
激光切割辅助气体参数对切割质量影响的仿真分析
2020-08-25 02:06:46宋园园张晓友
机械工程与自动化 2020年4期
张 一,李 强,佟 玲,宋园园,张晓友,2,孙 凤
(1.沈阳工业大学 机械工程学院,辽宁 沈阳 110870;2.日本工业大学 机械工程系,日本 东京 345-8501)
0 引言
激光切割是一种利用激光束产生的高能量使材料熔化或者汽化,再经过辅助气体对熔化或者汽化的部分进行吹除,从而形成完整切割过程的一种加工方式[1]。随着工业加工技术的不断发展,激光切割技术具有的高精度、高切割质量、高速度、高可控性以及无接触加工、噪声小、无污染等优点使其在加工技术中成为不可或缺的一部分[2]。激光切割过程是非常复杂的,在加工之前需要对许多参数进行设置,每一种参数的设置都将影响到切割质量,因此分析切割参数对切割质量的影响至关重要。
近年来,许多学者用实验的方式来研究切割参数对切割质量的影响。Stournaras、Mullick等分析了激光功率、扫描速度、脉动频率、激光焦点和气体压力等加工参数对激光加工切割质量的影响,通过测量切缝宽度、边缘粗糙度和热影响区的大小来评价激光切割的切割量[3-4]。葛亚琼等对加工AZ31B镁合金时采用激光切割加工技术的优点进行了实验研究[5]。陈继民等通过实验验证了改变激光光源入射角可以提高激光切割质量,当超过一定的角度后无法完成切割[6]。叶圣麟、郭健等对激光切割的温度场进行了模拟,模拟的温度场可以应用在实际切割过程中,避免参数设置偏差过大影响切割质量[7-8]。
本文对激光切割过程中辅助气体参数的设置进行了仿真分析。首先建立了激光切割过程有限元二维模型,其次通过改变辅助气体种类以及离轴量、压强等气体参数得到不同情况下的辅助气体速度云图,通过速度云图分析辅助气体参数对激光切割质量的影响。
1 有限元模型
1.1 有限元模型的建立
激光切割过程中多相流之间的相互作用导致切割过程复杂,为确保激光切割有限元模拟仿真的顺利进行,在不影响仿真结果准确的前提下在激光切割有限元模型建立的过程中进行以下简化:假设切缝内切割前沿的形状呈直线型;辅助气体物理特性参数为常数;离轴式激光切割过程中只需调整喷嘴位置,保持被切割材料位置不变,以此来调整离轴量。
图1为激光切割的有限元模型。模型上方为激光切割机喷嘴部分,喷嘴入口直径为9 mm,纵深为14.4 mm,喷嘴出口处直径为3 mm,锥度为30°,喷嘴与工件之间的距离为1 mm,被切割材料为2 mm厚度石蜡板。
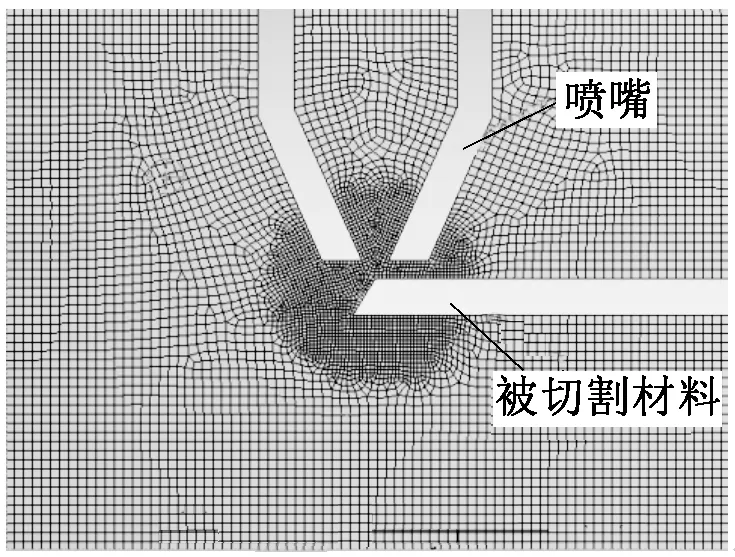
图1 激光切割的有限元模型
1.2 激光切割仿真参数设定
激光高能量所熔化的熔融物被高压辅助气体从切缝内吹除,为避免氧化还原反应,这一过程选用氮气和氩气两种惰性气体进行气流场模拟仿真,氮气和氩气物理参数见表1。
将有限元模型压力入口设定在喷嘴上口,其余设置为压力出口如石蜡板切缝处及其上下表面。四周壁面均设置为无滑移壁面,切缝内切割前沿采用流固耦合边界条件。
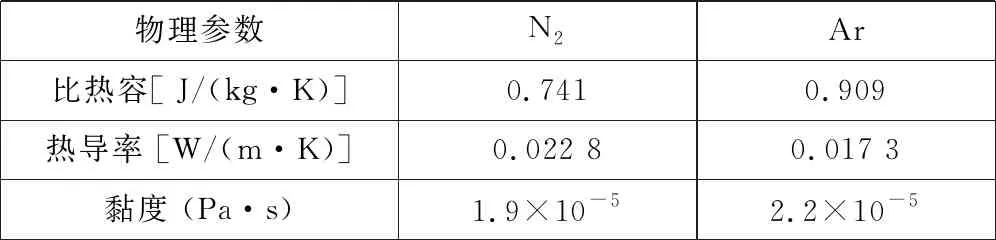
表1 氮气和氢气的物理参数
2 辅助气体流场模拟分析
2.1 多种类辅助气体流场模拟分析
为研究辅助气体种类对切割质量的影响,模拟分析在辅助气体压强为0.3 MPa、切割速度为0.04 m/s、同轴时,分别采用氩气和氮气作为切割辅助气体吹除切缝内熔融物的气流场运动分布。图2、图3分别为氮气和氩气作为辅助气体的速度云图。
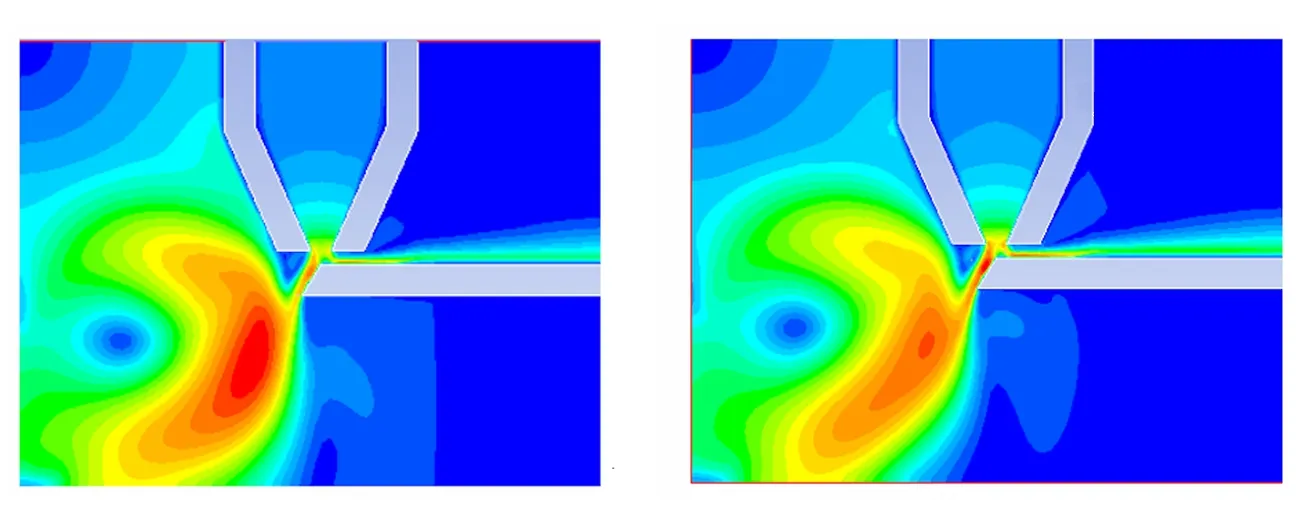
图2 0.3 MPa氮气速度云图 图3 0.3 MPa氩气速度云图
不同辅助气体速度对比如图4所示,沿着切割前沿方向向下,辅助气体速度逐渐减小。从图4中可以看到,氩气作为辅助气体时切割前沿辅助气体气流场速度高于氮气,这是由一定压强下辅助气体物理密度和黏度特性所决定的。
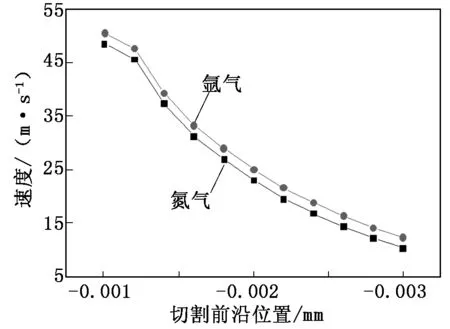
图4 不同种类辅助气体速度对比
2.2 多压强辅助气体流场模拟分析
为研究辅助气体压强对激光切割质量的影响,建立了有限元模型进行仿真分析。模拟分析选用辅助气体压强为1 MPa~3 MPa,切割速度为0.04 m/s,同轴时,氮气作为切割辅助气体吹除切缝内熔融物的流场运动分布。图5、图6、图7分别为压强1 MPa、2 MPa、3 MPa同轴下,氮气作为辅助气体的速度云图。
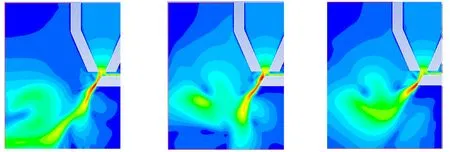
图5 1 MPa同轴式辅助气体速度 图6 2 MPa同轴式辅助气体速度 图7 3 MPa 同轴式辅助气体速度
不同压强下,切割前沿近壁面出现了不同的辅助气体运动速度,如图8所示。由图8可知:当辅助气体压强从1 MPa升至2 MPa时,辅助气体在切缝内切割前沿的速度有所增加;当辅助气体压强逐渐增加至3 MPa时,切缝内辅助气体在切割前沿的速度出现下降的现象。这是由于随着压强的逐步增大,进入切缝内气体速度随之增大,当气体压强增大到一定临界值时高压辅助气体出现激波现象,导致进入切缝内的气体速度下降。
2.3 离轴式激光切割辅助气体流场模拟分析
在激光切割辅助气体参数中对离轴量参数的研究少之又少,适当地调节离轴量可以提高激光切割质量。在有限元模型中,通过对喷嘴中心线向切缝内侧平移的方式实现离轴量的调整。图9、图10、图11分别为0.5 MPa压强下,切割速度为0.04 m/s,辅助气体为氮气,同轴式激光切割和离轴量分别为0.36 mm、
0.72 mm离轴式激光切割辅助气体的速度云图。
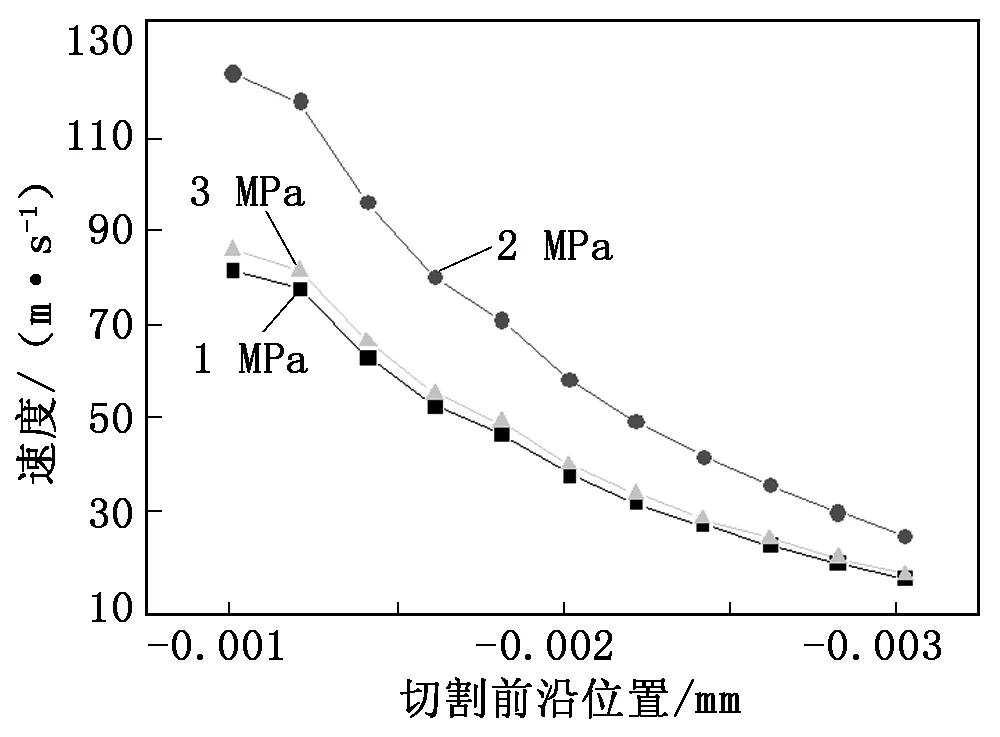
图8 不同压强辅助气体速度对比
不同离轴量辅助气体速度对比如图12所示,不同离轴量条件下切割前沿近壁面上出现了不同的辅助气体运动速度。从图12中可以看出:离轴量达到0.36 mm时离轴式激光切割近壁面辅助气体的速度明显高于同轴式激光切割的辅助气体速度;当离轴量达到0.72 mm时切缝内近壁面辅助气体中心线上部的气体速度出现下降的趋势,这是因为当辅助气体中心线向切缝内偏移时切缝内部的气流量增多,切缝前沿的气体流速增大,而离轴量的持续增加会使辅助气体中心逐渐移出切割前沿,反而减小了辅助气体的作用力导致切割质量出现下降。因此离轴量的参数设置存在一定范围,离轴量过大时会导致切割质量降低。

图9 同轴式辅助气体速度 图10 0.36 mm离轴式辅助气体速度 图11 0.72 mm离轴式辅助气体速度
3 结论
将激光切割过程有限元模型简化为二维模型,以模拟仿真辅助气体速度云图为基础,分析了辅助气体离轴量、压强和种类等对辅助气体气流场速度的影响。仿真结果表明:辅助气体参数的设置严重影响着激光切割质量,在实际生产过程中应合理地设置辅助气体参数,以提高激光切割的切割质量。
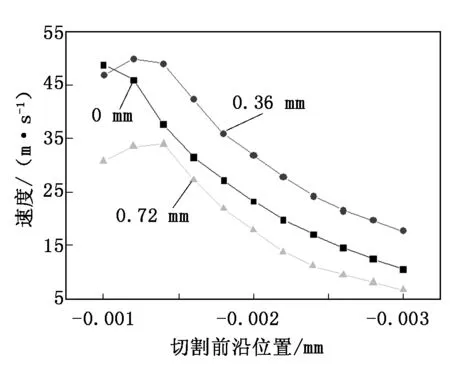
图12 不同离轴量辅助气体速度对比
猜你喜欢
工程爆破(2020年6期)2021-01-05 10:27:40
盐科学与化工(2019年7期)2019-08-05 11:48:14
制造技术与机床(2018年12期)2018-12-23 02:41:10
电子测试(2018年22期)2018-12-19 05:12:14
制造技术与机床(2017年3期)2017-06-23 08:11:39
汽车文摘(2016年5期)2016-12-06 20:43:17
当代化工研究(2016年5期)2016-03-20 16:21:32
天然气勘探与开发(2015年1期)2015-02-28 17:00:44
中国水利(2015年9期)2015-02-28 15:13:25
海军航空大学学报(2015年4期)2015-02-27 13:45:53
