
汽车顶盖流水槽涂扁胶的技术研究
2020-08-21 02:10:00兰亚强
上海涂料 2020年4期
刘 帅,兰亚强,赵 哲
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
0 引言
随着车身降成本要求的提高及顾客对于车身精细化感知的日益提升,无顶盖装饰条的设计结构已逐渐在新君威、新君越、沃尔沃S90、日产纳瓦拉等车型上得到应用,采用顶盖涂扁胶工艺对焊缝进行密封,胶面平顺精致且密封性好。本研究主要针对该新工艺在我司的实施可行性进行初步研究,以应对后期产品规划车身顶盖涂扁胶的需求,主要研究内容如下:顶盖涂扁胶与现有顶盖刷胶工艺各自的优缺点,顶盖涂扁胶工艺存在的问题及解决方案。
1 新旧工艺比较
1.1 技术原理
1.1.1 传统工艺
先将顶沟流水槽焊缝打圆胶,再用毛刷对密封胶(包括装饰条卡爪)进行刷胶处理,用毛刷外力将密封胶填充至焊缝内。大顶流水槽传统工艺示意图见图1。
工艺特点:(1)刷胶过程易污染卡座,干涉顶盖装饰条的安装;(2)卡座R 角处刷胶困难,存在刷胶不到位导致密封不严的问题。
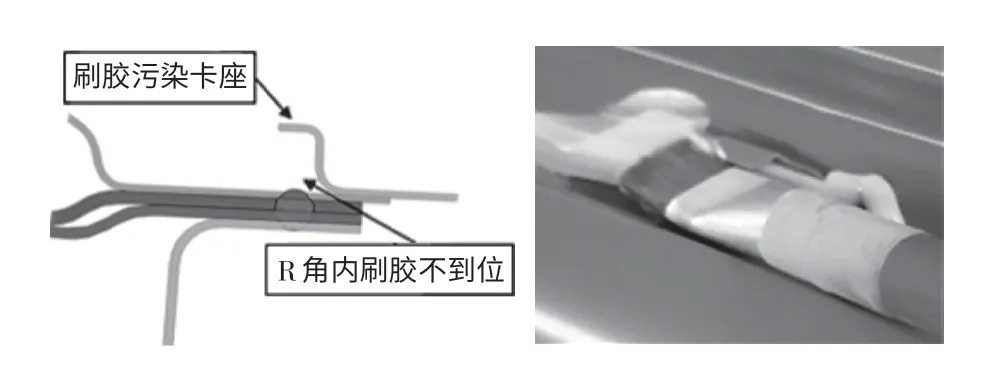
图1 大顶流水槽传统涂胶工艺示意图Figure 1 The schematic diagram of traditional gluing process on roof flume
1.1.2 扁胶新工艺
采用与顶盖流水槽匹配的扁嘴枪,将流平性良好的焊缝密封胶涂覆于流水槽中的焊缝上。由于流平性良好,焊缝密封胶会填充至流水槽的边界,从而覆盖整个焊缝并呈现出平顺的胶面外观。
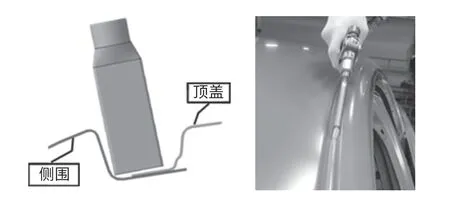
图2 大顶流水槽扁胶工艺示意图Figure 2 The schematic diagram of flat glue process on roof flume
工艺特点:(1)打胶后,无需对胶条进行刷胶作业,仅在起枪及止枪位置刮胶,节省了刷胶工时;(2)扁胶代替顶盖装饰条后,顶盖上无装饰条卡座结构,不存在打胶污染卡座及卡座R 角内密封不严的问题。
1.2 技术分析
以我司CHB121 车型及沃尔沃S90 为例,对两种工艺的效果进行对比分析,见表1。
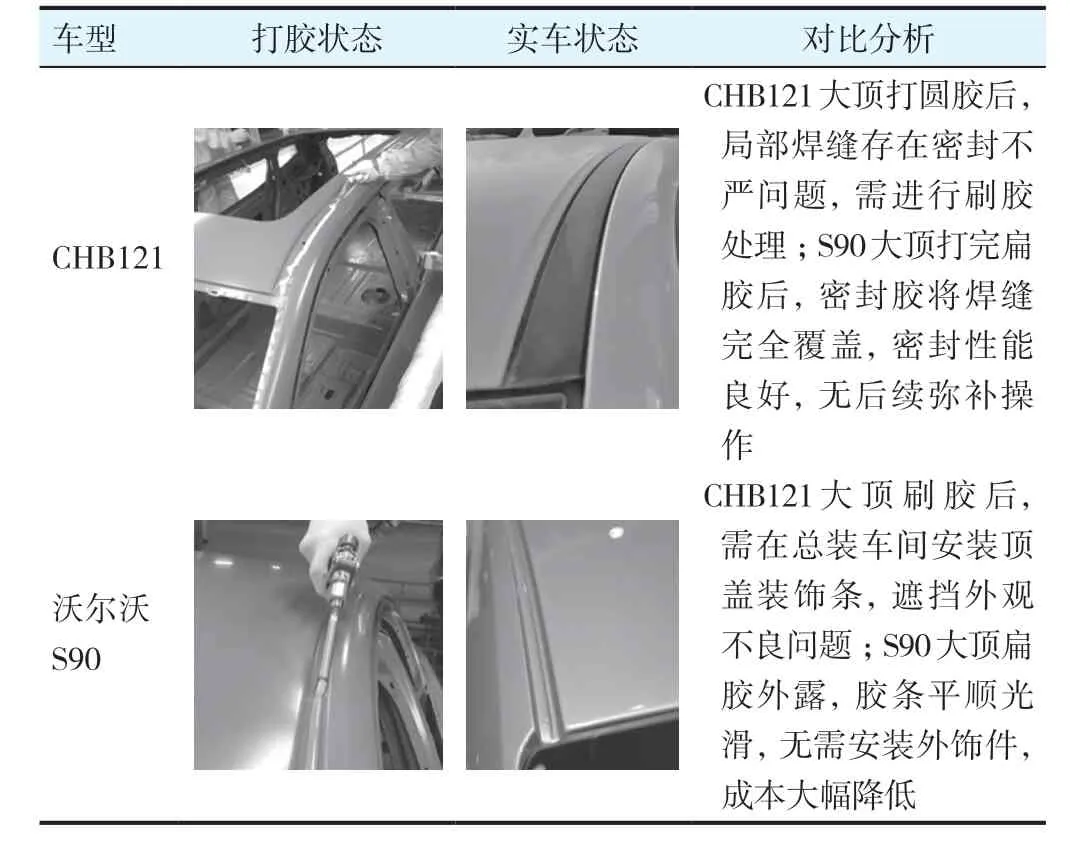
表1 两种工艺效果的对比分析Table 1 Comparison and analysis of two process effects
小结:
(1)顶盖涂扁胶可避免刷胶工艺污染卡座及密封不严的问题。
(2)顶盖涂扁胶可减少涂胶作业工时。
(3)顶盖涂扁胶无需安装顶盖外饰件,节省外饰件安装工时,同时单车可降低成本约20 元。
2 标杆车调研信息
2.1 标杆车应用调研
对我司近一年来对标的标杆车中应用顶盖涂扁胶工艺的情况进行总结,结果见表2。

表2 顶盖涂扁胶工艺应用调研Table 2 Investigation the application of flat glue coating process
小结:顶盖涂扁胶工艺目前广泛应用于MPV 及皮卡车型上。
2.2 标杆工艺调查结果
针对顶盖涂扁胶工艺,对日产纳瓦拉和沃尔沃S90 两个标杆进行信息调查,主要从顶盖流水槽焊接形式、打胶形式、枪嘴形式、工艺操作及胶材类别5个方面进行调研,结果见表3。小结:
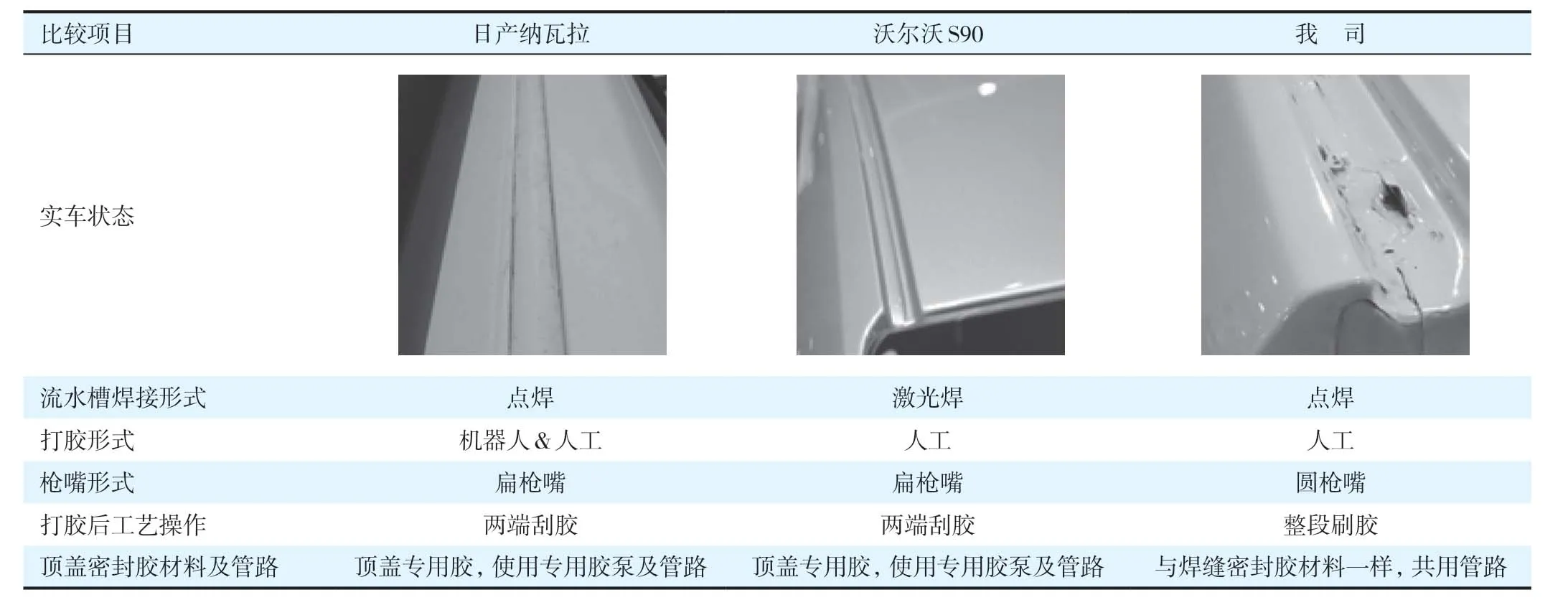
表3 顶盖涂扁胶工艺调研结果Table 3 Investigation results of flat glue coating process
(1)我司大顶原工艺使用圆枪嘴打胶后进行刷胶处理,采用顶盖涂扁胶工艺需开发扁枪嘴。
(2)我司大顶密封胶与其他部位密封胶管路共用,使用顶盖涂扁胶工艺后需新增打胶系统。
3 存在的问题及解决方案
为全方位验证顶盖涂扁胶工艺在我司应用的可行性,从人、机、料、法、环5 个方面进行分析。
3.1 人员方面
由于顶沟胶外露,胶外观需平整美观,因此对作业人员的打胶技能有更高的要求。经验证,在打胶过程中,若枪杆晃动,会造成胶型褶皱,但反复练习后,可解决此类问题。
顶盖流水槽打胶后,与侧围搭接缝处均需密封,作业人员打胶时,需将搭接缝完全覆盖,如果起枪位置过晚或止枪位置过早,均会存在漏涂问题,需在控制计划中对涂胶的起止点进行明确。人员操作出现的问题及解决方案见图3。
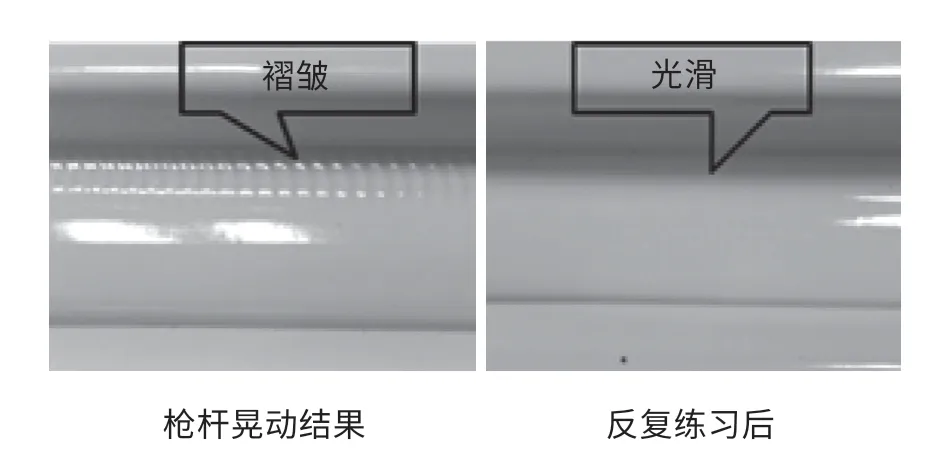
图3 人员操作出现的问题及解决方案Figure 3 Problems and solutions of personnel operation
3.2 设备方面
(1)由于顶盖密封胶与焊缝密封胶性能不同,需要单独进行供胶,故现场需增加一套胶泵设备、管线、胶枪等,约增加设备投资18 万元。
(2)顶盖涂扁胶为高工位,目前暂定规划使用顶沟胶车高为1650 mm,远高于通用车型的车身高度1460 mm,且不同配置车身的高度差在450 mm 左右,固定踏台无法满足顶盖涂扁胶操作,经对标福特及上汽等标杆工厂,顶盖打胶工位需改用升降踏台,以满足不同高度车型的打胶作业。
3.3 工艺方面
顶盖流水槽打胶后,起枪及止枪处存在堆胶情况,前后端外观不良。通过对标上汽、依维柯等标杆工厂,前后端均需进行刮胶处理,确保胶体平顺美观,因此顶盖涂扁胶后需对起枪及止枪处进行刮胶处理。胶条外观与涂胶压力相关,对涂胶压力的验证结果如下:
(1)涂胶压力>2 MPa 时,顶沟胶流速过快,反应到胶外观上会发生胶厚、胶条不均匀等问题,影响美观。
(2)涂胶压力<1.5 MPa 时,顶沟胶流速过慢,造成胶体较薄,打胶速度快时,胶体出现拉丝问题,影响密封性。
(3)涂胶压力在1.5~2 MPa 之间时,胶条平顺、美观,推荐使用压力1.7 MPa。
不同压力下的涂胶外观见图4。

图4 不同压力下的涂胶外观Figure 4 Appearance under different pressure
3.4 材料方面
分别从白车身结构、焊接状态及涂胶材料本身几个方面进行分析验证,结果见表4。
小结:
(1)产品结构方面,顶盖流水槽需平整,在顶盖横梁及顶盖加强板与侧围搭接处,可在侧围外板上起避让结构进行配合。
(2)焊接状态方面,焊接后应避免焊缝翘起及马蹄点等焊接缺陷。
(3)涂胶材料方面,推荐使用黏度低的密封胶,经验证,EFSEAM PS 1203 CD1型号材料黏度最佳(旋转黏度36.9 Pa·s)。
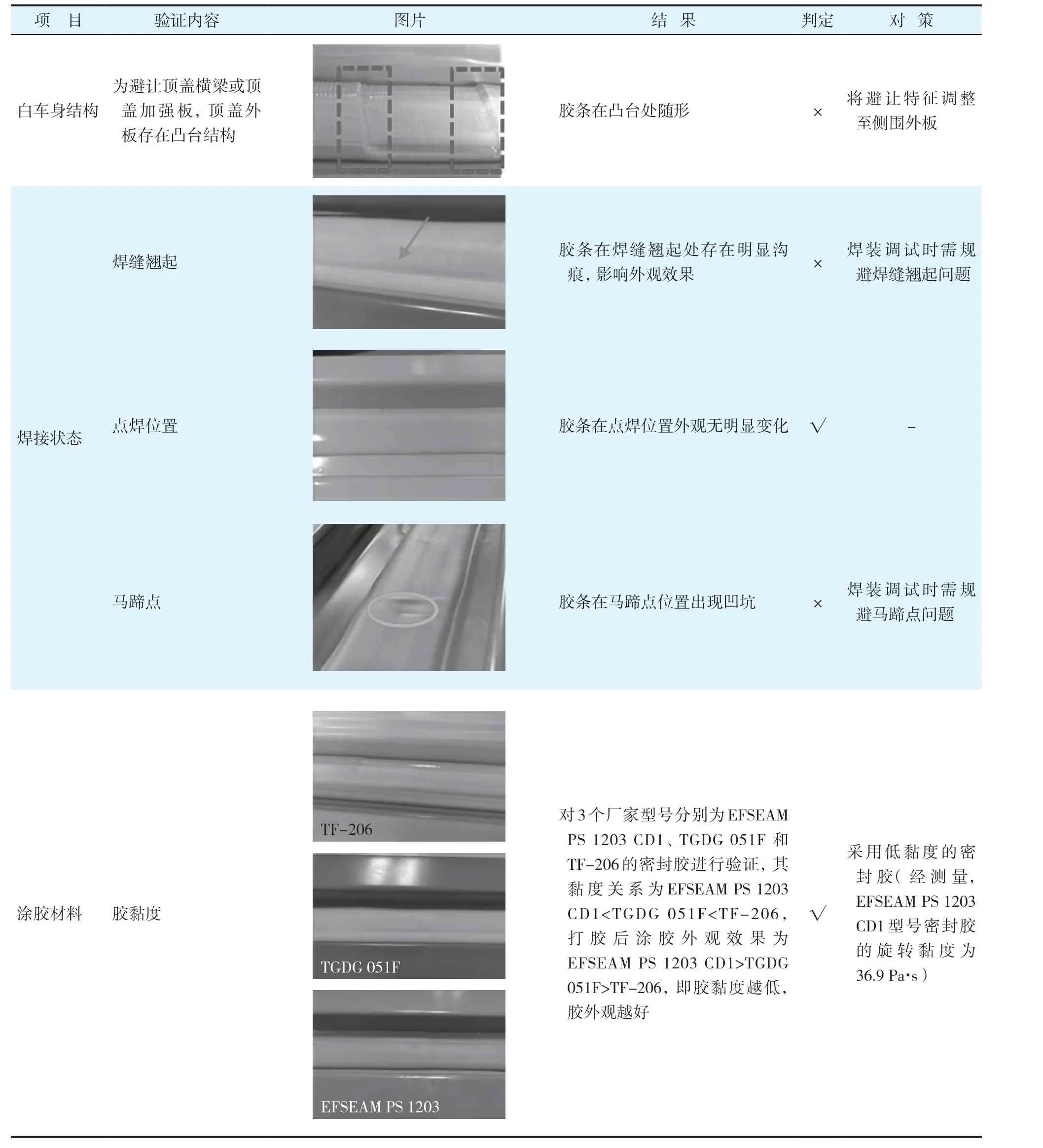
表4 白车身结构、焊接状态及涂胶材料三方面的验证Table 4 Verification of BIW structure,welding status and glue materials
3.5 作业环境方面
顶盖涂扁胶为人工作业,目前我司大顶打胶均为人工作业,现场光照度参数≥500 Lux 即可满足要求。
4 结语
4.1 行业情况
顶盖涂扁胶工艺目前广泛应用于MPV 及皮卡车型上,使用顶盖涂扁胶工艺,单车成本可降低约20元,经项目组及车身设计部评审,在新车型上可使用顶沟胶工艺。
4.2 产品结构方面
在顶盖横梁及顶盖加强板与侧围搭接处,顶盖一般起凸台特征进行结构配合,但使用顶盖涂扁胶工艺的车型,顶盖流水槽上不应有凸台特征,否则胶条与特征随形,影响外观,可在侧围外板上起避让结构规避此问题。
4.3 工艺方面
(1)顶盖涂扁胶人工作业可行,但人员作业前需反复练习打胶,避免出现褶皱问题。使用顶盖涂扁胶工艺后可避免刷胶污染卡座及密封不严问题,同时减少刷胶作业及外饰件安装工时,可降低外饰件的成本。
(2)为保证顶盖扁胶的外观及密封性能,顶盖打胶压力范围设定在1.5~2 MPa 之间,打胶后,顶盖前后端进行刮胶处理。
(3)顶盖使用点焊工艺可满足顶沟胶涂覆要求,但需在焊接调试过程中,规避焊缝翘起及马蹄点问题。
4.4 设备方面
(1)使用顶沟胶工艺需增加一套涂胶设备,两个扁枪嘴,增加设备投资约18 万元。
(2)为满足不同配置车型的顶盖涂扁胶作业,需在大顶打胶工位增加升降踏台。
4.5 材料方面
通过验证3 种型号的密封胶后发现,胶黏度越低,流淌性越好,最终形成的胶条外观越平顺,建议使用EFSEAM PS 1203 CD1 型号材料,其旋转黏度为36.9 Pa·s 左右。
猜你喜欢
星星·散文诗(2024年5期)2024-06-25 19:10:04
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
航空制造技术(2020年14期)2020-09-06 07:36:40
家庭百事通(2019年10期)2019-11-06 03:12:55
模具制造(2019年4期)2019-06-24 03:36:42
家庭生活指南(2018年9期)2018-09-15 02:55:22
焊接(2016年1期)2016-02-27 12:54:45
湖北工业职业技术学院学报(2015年2期)2015-12-25 07:09:56
