
钢铁企业综合能源的诊断及利用
2020-08-18 02:27上海新奥燃气发展有限公司
上海煤气 2020年3期
上海新奥燃气发展有限公司 钮 坤
随着我国钢铁产量的飞速增长,目前国内的大多数钢铁企业对钢铁制造过程中的余热余能基本都进行了回收利用,有力提升了能源再回收利用率。但是,钢铁企业目前在能源回收利用的同时仍存在一些问题,主要有:(1)余热余能回收能耗较高;(2)蒸汽回收品味低,可用范围较小;(3)蒸汽回收分散,远距离输送损耗大;(4)蒸汽、煤气存在高质低用情况,能源利用不充分;(5)注重高品位余热资源回收,而忽视低品位余热资源回收;(6)煤气管网设置不合理,压力波动大,影响下游用户效率;(7)没有正确合理的计量和能源使用考核制度,产生浪费;(8)能源管理部门缺少对全厂能源管理的管控力度;(9)能源回收及用户管理操作人员素质低,流动性大。
基于以上认识,本文以一家流程齐全的钢铁企业为样本,对其进行综合能源诊断,从综合能源利用的角度提出能源利用方案,并提出相应的建议。希望能对以上现存问题的解决起到一定推动作用。
1 企业用能现状
1.1 企业概况
该钢铁企业具备年产400 万t钢的综合生产能力。现有2条90 m2和1条265 m2的烧结线,1座518 m³、1座630 m³和2座680 m³的高炉,2座80 t和1座100 t的转炉,14条20万~140万t/a棒线材轧线,1条120万~140万t/a线材轧线。目前配备BPRT(Blast Furnace Power Recovery Turbine,煤气透平与电动机同轴驱动高炉鼓风机组)高炉余压拖动机组、高炉冲渣水余热回收、大烧结SHRT(Sinter Blower Residual Heat Recovery Turbine,烧结余热回收拖动装置)余热汽拖机组、小烧结环冷余热回收、烧结脱硫装置、高炉煤气发电厂等相应的配套设施,制氧厂、石灰窑、球团厂也配备了余热余能回收装置。企业主要设施及配套能源利用回收设施配置详见表1。

表1 企业主要设施及配套能源利用回收设施
1.2 煤气系统现状
高炉煤气和转炉煤气的来源和主要用户情况,如表2所示。
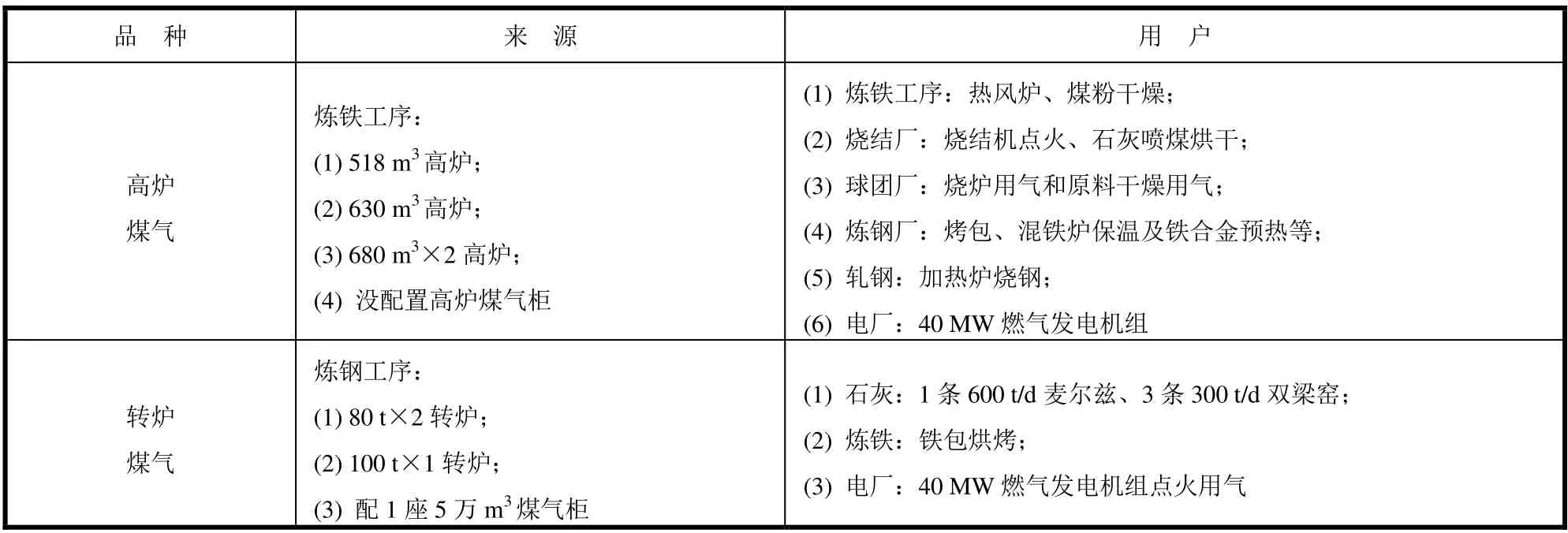
表2 高炉煤气和转炉煤气的来源及用户
1.3 蒸汽系统现状
企业仅敷设了全厂蒸汽低压管网(0.6~1.0 MPa饱和蒸汽),蒸汽来源和用户情况见表3。

表3 蒸汽来源及用户
1.4 电力系统现状
企业自建1座110 kV变电站,经降压后向内部以10 kV的电压供电,年用电量约8.8亿kWh。目前企业的自发电装备有40 MW煤气发电系统、7.5 MW低压饱和蒸汽发电系统。
此外,烧结机烟气和烧结矿环冷机废气余热回收采用SHRT技术,拖动主抽风机;炼铁高炉煤气透平与电机同轴驱动的高炉鼓风能量回收成套机组(4座高炉BPRT)等。
1.4.1 40 MW煤气发电机组
机组利用富余的高炉煤气和转炉煤气为燃料进行发电。配置1台160 t/h的燃气锅炉,锅炉出口为9.81 MPa、540 ℃的高温高压蒸汽。采用空气预热方式,锅炉效率约为91%。
发电装置为N40-8.83/535+QFW-40-2/10.5凝汽式汽轮发电机组,额定汽耗率为3.8 kg/kWh,厂用电率约为8.5%。
机组带有5级回热系统,分别为2JG+1CY+2JD,锅炉给水温度为215 ℃,采用高压除氧器。除氧器工作压力0.59 MPa。
1.4.2 7.5 MW低压饱和蒸汽发电系统
利用富余低压饱和蒸汽进行发电。低压蒸汽来自全厂低压蒸汽管网,主要蒸汽来源为炼钢转炉汽化冷却蒸汽、轧钢各单元加热炉汽化冷却所产生的余热低压蒸汽。机组额定进汽压力为0.6 MPa,额定蒸汽流量为55 t/h,蒸汽干度为99.5%。
1.4.3 烧结机和环冷机烟气余热发电(SHRT)
主要利用265 m2烧结矿环冷机废气和烧结机尾部高温风箱烧结烟气余热,产生蒸汽带动工业汽轮机拖动烧结主抽风机,部分或全部替代主抽风机电机。
采用1+1+1建制,即环冷机配套1 台余热锅炉,烧结机配套1 台余热锅炉,并配套1 台补汽-凝汽式汽轮机,与烧结主抽风机电机通过超越离合器串接。主抽风机电机为同步电机,当工业汽轮机功率富裕时,可向电网回送电能。
烧结余热发电机组运行良好。实际运行数据显示,基本可以达到额定设计出力,平均输出功率在9 000 kW左右。
1.4.4 高炉煤气透平与电机同轴驱动的高炉鼓风能量回收成套机组(BPRT)
厂内4座高炉均采用了高炉煤气余热余压利用透平。透平与高炉鼓风机通过变速装置连接,对其进行驱动,同时鼓风机也与电机进行同轴连接,共同受这两种驱动端驱动。因4座高炉长期利用系数维持较高水平,平均4.4~4.5 t/(m3·d),造成炉顶温度较高(>200 ℃),炉顶压力约200 kPa。BPRT在利用高炉煤气余热余压的同时,还能对高炉顶压、高炉鼓风机、煤气透平进行高智能控制,提高高炉的冶炼强度和产量。
2 煤气和蒸汽平衡
根据企业现状及生产排产情况,对全厂蒸汽和煤气进行了平衡测算。由于企业没有配置高炉煤气柜,除去各单元使用的煤气外,只能靠160 t/h锅炉进行消纳,但仍存在富余情况,只能进行放散;各单元回收的余热蒸汽均为饱和态,除部分部门使用外,其余均送往7.5 MW饱和蒸汽发电机组消纳。因回收点分散,管网较长,部分管段管径设计偏大,加上后期运行管理不到位,造成沿途输送的损失较大。
3 富余煤气、蒸汽利用方案
消纳富余的煤气和蒸汽的新建设施同时兼顾对存量能源利用设施的改造、优化。存量和增量设施统一考虑,按照“按质用能、温度对口、高质高用、梯度利用”的原则,对全厂能源进行整体的盘点和规划。
3.1 富余煤气利用
针对上述富裕副产煤气,有两种利用方案:一是燃气锅炉-汽轮发电机组系统;二是燃气-蒸汽联合循环系统CCPP(Combined Cycle Power Plant)。
方案一:配置1台80 MW超高压燃气锅炉-汽轮发电机组。
主要配置为:1台260 t/h超高压锅炉,锅炉带一次再热。主蒸汽参数:压力13.7 MPa、温度540 ℃;再热蒸汽:压力2.83 MPa、温度540 ℃;锅炉给水温度225 ℃,效率约为92%;1台汽轮机。
上述富余煤气量对应发电功率约为79 MW,机组可110%超负荷运行,机组厂用电率约为5.5%,供电功率约为74.6 MW。
方案二:采用燃气-蒸汽联合循环发电系统(CCPP),配置2套燃气轮发电机组+2台双压余热锅炉+1台汽轮发电机组。
燃机拟采用2台三菱M251S机组,额定输出功率28.5 MW,排气温度565 ℃,排气流量550 t/h。
锅炉采用2台双压余热锅炉,高/低压蒸汽产量69/10.5 t/h,高/低压过热蒸汽压力6.1/0.49 MPa,高/低压过热蒸汽温度530/230 ℃。
汽轮机采用1台补汽凝汽式汽轮机,额定功率45 MW,额定进汽压力5.88 MPa,额定进汽温度525 ℃,主蒸汽流量138 t/h,补汽流量21 t/h,补汽压力0.49 MPa,补汽温度225 ℃。
M251S机组燃汽轮机组对燃料热值要求较严格,需燃用高炉煤气。目前,富裕高炉煤气流量为14万m3/h,160 t/h锅炉高炉煤气耗量约为17万m3/h,富余转炉煤气可置换出106 050 m3/h的高炉煤气量,仍有21 950 m3/h的高炉煤气缺口。按照“高效多用”的原则,将40 MW机组减少21 950 m3/h的高炉煤气供应量,转供至CCPP机组,可满足2 套M251S机组运行的需要。两种方案的比较,如表4所示。
两种方案对比后可以看出:方案一能消耗全厂富余煤气和蒸汽,投资少,系统简单,能利用现有40 MW机组相关人员及管理经验,但发电效率较低,年发电量较方案二少。方案二能消耗全厂富余煤气和蒸汽,投资较多,系统复杂,需配置了解燃机运营维护相关人员,年运行成本较高,但本方案综合发电效率较高,年发电量较高,能有效缓解企业用电缺口,减少对当地电网的依赖。
以上两种方案,发电效率均高于目前40 MW机组的效率,因此可将煤气优先供应给两种方案机组,40 MW机组作为调节用户,提升总体煤气利用效率。
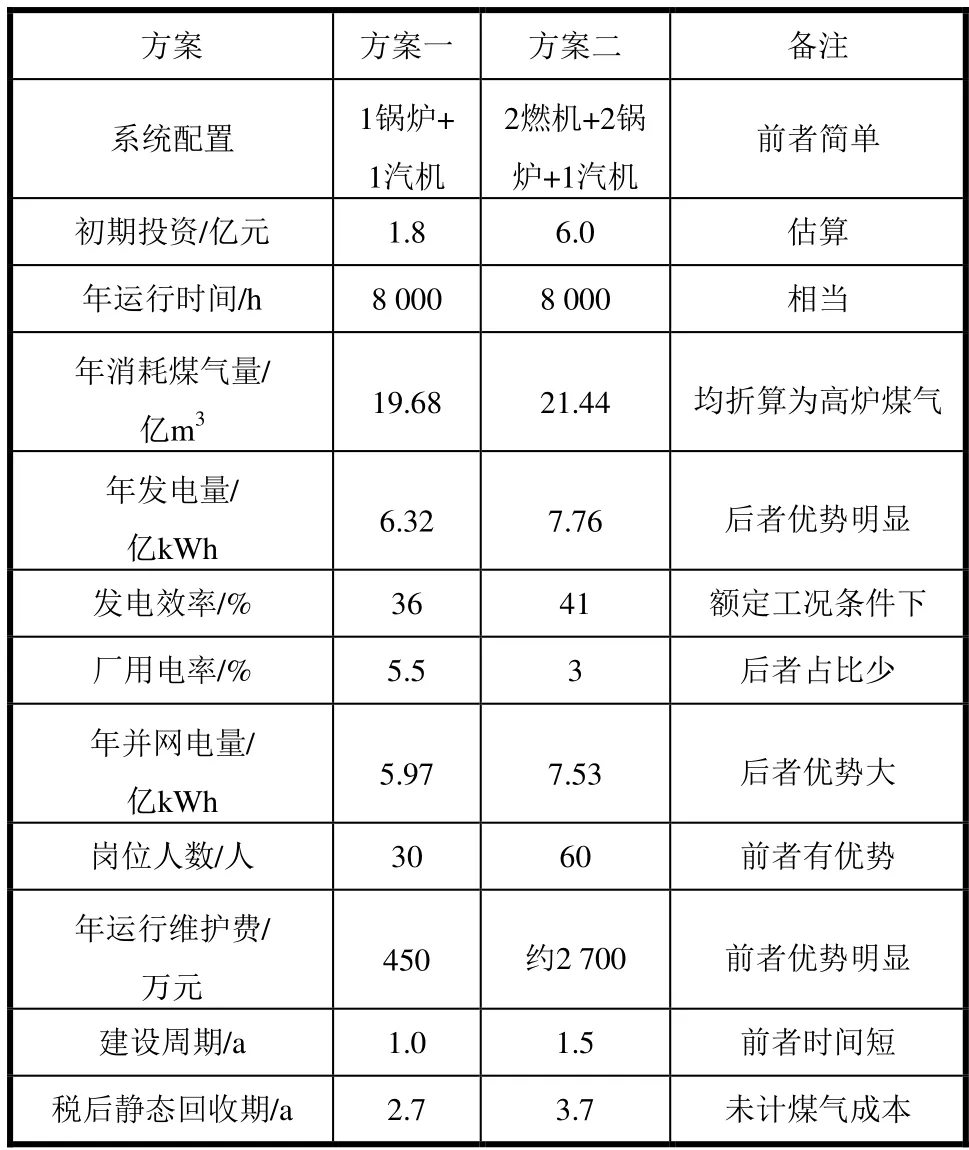
表 4 两种煤气利用方案对比
3.2 富余蒸汽利用
除全厂各生产设施使用蒸汽外,富余蒸汽主要供给7.5 MW饱和蒸汽发电机组,但饱和蒸汽压力较低,做功能力较差。由于饱和蒸汽压力与除氧所需蒸汽压力基本相当,所以可将这部分的蒸汽通往160 t/h锅炉的除氧器,置换出相应质量的除氧蒸汽,减少汽轮机除氧所耗蒸汽量,用来继续做功,可增大汽轮机的出力,提高发电量。
4 结语
由上述分析可判断该钢企当前能源管理系统仍较薄弱,在对能源设施有效利用、整体系统规划调度、日常运行管理等方面仍有较大的改进空间,因此针对当前全厂能源现状及后续优化改进提出如下建议和措施,以期在未来的企业发展同时提升能源利用水平,降低能耗。
(1)宏观层面,建立健全全厂有效的能源管理体系,加强对全厂产能、供能、用能的调配管理。根据实际情况建立产能与用能相关的指标,落实实际的奖惩制度,明确岗位职责,进行迭代管理。
(2)建设全厂能源管理中心。通过全厂综合能源管理平台对水、电、煤气、蒸汽等能源介质在线统一监测管理。利用大数据在线监测分析能源运行数据,实行动态管理。实时更新全厂电、煤气和蒸汽的系统平衡,并与发配电系统衔接对应,建立动态平衡机制,最大程度减少蒸汽和煤气的放散,增加发电量,减少外部购电数量。
(3)提升能源操控管理人员水平,稳定人员队伍。根据调研结果,现有管理运行人员流动性大、经验少、专业知识薄弱,能源设施的利用效果不理想。因此,需要建立一套合理的人才培养使用制度,在生产岗位上发挥人员的积极主观能动性,提升能源设施的效率和管理水平。
(4)建立健全全厂产能和用能的计量系统。完善与各产能、供能单位之间的核算,避免生产工序单元“按需索取”的粗放型模式导致的能源利用效率低。建立有效的计量制度后,依据当前产品耗能状况与业内先进指标的差距,有针对性地提升能源利用水平,降低单耗。
(5)摸排分析用能仍较落后的环节,逐步实施技术改造升级,提升能源利用水平和效率。针对与业内先进水平有较大差距的用能技术,分析其原因,进行技术改造。
(6)建议转炉煤气的OG法除尘系统改为LT法除尘系统,可减少烟气含尘排放量和用电用水能耗;同时,建设高炉煤气柜,增强对全厂煤气系统的调度和平衡、稳定煤气管网压力及流量,提升煤气利用效率。高炉煤气与转炉煤气系统可建立联络互替代机制,可作为两者临时能源替代。
(7)优化蒸汽管网,减少蒸汽的冷凝损失及散热。由于蒸汽管道保温损坏、管道裸露、疏水阀失效、部分阀门损坏等问题叠加,导致饱和蒸汽在输送过程有较大损耗,造成能源浪费。需对全厂蒸汽管网进行整体优化,提升蒸汽输送过程的效率,减少损耗。
猜你喜欢
热力发电(2022年6期)2022-06-11
新疆钢铁(2021年1期)2021-10-14
红蜻蜓·中年级(2021年2期)2021-09-10
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年1期)2021-04-13
当代工人(2019年18期)2019-11-11
山东工业技术(2015年5期)2015-07-26
小学生作文选刊·低年级版(2014年8期)2014-08-19
故事林(2013年11期)2013-05-14
