
常减压装置减压塔顶腐蚀分析及应对措施
2020-08-22 01:40王恒
炼油与化工 2020年4期
王 恒
(中国石油大庆石化公司炼油厂,黑龙江大庆163711)
1 腐蚀机理分析
1.1 湿H2S腐蚀
根据常减压工艺(湿式减压蒸馏,塔底注蒸汽)、行业经验和减压塔顶分析数据(减压塔顶瓦斯H2S含量5 000 mg/m3)推测,存在湿H2S腐蚀[2]。
1.2 HCl腐蚀、CO2腐蚀和冲蚀
根据防腐相关的国家标准(API 581 和GB/T 30579)的描述,减压塔顶腐蚀的主要形式为HCl腐蚀、CO2腐蚀和冲蚀,见图1[3]。
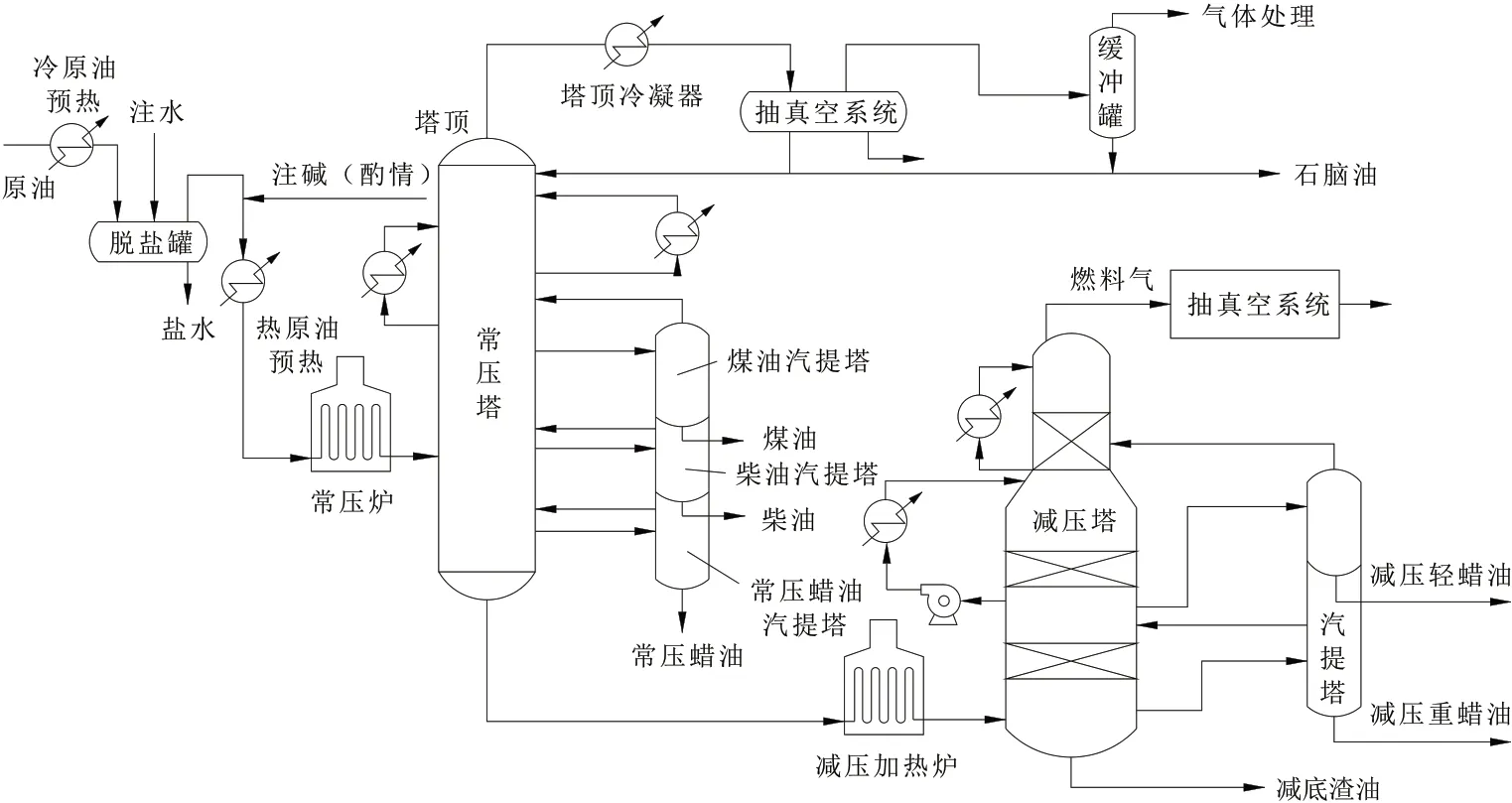
图1 GB/T 30579中的常减压装置腐蚀流程
1.3 结盐腐蚀
因减压塔顶水中存在硫离子、氯离子和氨氮,且减压塔顶未进行注水,也存在氯化铵、硫氢化铵结盐腐蚀可能。
2 装置减压塔顶腐蚀主要影响因素分析
2.1 湿H2S腐蚀长期存在
减压塔顶瓦斯H2S 量始终较高(5 000 mg/m3以上),且减压塔不是干式蒸馏塔(塔底有蒸汽注入),湿H2S腐蚀必然长期存在,导致减压塔顶设备中的Fe 与H2S 反应生成FeS,造成设备减薄。此影响除将减压塔顶冷却系统设备材质升级为抗腐蚀材质外无法消除,因而不是近期减压塔顶腐蚀加剧的主要影响因素。但因2020 年原油评价未做,不排除原油中硫含量突然大幅度上涨导致减压塔顶H2S快速增加导致的腐蚀加剧[4]。
2.2 HCl腐蚀疑似主要因素
2018以来,大庆原油氮含量由2 000 μg/g 左右增长至2019 年的3 000 μg/g 左右,硫含量由1 040 μg/g 增长为1 090 μg/g,钠含量(用于表征盐含量)由6 μg/g 增长为8 μg/g。这些腐蚀性元素含量的增长表征着大庆原油品质的不断劣化。
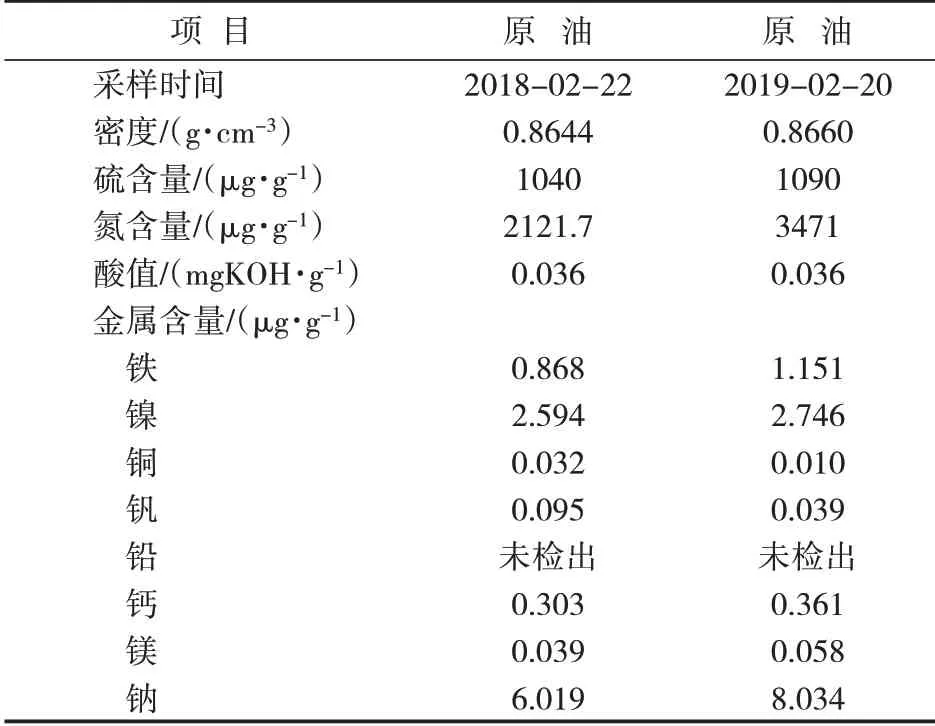
表1 大庆原油分析数据
2020 年原油盐含量最高值由2019 年的13.67 mg/L 升至13.96 mg/L。电脱盐脱后含盐量也随之上升,最高达2.9 mg/L,接近3.0 mg/L的指标上限。
此外,氯离子含量也有所上升,硫离子和氨氮有所减少,见图2、3、4。推测硫离子和氨氮减少的原因是氨水的注入量减少后,生成的NH4HS 减少导致。而氯离子含量的上升,原因比较复杂,可能是原油含水中的氯离子携带、汽提蒸汽冷凝携带或HCl腐蚀加剧引起。

图2 减压塔顶酸性水氯离子含量对比

图3 减压塔顶酸性水硫离子含量对比

图4 减压塔顶酸性水氨氮含量对比
但由于脱后原油含水较少(0.05%以下)且经过初馏塔、常减压2 次高温蒸馏脱水后,原油中的水溶性氯离子几乎不可能携带入减压塔。而原油中CaCl2、MgCl2等氯盐在120 ℃以上就容易水解生成HCl,原油中的有机氯化物经过常压炉和减压炉加热炉至400 ℃以上时,也能部分分解生成HCl。HCl与减压塔汽提、抽真空蒸汽冷凝水在塔顶低温部位相遇后形成强酸,加剧设备和管线腐蚀[5]。
因近期减顶瓦斯中H2含量由6%左右上升至9%,推测减压塔顶腐蚀加剧的主要原因有2个。
(1)HCl遇水形成强酸后与管壁湿H2S腐蚀形成的FeS 反应,生成大量的H2S 而导致减压塔顶瓦斯H2S含量上升;
(2)FeS 全部脱落后,设备器壁中Fe 与HCl 和H2S反应生成大量H2,导致减压塔顶H2含量上升。
2.3 CO2腐蚀不严重
由于减压塔顶和常减压顶CO2+CO 含量均较少(20 mg/m3以下),可推测在减压系统O2含量较少时CO2腐蚀不严重。另外,还可以通过检测酸性水中碳酸根离子的浓度,检测验证CO2腐蚀情况。
2.4 结盐腐蚀可能性小
减顶抽真空所用蒸汽冬季流量约18 t/h(蒸汽温度250~270 ℃,下同),夏季约3 t/h,加之塔底和测线注入蒸汽约7 t/h,减顶总洗涤水(即蒸汽冷凝水)量约10~25 t/h,而减顶瓦斯量约20 Nm3/h,减顶油产量仅1~2 t/h。即使不计塔顶注入氨水中携带的水,减压塔顶水与油气的比例也较大,因此推测结盐腐蚀可能性较小。
3 对标分析
参照《炼油技术对标分析报告》,结合常减压装置现状,与对标报告涉及的技术对比分析如下:
(1)大庆原油的影响 大庆原油的酸值在0.03~0.04 mgKOH/g 之间,远小于对标报告要求的小于1 000 ppm,不属于含酸或高酸原油。大庆油田采用的“三采”为化学驱采油技术,采油过程中注入大量助采剂、清蜡剂等组分,这些组分随着原油进入炼油加工装置,会逐步产生腐蚀;
(2)电脱盐温度控制温度偏高 大庆原油相对密度在0.86~0.87 之间(2019 年原油评价数据),属于轻质原油,按照对标报告的建议,电脱盐温度应当控制在95~120 ℃之间,减少MgCl2水解产生的盐酸腐蚀。但目前常减压电脱盐控制温度在130 ℃左右,而常减压装置设计进罐温度为126 ℃,可以考虑先将温度降至126 ℃观察运行;
(3)电脱盐操作压力满足要求 对标报告指出,电脱盐操作压力应比原油饱和蒸汽压高出0.14~0.17 MPa,通过公式InP=9.629 4-(2 250.79/T)算出130 ℃下,大庆原油饱和蒸气压为57 kPa,电脱盐压力需控制在0.227 MPa 以上,目前常减压电脱盐压力控制1.0~1.3 MPa之间,满足对标要求。
综上所述,推测近期减压塔顶腐蚀加剧的主要原因为HCl腐蚀和湿H2S腐蚀的协同作用。
4 调节和预防措施
结合常减压装置腐蚀机理、对标分析和现状,制定调节措施和预防措施有5个。
(1)加强原油深度脱盐 通过调节电脱盐温度、超声波强度等参数,尽量调解至脱后含盐2.5 mg/L,甚至2.0 mg/L以下;
(2)监测和减缓减压塔顶腐蚀 比较减压塔顶氢气含量历史趋势变化,相应提高缓蚀剂和氨水注入量。增加分析频次,至少1 次/d,尤其是减压瓦斯H2含量、H2S 含量、O2含量、N2含量、减压塔顶酸性水pH 和酸性水氯含量,监控腐蚀变化局势和缓蚀剂效果。调节抽真空蒸汽用量,确保各支路蒸汽量均匀,防止蒸汽凝结水偏流,水洗不足;
(3)减压塔顶管线重新镀缓蚀膜 提高缓蚀剂注入量,增大缓蚀剂注入量至协议注剂量的两倍以上(约40 ppm),重新镀膜,镀膜期约需要15 d。当缓蚀剂的保护膜形成后,再降至协议注剂量(约20 ppm)以下。期间若pH 低于9.0,则提高氨水注入量,否则氨水注入量先保持不变,尽量少注入氨水,防止铵盐的形成和堆积,加剧腐蚀;
(4)工艺参数调节 装置通过核算减压塔顶露点温度,并尽量提高减压塔顶、减压塔回流温度,保证2者高于露点温度14 ℃以上;
(5)泄漏检测和数据库建立 装置全面检测减压塔顶部腐蚀情况(油气管线、3 级抽真空、水冷器壳体、大气腿),测厚并保留数据便于比较,并通过查询历史测厚数据,比较腐蚀速率变化。
4 结束语
减压塔顶腐蚀加剧的主要原因是盐酸腐蚀和湿硫化氢腐蚀的协同作用。装置通过加强原油深度脱盐、减少减压塔顶蒸汽凝水偏流、减压塔顶管线重新镀缓蚀膜和缓蚀剂注入量的调整等措施来减缓腐蚀,做好原始测厚数据积累,建立防泄漏检测和数据库,用作对比分析的依据。
猜你喜欢
大电机技术(2022年3期)2022-08-06
河南化工(2022年2期)2022-03-21
能源工程(2021年5期)2021-11-20
云南化工(2020年11期)2021-01-14
节能与环保(2020年12期)2021-01-08
石油化工腐蚀与防护(2020年5期)2020-11-13
四川冶金(2019年4期)2019-11-18
传媒评论(2019年12期)2019-08-24
——高大庆作品欣赏
陶瓷科学与艺术(2018年12期)2018-02-19
艺术家(2017年2期)2017-11-26
