
汽车定量装车控制系统的设计及应用
2020-08-23 07:37李智
当代化工 2020年7期

摘 要:成品油的装车外运是石油化工销售的一个重要环节。以抚顺石化公司新建项目为例,根据该企业汽油及柴油产品的总体销售规划及生产能力,确定了合理的汽柴油装车流程。根据工艺流程,对当前主流的定量装车系统的设计方案进行比选,对定量装车系统的结构、现场仪表的组成以及配套设备的选择进行了介绍。该系统主要是为了提高装车的效率、保证发货精度、保障装车作业的安全、降低人工成本,并最大限度地减少人为因素引发的各种事故,以保障使用方的财产以及人员的安全。
关 键 词:定量装车;自动控制;批量控制器;自动化门禁系统
中图分类号:TH865 文献标识码: A 文章编号: 1671-0460(2020)07-1548-04
Design and Application of Control System for
Quantitative Vehicle Loading
LI Zhi
(CNPC Northeast Refining & Chemical Engineering Co., Ltd., Shenyang Company, Shenyang Liaoning 110167, China)
Abstract: Loading and transportation of refined oil is an important link of chemical sales. In this paper, taking a new project of Fushun petrochemical company as an example, a reasonable gasoline and diesel loading process was determined based on the company's overall sales planning and production capacity of gasoline and diesel products. According to the production technological process, current mainstream quantitative loading system designs were compared and selected, the structure of the quantitative loading system was introduced as well as the composition of field instruments and the selection of supporting equipment. The main purpose of the system is to improve the efficiency of loading, guarantee the delivery accuracy, ensure the safety of loading operations, reduce labor costs, and minimize various accidents caused by human factors to protect the safety of loading system users staff and property.
Key words: Quantitative loading; Automatic control; Batch controller; Automatic entrance guard system
近年来,随着经济的迅速发展,我国对于成品油的供需关系产生了新的变化,这使得汽油及柴油的装车任务愈发繁重了。以往的人工装车方式既耗时耗力又易出现因人工操作疏忽而造成的财产损失。因此,如何有效地提高汽车装车的效率成为人们关注的问题。随着计算机技术的不断发展,定量装车系统已经成为外运生产过程中的核心部分,其控制方案的合理性及相关配套自控设备的选用将直接影响到石油化工企业的整体效益。本文以抚顺石化公司新建成品油输转设施工程定量装车系统的设计为例,对汽车定量装车系统的设计及应用进行探讨[1]。
1 設计方案
1.1 装置的规模与组成
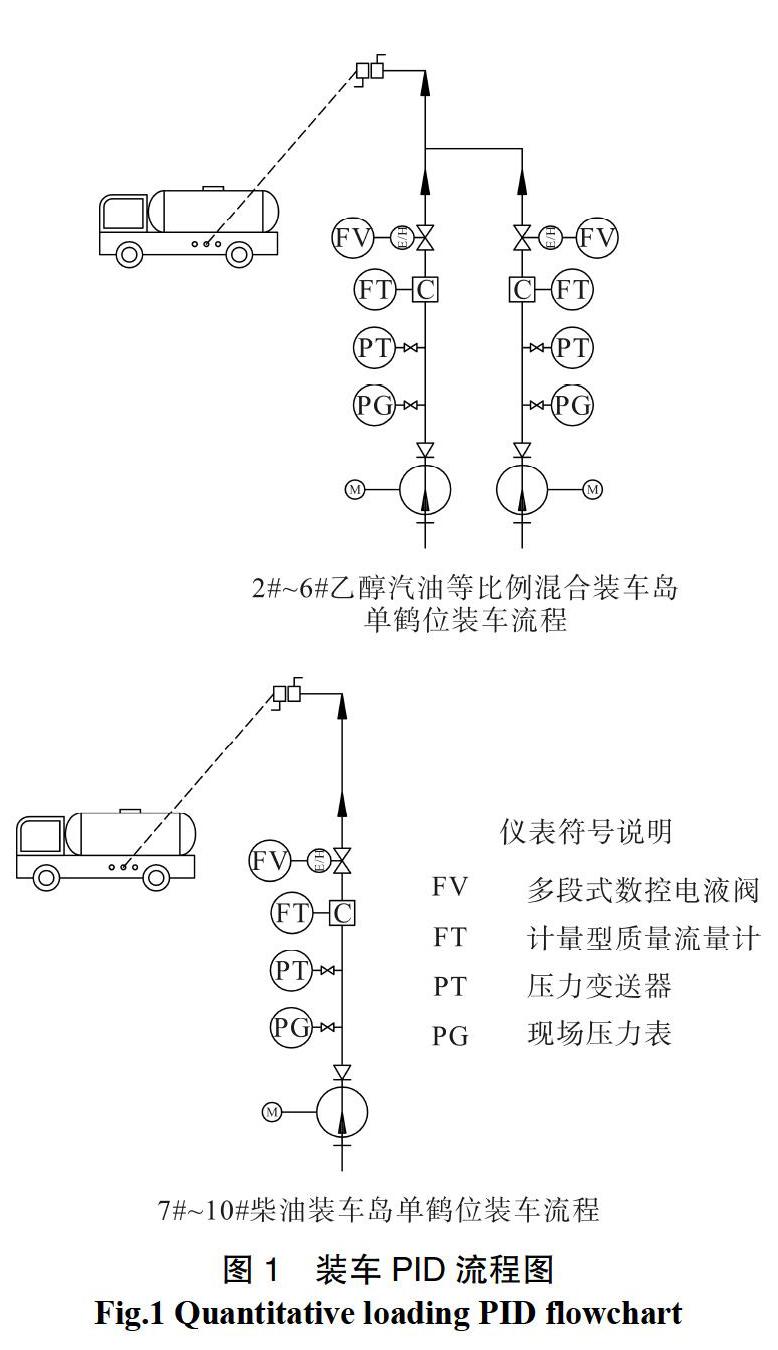
抚顺石化公司新建成品油输转设施工程共设有9座装车岛,其中2#-6#为乙醇汽油等比例混合装车岛,7#-10#为0#柴油装车岛。为了防止油品的挥发造成安全隐患及财产的损失、提高装车的效率,每座装车岛在单侧共设置3个鹤位,其中包括2个装车鹤位和1个油气回收鹤位。
为了提高装车过程的自动化程度并降低人员成本,本项目的汽车定量装车系统设计共包括3大部分:上位计算机操作系统部分、现场仪表控制部分及门禁系统部分。
1.2 工艺技术方案及装车流程
1.2.1 工艺技术方案
目前装车方式分为两种:泵送装车方式和高架罐装车方式。
泵送装车方式:储罐中的油品通过油品管线进入装车泵进行升压,当压力上升至额定压力后打开装车阀,经计量流量计后装入油车内。
高架罐装车方式:储罐中的油品通过油品管线进入装车泵进行升压,升压后的油品进入高架罐,利用高架罐与油车舱内的压差自流至油车内。
由于泵送装车方式投资低、管理简单、易于维护,因此本项目采用泵送装车方式,装车工艺流程详见图1[2]。
1.2.2 装车流程
首先装车管理员在Oracle数据库可下载提取当地的付油指令订单,订单中详细列出了油车及司机信息。司机应持提货单及相关证件空车驶入停车场内。
司机应先在营业大厅的自助排队终端机处录入相应信息进行排队叫号。装车管理员对司机持有的提货单及相关证件在付油指令订单中进行审核确认后将写有装车信息的一卡通IC卡发放至司机手中,司机可凭IC卡完成一整套连贯的装车流程。
空车在进厂之前应在入口处进行安全检查,此环节是为了保证油车内置的溢油静电保护装置是否有效以及司机身份的二次核实。
检查后司机应根据车辆排队叫号的信息将空车驶入指定油岛,接入鹤管及防静电溢油保护装置。司机在批量控制器上刷IC卡后,批量控制器将自动读取装车信息并可一键自动装油。当司机在批量控制器的控制面板上启动确认装车后,将启动装车泵对管网进行加压。当装车泵后的压力变送器的读数达到设定值后,将对多段电液阀进行开启控制。批量控制器会根据质量流量计的累计数值对电液阀进行多段式开度调整,当达到预装量时,批量控制器将自动关闭装车泵及电液阀。在装车完毕后司机应将鹤管及防静电溢油保护装置归位。
最后,司机应在营业大厅打印出库单及结算票据。当装满油的车辆行驶至出口时,门禁系统将回收IC卡,并识别车号自动开启出口大门。装车流程详见图2[3]。
2 定量装车控制系统
2.1 定量装车系统结构
针对汽车定量装车系统,现阶段的主流设计方式有两种:集中型定量装车系统和分布型定量装车系统。
2.1.1 集中型定量装车系统
集中型定量装车系统以一套PLC控制系统为主体,装车岛内的所有现场设备的控制信号均引入PLC系统进行统一调控。
由于现场设备信号需全部接入控制室内,因此此种设计方案在鹤位数量较多时才会显现出优势。
2.1.2 分布型定量裝车系统
分布型定量装车系统的主体调控由布置在各个装车岛内的批量控制器来完成。装车岛内的相关现场设备的信号就近引入相应的批量控制器,每台批量控制器采用通讯形式与上位机进行数据传输。
此种设计方案可大大降低电缆敷设成本,当鹤位数量不多时是最佳选择。每台批量控制器相对独立,单体的故障不会影响装车厂的运行。由于与上位机进行通讯,因此若需增加装车岛相对简单。
本项目共计18个鹤位,由于鹤位数量较少,因此采用了分布式定量装车的设计方案。
2.2 上位计算机操作系统部分
2.2.1 上位计算机
上位计算机操作系统由控制计算机、打印机和通讯接口模板组成。配备应用软件的计算机通过通讯接口与定量装车批量控制器相连,可全程控制装车过程:设定授权量,监控和显示装车过程中的温度、瞬时流量和累计流量,实时监控系统状况,显示批量控制器的工作状态和处理各种报警信号等功能及输出报表。整个过程和参数可在显示器上进行动态显示。上位计算机可通过建立专门的付油数据库或与现有的Oracle数据库对接的方式读写装车指令及结果,并可方便地对发油数据进行查询、检索、统计、分析等操作。上位计算机应能实现如下功能:
1)质量流量计信号的采集和处理(包含在体积与重量换算时采用密度及温度进行补偿计算)。
2)现场批量控制器的信号的采集和处理。
3)与其他计算机控制系统可使用TCP/IP协议进行数据传输和共享。
4)控制器报警信号的显示和处理。
5)发油数据连网远传功能,包括与Oracle数据库的实时对接。
6)发油过程的自动控制。
7)显示动态工艺流程。
8)装车数据的采集、归档和显示。
9)历史记录数据的查询、检索、统计、分析。
10)装车票据及报表的生成和打印。
11)强大的人机对话能力,可提供人机对话窗口。
12)显示各种工艺参数和其他有关参数。
13)可上位机定量装车,也可现场定量装车。
14)相关软件应支持全中文界面,操作简单,便于维护和使用。
15)采用MODBUS通讯协议,具有更好的通用性和兼容性。
16)系统具有很高的性能价格比。
17)可实现画面远程监控装车情况,有问题可以远程操作处理。
18)系统的硬件、软件有一定的扩展能力,保证了系统控制功能有超过50%的冗余。
19)系统软件应可在Windows平台下编写,特点是面向对象,编程灵活,升级容易,可迅速满足用户新增加功能。。
2.2.2 一卡通
开单发卡一般有如下几种形式:
1)上位机连接至中石油Oracle数据库同步装油单据,司机到达营业大厅后凭有效证件在终端机或营业窗口取卡。
2)司机持有统一发放的IC卡,卡内已经写入相关数据,只需要在营业大厅激活即可。
3)司机到达营业大厅后凭有效证件在终端机产生排队号码。在被叫号后到营业窗口人工填写付油表格行成IC卡。
本项目选择第一种开单发卡形式,大大地节约了人员成本、提升了发卡效率、完善了装车流程的整体性[4]。
2.2.3 排队叫号系统
排队叫号系统由排队叫号终端机、音响、LED显示屏及功率放大器组成。排队叫号系统不仅能实现业务排队叫号功能,又能对已开票车辆进行排队提醒功能。司机在领取IC卡后即在营业大厅或休息区等待呼叫。系统根据领卡取票的时间、油品种类、鹤位号自动进行排队。
排队叫号系统应成套配有LED显示屏,用于显示每个排队车辆的排队信息,装车岛内的装油进度信息。当上一辆油车装车量达到80%(或其他设定值)时,会进行广播呼叫下一辆排到的车辆进厂。
排队叫号系统也可外扩展APP及短信提醒功能,司机可凭证件号登陆APP实时观看排队进度和相关信息。
若司机未在指定时间内办理进厂手续,可实施过号作废机制,同时将错过入厂的车辆信息重新列入排队系统。
排队叫号系统应具有功能:
1)屏参设定。
2)语音播报。
3)装车排队。
4)数据同步上传。
2.3 现场仪表控制部分
现场仪表控制部分以批量控制器为主体,负责调控设置在现场的相关设备、传送及接收来自上位机的指令。
2.3.1 批量控制器
分布型定量装车系统的现场核心是批量控制器。批量控制器的处理核心通常为小型PLC或单片机,它能接收来自现场的各设备信号,并通过预置程序自动完成装车的自动控制、溢油静电保护及紧急停车。
批量控制器应能实现如下功能:
1)输入、输出和发油控制可现场组态。
2)有以太网通讯端口。
3)可发出/接收RS485通讯信号,通讯速率不低于9 600 bps,能实现与上位机双向通讯。
4)可连续监控流量、静电接地等信号,保证安全操作。
5)能将一卡通IC卡上的装车指令进行自动识别并装车。
6)可实现人机操作界面交互。
7)可实现装车溢油、静电、鹤管归位及现场急停联锁。
8)应随时进行系统自诊断,出现故障马上产生报警信号,并关闭系统,确保安全。
9)与标定装置相连,具有自动计算仪表系数功能。
10)具有布尔/逻辑编程组态功能。
11)与上位机组成监控系统,可操作发油。
12)具有事故记录功能。
13)启动时自动寻找关断点,確保发油量与设定量一致。
14)具有3级安全密码,无关人员无法随意改动相关参数。
15)通过控制信号控制多段电液切断阀来完成装车过程。
2.3.2 其他现场设备
一套成熟的定量装车现场仪表部分应配有:质量流量计、多段式电液阀、压力变送器、API溢油静电保护装置、防爆开关、鹤位归位控制箱。
在对以上现场仪表及设备进行选型时应充分考虑精度、防爆等级、防护等级、供电方式及现场的自然条件。
除了以上提到的设备以外,在对现场仪表部分进行设计时也可外扩展其他组件。
1)LED条状显示屏:可在每座装车岛附近设置LED显示屏用于显示当前装车岛的运行状态。条状显示屏的内容可涵盖当前装车量、预计装车量及油品的类型。
2)钥匙保护盒:当司机停车熄火后可将拔出的钥匙放置在钥匙保护盒内。若未将钥匙放入保护盒则不可进行装车。此法可有效避免司机忘记停车熄火导致的意外溜车。
2.4 门禁系统部分
在厂区的出入口设置门禁系统并与上位机进行数据传输是定量装车系统必不可少的一部分。
门禁系统应包含如下设备:
1)操作站及相关软件。
2)入口刷卡器/出口吞卡器。
3)雷达/红外线感应检测设备。
4)车牌识别摄像机及补光灯。
5)LED显示屏。
6)地感线圈。
7)道闸。
门禁系统操作站可与上位机同步付油指令订单,从中提取出有装车指令的车牌号。当指定车辆驶入或驶出厂区时,门禁系统首先将车牌号与系统中的订单进行比对。当确认无误后,司机可通过入口刷卡器/出口吞卡器打开道闸,此时LED显示屏同步显示当前出/入厂车辆的车牌号及出/入厂时间。当雷达/红外线感应检测设备及地感线圈检测到有车辆驶入/驶出时,道闸不应关闭。
3 结束语
汽车定量装车系统已广泛应用于石油化工行业,并有取代传统装车方式的趋势。定量装车系统的装车效率的提升及控制误差的降低,将会显著提高企业市场竞争力。而选用适用的相关仪表设备是设计合理的汽车定量装车控制系统的重中之重[5]。
参考文献:
[1]朱雨寒,李若岩,陈建敏. 16万吨/年工业异辛烷项目定量装车系统自控设计[J].甘肃科技,2017,33(13):33-39.
[2]崔明凯,栾旭. 地付油工艺流程设计与相关问题探讨[J]. 当代化工,2018,47(10):2202-2205.
[3]李萍.定量装车控制系统在工程中的应用[J]. 化工设计,2008(3):9-11.
[4]周伟. 浅析定量装车系统设计与应用[J].仪器仪表用户,2016,23(10): 58-61.
[5]王友金.浅谈定量装车系统在武汉乙烯的应用[J].广州化工,2014,42(22):156-158.
收稿日期:2020-03-19
作者简介:李智(1990-),女,辽宁省抚顺市人,工程师,2012年毕业于辽宁石油化工大学测控技术与仪器专业,从事石油化工自动化设计工作。E-mail:lizhi01-hqc@cnpc.com.cn。
猜你喜欢
科学家(2021年24期)2021-04-25
电脑爱好者(2020年5期)2020-05-11
智族GQ(2019年9期)2019-10-28
新能源汽车报(2019年13期)2019-06-11
农民致富之友(2017年11期)2017-06-20
汽车观察(2015年10期)2016-04-06
新理财·政府理财(2014年7期)2014-08-16
现代电子技术(2009年6期)2009-05-31
