热压干燥对刨切单板背部裂隙的影响*
2020-08-17 09:05:02杜洪双唐朝发
林产工业 2020年7期
杜洪双 唐朝发
[吉林省木质材料科学与工程重点实验室(北华大学),吉林 132013]
随着人民生活水平和对居住环境要求的提高,北方地热地板得到广泛推广应用,其主要以实木复合地板为主[1]。近年来,三层实木复合地板在我国蓬勃发展,销量年均增速50%以上。生产多层实木复合地板的表板多为珍贵树种木材,成本较高。为降低地板的成本和充分利用珍贵木材,近几年国内开发采用刨切厚度4 mm的表板制备三层复合地板,但技术还不成熟。这是因为在刨切过程中会产生背部裂隙;同时三层复合地热地板的不对称结构及长时间置于冷热循环交替的环境中,表板的开裂问题时有发生[2],表板背部裂隙直接导致地板表板开裂、翘曲等缺陷,这一问题比采用锯切表板制备的地板更加突出。解决此问题,需从地板生产工艺过程着手,对木方蒸煮、单板刨切、单板干燥、施胶及热压等各个工序进行研究分析。木方蒸煮可减少单板背部裂隙[3-5]。而单板在干燥过程中容易出现较多问题,其中亟待解决的两大问题为:1)单板变形和开裂;2)单板含水率不均匀。用传统的网带及滚筒传送对流加热干燥、柔性网带接触式干燥及真空干燥的方法,很难根本解决此问题[6-9],主要由于干燥应力引起开裂[10-11]。国内外对此进行了相关研究,研究表明,采用热压板接触干燥单板[12-23],能使干燥速度大幅度提高,同时对背部裂隙具有抑制作用。本研究旨在探究压板干燥对单板背部裂隙的影响,为有效改善单板背部裂隙提供参考。
1 材料与方法
1.1 材料
长白山脉水曲柳(Fraxinus mandschurica)木段(长约400~420 mm,直径约150~170 mm)经7~8 h常温浸泡,再对其按以下工艺进行蒸煮:先升温至60 ℃,2 h后将温度提升至80 ℃,保温10 h蒸煮结束。蒸煮后的木段用于刨切厚度为2、2.5、3、3.5 mm的单板;木段刨切后剩余残板用于测试每个厚度单板的含水率。压板干燥前对每个厚度的刨切单板进行含水率测定,并选取距离木段中心某一距离的几块单板进行背部裂隙测定,内容包括裂隙的深度、宽度、长度及分布情况。
1.2 设备
试验用主要设备:纵向刨切机(型号DB200C),青岛德众机械有限公司;电热鼓风干燥箱(型号DHG-9075A),上海一恒科学仪器有限公司;体式显微成像系统(型号6302-1),上海里万光电环保设备有限公司;四柱式双泵平板硫化机(型号XLB-1000),郑州鑫宏机械有限公司。
1.3 试验方法
采用对比分析法分析压板干燥对水曲柳刨切单板背部裂隙的影响。
1.3.1 裂隙定义 背部裂隙分布率:确定垂直于纤维方向平均1 mm范围内的裂隙数量,即为背部裂隙分布率,简称裂隙分布率。在实际观察过程中,一定宽度、长度以下的裂隙已经不能影响人的视觉感官,因此本研究将宽度18 μm以下的裂隙定义为窄裂隙,18 μm以上的裂隙定义为宽裂隙;窄裂隙不作为影响质量的缺陷。由于试件是环孔材,导管已经影响裂隙深度的判别,用染色法标定裂隙并测定裂隙深度的方法[24-29],已经不适用于水曲柳裂隙的测定。一般情况下,裂隙越长裂隙越深,为了方便实用,以裂隙长度标定裂隙深度办法考察裂隙深度;鉴于裂隙长度在1 800 μm以下时,目测已察觉不到裂隙对于质量的影响,因此本研究确定将长度在1 800 μm以下的裂隙定义为浅裂隙, 1 800 μm以上的裂隙定义为深裂隙。
1.3.2 单板背部裂隙测定 1)压板干燥前背部裂隙的测定。首先,在需测定的单板上均匀选定6 个位置,用万能圆锯机锯切成宽约8 mm的试件,并标号;然后,在体式显微镜下进行观察,测量裂隙的宽度和长度,保存测量结果和图像。2)压板干燥后背部裂隙的测定。取压板干燥前测试背部裂隙试样单板相邻的刨切单板,厚度3.5 mm,在温度120 ℃、压力1.5 MPa、时间11 min条件下进行热压干燥。依照干燥前的测定方法在单板上相同位置截取试件,进行背部裂隙类型的标定与测定。
2 结果与分析
2.1 压板干燥前单板背部裂隙分析
压板干燥前单板背部不同裂隙类型分布统计结果见表1。

表1 压板干燥前单板的背部裂隙Tab.1 Morphology and rate of veneer back crack before hot-press drying
由表1 分析可知,随着刨切单板厚度的增加,各个类型的单板背部裂隙都有增多的趋势;厚度2.0~3.5 mm的单板,裂隙长度在1 800 μm以下的背部裂隙居多,裂隙宽度在18 μm以上居多。同时结果表明:刨切后单板背部裂隙的深度和长度,不是影响地板表面开裂的主要因素,而裂隙宽度是主要影响因素。裂隙类型及背部裂隙率的分布规律主要与树种、木段直径、蒸煮工艺及刨切机的精度等有关。
2.2 压板干燥后单板背部裂隙分析
压板干燥后单板背部不同裂隙类型分布统计结果见表2。

表2 压板干燥后单板的背部裂隙Tab.2 Morphology and rate of veneer back crack after hotpress drying
由表2 可知,压板干燥后背部裂隙数量随着单板厚度增加的规律不如干燥前明显,但是裂隙也有随厚度增大而增加的趋势。对比表1 和表2 数据可知,单板经过干燥后裂隙明显比干燥前减少了,裂隙减少是因为干燥时高温使木材中的木质素融化后将裂隙粘合起来,木质素起到了胶黏剂的作用,从而使得单板裂隙宽度减小或使裂隙数量减少,单板裂隙减小到用体式显微镜也难以观察到的程度。
2.3 压板干燥前后单板背部裂隙分析
压板干燥对宽深裂隙影响不大,但对于厚3.5 mm的单板,压板干燥使其背部宽深裂隙增加,主要原因是单板过厚使背部裂隙应力集中度过高,致使宽深背部裂隙数量增加,使部分宽浅裂隙成为宽深裂隙;压板干燥对其他类型的裂隙影响显著,使宽浅、窄深、窄浅裂隙数量减少,部分宽浅、窄深转变为窄浅裂隙,同时部分窄浅裂隙愈合,达到体式显微镜观察不到的程度;对宽浅裂隙影响尤为显著,宽裂隙变为窄裂隙,窄裂隙的数量增加,相比于宽浅裂隙,单板在干燥前后的窄裂隙下降幅度不大;同一厚度的单板,经压板干燥后,各类型背部裂隙(宽深裂隙除外)都有不同程度的减少,厚度为2.0 mm和2.5 mm的单板背部裂隙数量减少的程度不如3.0 mm和3.5 mm厚度单板显著;压板干燥对窄裂隙和浅裂隙愈合效果好(见图1)。
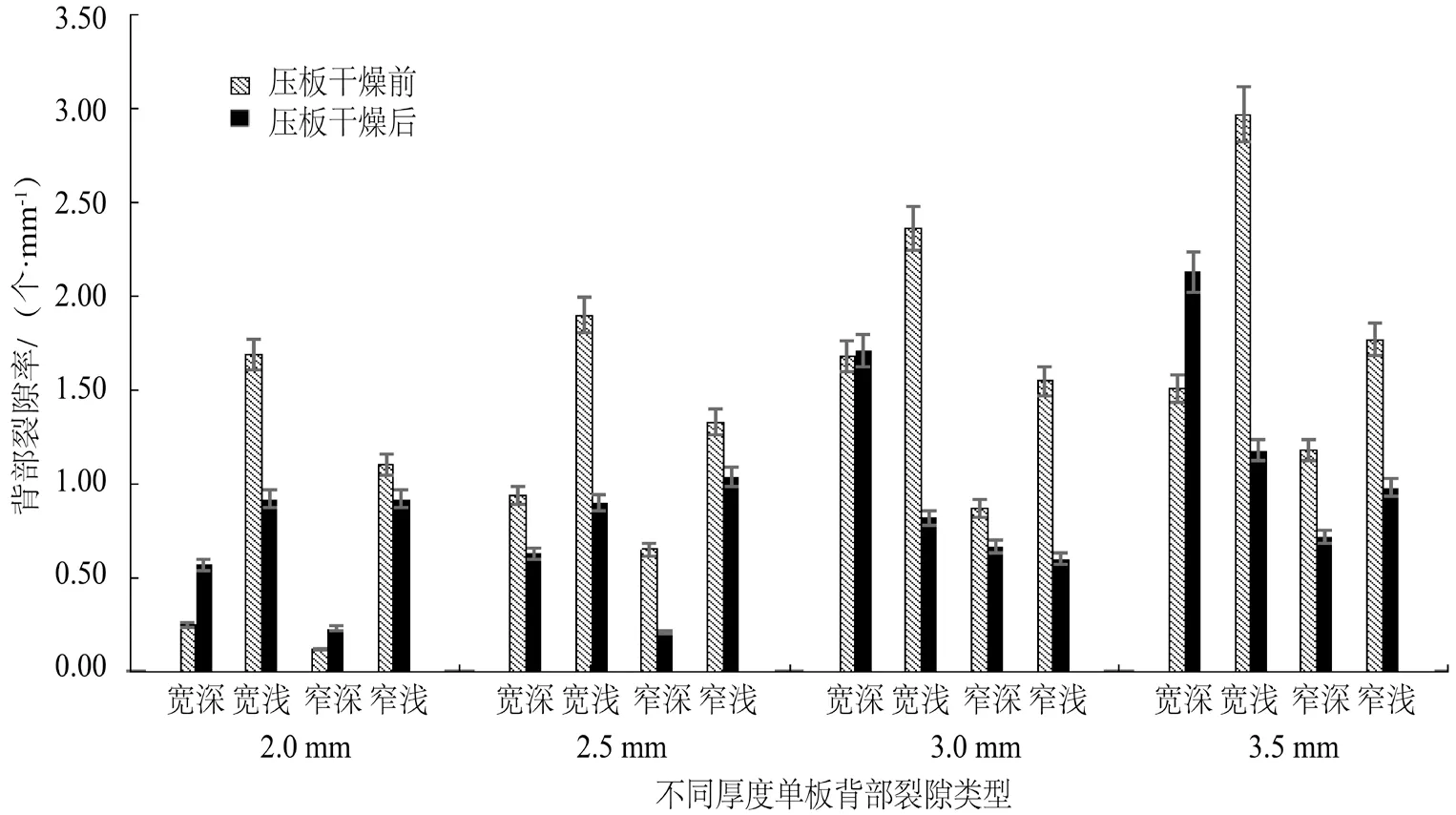
图1 压板干燥前、后单板背部裂隙对比Fig.1 Veneer back cracks before and after hot-press drying
3 结论
本研究探究热压干燥对单板背部裂隙的影响,得出如下结论:
1) 压板干燥对于刨切单板背部裂隙的改善具有积极作用。能降低背部裂隙缺陷程度;对宽浅、窄深和窄浅裂隙影响显著,可大大减少裂隙数量,对窄裂隙和浅裂隙愈合效果较好。
2) 压板干燥改善3.0、3.5 mm厚单板背部裂隙程度比2.0、2.5 mm厚单板好。
3) 压板干燥适用于三层实木复合地板刨切单板的干燥,在使用刨切单板为表板的地板制造过程中,应严格控制单板刨切过程中宽深裂隙的产生。
猜你喜欢
体育风尚(2023年24期)2024-01-26 05:59:00
体育风尚(2023年17期)2023-10-17 13:18:36
中学生数理化·八年级物理人教版(2023年4期)2023-05-05 07:29:28
橡塑技术与装备(2022年12期)2022-12-12 06:42:28
中国特种设备安全(2022年6期)2022-09-20 02:54:00
制造技术与机床(2019年8期)2019-09-03 01:14:20
冰雪运动(2019年3期)2019-08-23 08:10:32
模具制造(2019年3期)2019-06-06 02:10:52
电站辅机(2017年3期)2018-01-31 01:46:42
国际木业(2016年4期)2017-01-15 13:54:25