玉米秸秆与白菜厌氧共发酵产甲烷潜力研究
2020-08-17 06:44臧玉魏张国英谢连科马新刚祝凡平袁宪正
可再生能源 2020年8期
臧玉魏, 张国英, 谢连科, 马新刚, 刘 辉, 祝凡平, 袁宪正
(1.国网山东省电力公司电力科学研究院, 山东 济南 250002; 2.山东大学 环境科学与工程学院, 山东 青岛266237)
0 引言
随着种植业和养殖业的迅速发展,我国已成为世界上最大的农业废弃物产出国[1]。 目前,我国秸秆的产量超过了7 亿t/a, 但秸秆的利用率很低,大量秸秆在田间焚烧,不仅造成了严重的大气污染,还浪费了宝贵的可再生资源[2]。 作为一个农业大国, 我国每年还会产生约1 亿t 的蔬菜废弃物,这些蔬菜废弃物多被随意弃置,不仅浪费资源,还会对环境造成严重的污染[3]。 目前,人类正在寻找一些可再生能源来应对石油、天然气等化石燃料的耗竭所带来的能源危机。 生物质是第4 大能源,而秸秆含量约占生物质总量的一半。因此,优化秸秆的转化技术,提高秸秆的利用率,对保护生态环境、应对能源危机和实现人类社会可持续发展均具有重要的现实及长远意义[4]。
秸秆厌氧发酵技术是指以秸秆为原料,经微生物厌氧发酵产生沼气的技术。 这种技术可以在小规模和低成本的条件下实现生物质资源的高品质利用,非常适合发展中国家的农村和城乡企业。 但是,秸秆中含有大量的木质素,在厌氧消化产甲烷过程中,消化菌很难降解木质素,从而导致秸秆的消化率和产气量较低等问题。 蔬菜的有机成分和含水率较高,有利于厌氧发酵过程中微生物的分解转化,并产生甲烷[5]。 有研究表明,混合发酵可以改善发酵系统的性能, 有效调节底物的营养成分,显著提高系统的产气率及稳定性。目前, 国际上一般采用畜禽粪污与其它有机废弃物(如能源植物、餐厨垃圾、城市污泥、城市有机垃圾、农业废弃物、发酵行业废弃物等)混合发酵产沼气[6]~[8]。
本研究以玉米秸秆以及玉米秸秆与白菜的混合物为研究对象, 比较分析了单一发酵体系和混合发酵体系的pH 值、氨氮含量、日产气量、甲烷含量和产甲烷潜力, 为两种农业废弃物的无害化处理和资源化利用提供了理论支持和实践依据。
1 材料与方法
1.1 实验材料
玉米秸秆取自青岛即墨市, 粉碎后过110 目筛并存至冰箱备用;白菜取自青岛平度市,取外表皮的白菜叶为实验对象, 将白菜叶机械搅碎后,于-20 ℃冷冻备用; 接种物为实验室厌氧消化罐内的活性污泥和污水处理厂的厌氧消化污泥的等量混合物。
1.2 半连续实验
在两个平行的自制CSTR 厌氧反应器(R1,R2)中进行厌氧发酵实验,试验装置见图1。 该反应器的体积为5 L,实际工作体积为4 L,通过循环热水保证罐内温度为35 ℃。 调节进料的TS 为8.18%(物料配比如表1 所示), 水力停留时间(Hydraulic Retention Time,HRT)为40 d。 每天进出料一次,并监测产气量、甲烷浓度、pH 值和氨氮浓度等指标。

图1 CSTR 反应器简图Fig.1 Schematic diagram of CSTR reactor

表1 实验物料的配比Table 1 The ratio of experimental materials
1.3 参数检测
TS 含量、VS 含量、pH 值、 氨氮浓度等按照《水和废水的监测分析方法(第四版)》所述的标准方法进行测定; 将物料在105 ℃下烘12 h 至恒重, 在干燥器内冷却后研磨, 利用Perkin-Elmer 2400 型元素分析仪分析样品中的C,H,N 和S 的含量,每个样品做8~10 个平行;在产甲烷潜力测试中,利用排水法测量沼气产量;在半连续式实验中,采用湿式气体流量计测量沼气产量;利用气相色谱仪(配备热导检测器)测量沼气组分,进样器、热导检测器与柱室温度分别为80,100,50 ℃。
2 结果与讨论
2.1 日产气量的变化
在CSTR 厌氧反应器运行的前30 d, 发酵底物仅为玉米秸秆,从第31 天开始,按照表1 的进料配比添加玉米秸秆与白菜的混合物。 厌氧发酵过程中,CSTR 厌氧反应器日产气量的变化情况如图2 所示。

图2 沼气日产量的变化情况Fig.2 The change of daily production of biogas
从图2 可以看出: 仅以玉米秸秆为发酵底物时,反应器R1,R2 的沼气日产量分别为688~3 400,680~3 584 mL, 前30 d 的平均产气量分别为1 697.1,1 965.4 mL/d; 在第31 天加入玉米秸秆与白菜的混合物料后,反应器R1,R2 当天的产气量分别为1 000,1 756 mL,低于前30 天的平均产气量,但从第32 天开始,反应器R1,R2 的产气量明显升高,截至第78 天,反应器R1,R2 的平均产气量分别为2 906.9,2 752.9 mL/d,比玉米秸秆单独发酵分别提高了41.6%,28.6%。经计算可知,玉米秸秆单独发酵时,反应器R1,R2 的沼气产率(以单位质量的TS 计,下同)分别为84.1~415.4,83.1~437.9 mL/(g·d),其均值分别为207.4,240.2 mL/(g·d), 而混合原料的沼气产率均值分别为368.3,348.8 mL/(g·d)。 上述结果表明,与单一物料相比, 玉米秸秆与白菜混合共发酵具有更大的产沼气潜能。
2.2 甲烷含量的变化
厌氧发酵过程中, 甲烷含量的变化情况如图3 所示。 从图3 可以看出:玉米秸秆单独发酵时,反应器R1,R2 中的甲烷含量分别为23.9%~50.8%,24.9%~47.2%,均值分别为33.5%,36.1%;加入混合物料后, 两反应器中的甲烷含量均有不同程度的提高, 两反应器中的甲烷含量分别为26.0%~60.8%,30.5%~60.8%,均值分别为46.6%,47.8%, 比玉米秸秆单独发酵时分别提高了28.1%,24.5%。 玉米秸秆单独发酵时,反应器R1,R2 的平均甲烷产率(以单位质量的VS 计,下同)分别为71.9,96.5 mL/g,玉米秸秆与白菜混合发酵时, 反应器R1,R2 的平均甲烷产率分别为202.9,195.6 mL/g。 由此可以看出,白菜这一易降解物料的加入, 可以显著提高系统产气的甲烷含量。 玉米秸秆与白菜的协同厌氧消化优化了发酵物料的营养结构,提高了产甲烷菌的活性。
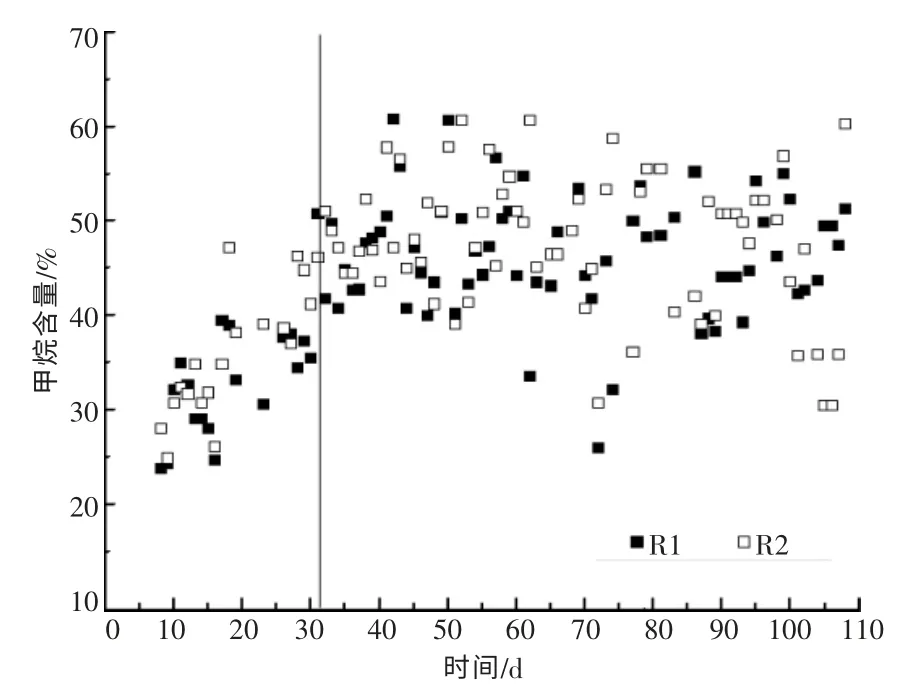
图3 甲烷含量的变化情况Fig.3 The change of methane content
2.3 pH 值及氨氮浓度的变化
厌氧发酵过程中,pH 值的变化情况如图4 所示。

图4 pH 值的变化情况Fig.4 The change of pH value
从图4 可以看出,随着混合物料的加入,反应器R1,R2 的pH 值从初始的7.08,6.91,分别升高到反应结束时的7.35,7.32,其中,反应器R1,R2的最大pH 值分别为7.43,7.40。有研究表明,高固含量(TS 含量为4%~10%)厌氧发酵的最优pH 值为6.6~7.8[9]。因此,在本研究中,虽然系统的pH 值一直在升高,但仍处于最优pH 值范围内。 上述结果表明, 尽管白菜的加入会对共发酵体系的pH值产生一定的影响, 但发酵体系不会因酸碱度的改变而使产气量下降。
厌氧发酵过程中, 氨氮(NH4-N) 与自由氨(NH3)浓度的变化情况如图5 所示。

图5 氨氮与自由氨浓度的变化情况Fig.5 The change of ammonia nitrogen and free ammonia concentration
从图5 可以看出,玉米秸秆单独发酵时,反应器R1,R2 中的氨氮浓度均较低, 分别为142.4~299.4,118.3~241.0 mg/L;加入混合物料后,反应器R1,R2 中的氨氮浓度均有了较大幅度的升高,分别为111.3~1 123.6,116.8~1 164.1 mg/L。 由于氨氮抑制受pH 值、温度以及接种物适应性等影响,而自由氨被认为是引起氨氮抑制的根本原因[10]。因此,本研究采用自由氨浓度来表征氨氮抑制。从图5 还可以看出, 加入混合物料后, 反应器R1,R2 中的自由氨浓度逐渐升高, 从初始的2.5,1.8 mg/L 逐渐升高到发酵结束时的27.7,27.2 mg/L。Bhattacharya 提出, 厌氧系统中的自由氨浓度为55 mg/L 时,发酵产气就会受到抑制[11]。 Angelidaki提出, 厌氧系统对自由氨的最高承受浓度为800 mg/L[12]。 而本研究中的自由氨浓度明显低于上述数值,因此,本文中的发酵系统并未达到可能产生氨氮抑制的自由氨浓度范围, 系统的产气性能不会因混合物料共发酵导致的氨氮浓度升高而受到抑制。
2.4 设定参数合理性的验证
玉米秸秆与白菜厌氧共发酵阶段的理论产气量与实际产气量的对比如图6 所示。 从图6 可以看出:混合物料(5 g 秸秆与95 g 白菜)每天的理论产气量为5 621 mL,而反应器R1,R2 每天的实际产气量分别占理论产气量的20.6%~82.7%,20.6%~79.7%; 反应器R1 在78 d 内的平均产气量为2 906.9 mL,占理论产气量的51.7%,反应器R2 在78 d 内的平均产气量为2 752.9 mL,占理论产气量的49.0%。
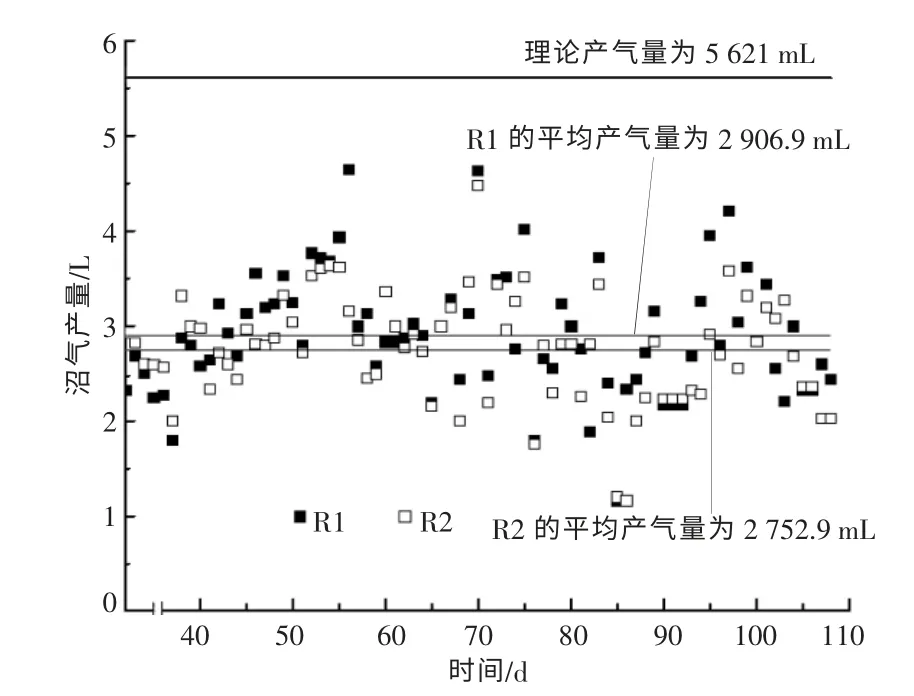
图6 厌氧共发酵过程中理论产气量与实际产气量的对比Fig.6 Comparison of theoretical gas production and actual gas production by anaerobic co-digestion
为了建立产气量与水力停留时间之间的数学关系,我们做如下推导。
根据CSTR 反应器物料平衡,有

式中:V 为反应器的体积,L;c 为系统的VS 浓度,g/kg;m0为输入物料的量,kg/d;c0为输入物料的VS 浓度,g/kg;r(c)为底物的降解速率,g/(L·d)。
根据厌氧消化模型,底物降解速率r(c)可以表达为一级反应,即:

式中:k 为一级动力学反应常数,d-1。

底物降解与沼气生产之间的关系可以表述为

即:

式中:y 为沼气产量,L/d;ym为最大沼气产量,L/d。
将式(5)代入式(3),可以得到:

即:

将本实验中的R1,R2 数据代入式(6),可以得出k=0.026 776/0.023 996 d-1。
根据式(7)绘制的水力停留时间与产气量的关系曲线见图7。 从图7 可以看出:当产气量达到理论产气量的60%时, 反应器R1,R2 需要的HRT 分别为56.0,62.5 d, 远大于目前的40 d;如果将HRT 降为30 d, 反应器R1,R2 分别能产出理论产气量的45%,32%。 因此,对于玉米秸秆与白菜的混合物料来说, 本研究中所采用的参数可构成一个较为可取的沼气发酵体系。

图7 水力停留时间与产气量的关系Fig.7 The relationship between hydraulic retention time and gas production
3 结论
玉米秸秆与白菜的半连续式厌氧共发酵实验结果表明:玉米秸秆与白菜混合发酵时,反应器R1,R2 的平均产气量分别为2 906.9,2 752.9 mL/d, 比玉米秸秆单独发酵分别提高了41.6%,28.6%,分别占理论产气量的51.7%,49.0%;反应器R1,R2 的平均沼气产率分别为368.3,348.8 mL/(g·d);反应器R1,R2 的的平均甲烷含量分别为46.6%,47.8%, 比玉米秸秆单独发酵的甲烷含量分别提高了28.1%,24.5%;R1,R2 的pH 值分别维持在7.08~7.43,6.91~7.40, 系统的pH 值一直在升高,但仍处于最优pH 值范围内;相对于玉米秸秆单独发酵时的氨氮浓度,混合发酵时,反应体系中的氨氮浓度有较大幅度的升高, 但自由氨浓度明显低于可能产生氨氮抑制的浓度范围。
猜你喜欢
装备维修技术(2021年39期)2021-11-17
军民两用技术与产品(2021年10期)2021-03-16
新传奇(2020年40期)2020-10-23
水上消防(2020年1期)2020-07-24
小学科学(2020年2期)2020-06-15
小学科学(学生版)(2020年3期)2020-03-25
小学科学(学生版)(2020年2期)2020-03-03
意林·全彩Color(2019年8期)2019-11-13
小天使·五年级语数英综合(2019年6期)2019-06-27
疯狂英语·新读写(2018年3期)2018-11-29