果。屏幕右侧的圆形指示盘是个模拟显示,它的刻度上没有实际值,不需要人工读数,只检查测头与量块是否接触稳定就行了。圆盘下的绿色百分数,显示的是传感器的压缩量。10%~90%是使用范围,在使用中不可压缩测头超过100%的量程上限。如果测头没有接触到量块,传感器没有压缩时,就会显示一个负百分比,并提示“下出界”。左侧第一个方块提示“公称长度=1”,即现在应放公称长度为1mm 的标准量块在测头下面。此外,在屏幕右侧的空白处用于量块采样时的“确认”,用鼠标每点击一次代表对一个测量点的确认。在屏幕左侧的上面三分之一处,用鼠标每点击一次,代表选择上一块量块;而下面三分之一处用鼠标每点击一次,代表选择下一块量块。也就是可以重复测量已测过的,也可以跳过某些块不测[8-10]。
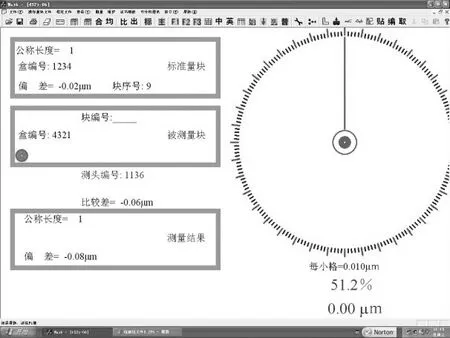
图5 指定量块标准文件软件界面图(c)Fig.5 The interface diagram of the standard file software for designated gauge blocks(c)
把量块放在测头下,并调整工作台使传感器压缩到10%~90%之间,锁紧工作台。敲打拨叉,使测头与量块接触实。鼠标左键在屏幕右侧空白处单击一下,对标准量块的采样确认。小红点移动到第二个方块中心,这时,跟随红点,放被测量块到测头下,敲打拨叉,使测头与量块接触实。在屏幕右侧空白处单击一下,对被测量块中心点的采样确认。跟随红点,对量块的A 点进行打稳、采样。每次采样后,小红点移动到下一点。跟随红点,对量块的B、C、D 点逐一进行测量、采样,测量值会逐一写到第3个方块周围。标准1 个点、被测5 个点,一对量块全部采样完成时,第3 个方块旁会出现全部测量数据及量块的检定结果。同时,校准软件自动引导对下一对量块进行测量,方法同上。量块的采样全部完成后,在退出窗口前,要进行保存工作。
4 结论
本文介绍了量块比较仪检定装置的传感器安装调整,上位机检定软件初始化校准和被测量块的日常检定操作。装置采用比较法实现标准量块和被测量块的计量操作,应用高位和低位两个量块的差值作为软件的初始化标准值,对被测量块进行智能化检定。装置将测量数据保存至用户自己设计的量块模板中,完成检定数据计算和结论判断。经应用测试,量块比较仪检定装置实现了量块的自动化检定,提高了操作效率,保证了检定计量的准确性。
猜你喜欢
小学生学习指导(低年级)(2022年9期)2022-10-08
纺织科学研究(2021年1期)2021-12-03
数学小灵通·3-4年级(2021年5期)2021-07-16
小学生学习指导(低年级)(2020年10期)2020-11-26
数学小灵通(1-2年级)(2020年9期)2020-10-27
科普童话·学霸日记(2020年4期)2020-05-06
电子制作(2019年22期)2020-01-14
传媒评论(2019年5期)2019-08-30
时代英语·高一(2019年1期)2019-03-13
作文大王·低年级(2017年11期)2017-12-05