
铝工业废渣制备免烧砖的力学性能研究
2020-08-15 09:59:38唐伟佳倪红军吕帅帅汪兴兴
金属矿山 2020年7期
唐伟佳 倪红军 许 茜 吕帅帅 汪兴兴
(南通大学机械工程学院,江苏南通226019)
铝是全球产量最大的有色金属,是重要的战略资源。2018 年中国原铝产量近 4 000 万 t[1],仅 2018年新产生的铝工业废渣(简称铝渣)就多达数百万t。据统计,我国每吨铝的电解、熔铸及废铝再生等会产生约30~250 kg的工业废渣[2-4]。由于资源化利用技术还不成熟,堆积和填埋仍是我国处置铝渣的主要方式,这不仅给生态环境造成了严重的污染,也极大地浪费了资源[5]。
目前,国内外学者对铝渣的资源化利用开展了大量的研究工作,包括利用铝渣代替水泥掺入混凝土[6]、以铝渣为主要原料制备绝缘耐火砖[7]、采用酸溶法利用铝渣生产无机絮凝剂[8]、利用铝渣中含有少量单质铝的特性制备蒸压加气混凝土砌块[9]等等。但是,现有的资源化利用方法处置量小,未能有效利用大量堆存的铝渣。而利用胶凝材料固化/稳定化技术制备免烧砖,具有处置量大、固化材料易得、成本低廉等优势,是一种极佳的固废处置方法[10]。因此,本研究拟以铝工业废渣为主要原材料,研究添加剂对免烧砖的重要力学性能指标——抗压强度和抗折强度的影响,以期获得一种较优的铝渣免烧砖配合比,为铝渣制备免烧砖的大规模应用提供理论依据。
1 试验原料
(1)试验所用铝渣取自江苏某再生铝企业,为再生铝熔炼过程中经高温炒铝而产生的废渣,其主要化学成分和粒径分布分别见表1、表2,XRD图谱和SEM微观形貌分别见图1、图2。

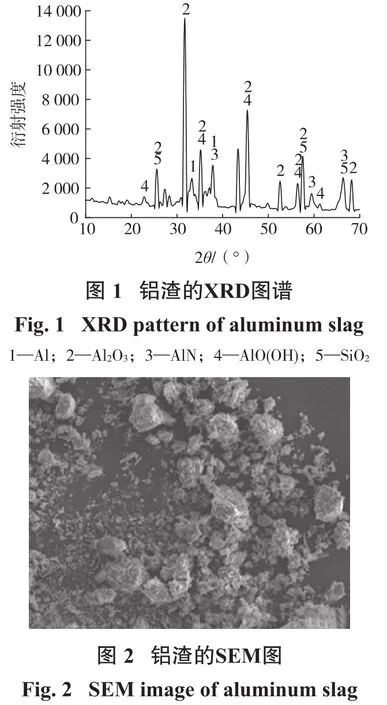
由表1和图1可知,该铝渣主要成分为Al2O3、AlN和Al,还含有少量的AlO(OH)和SiO2。除上述物相外,铝渣中一般还包含一些其他金属(如Fe、Cu、Mn等)的氧化物以及少量盐类。由表2及图2可知,铝渣颗粒相对独立,颗粒之间无粘结,棱角比较明显,颗粒直径主要分布于75~180 μm,粒径较小,有利于后续水化反应的进行。
(2)石灰,CaO,天津市致远化学试剂有限公司,分析纯。
(3)石膏,CaSO4·2H2O,天津市致远化学试剂有限公司,分析纯。
(4)水泥,普通硅酸盐水泥,诸城市杨春水泥有限公司,P.O42.5。
2 试验方法及仪器
2.1 试样制备
首先对铝渣进行初筛,采用50目标准筛去除铝渣中的大颗粒物和明显的杂质。然后放入反应釜中,按固液比1∶10添加超纯水,100℃加热搅拌2~6 h,进行水解除氮处理,去除铝渣中大部分AlN,发生的化学反应见式(1)。将反应后的铝渣烘干并按设计比例掺入添加剂混合均匀,采用自制模具在一定压力条件下压制成型,砖块尺寸为40 mm×40 mm×160 mm,洒水自然养护。图3为成型模具,图4为成型试样。

2.2 表 征
抗压和抗折强度测试按照国家标准《水泥胶砂强度检测方法(ISO法)GB/T 17671—1999》,试验仪器采用济南东方试验仪器有限公司生产的YAW-300C型微机控制抗压抗折试验机。抗压强度试验的力加载速度为2.4 kN/s,抗折强度试验的力加载速度为0.05 kN/s。SEM扫描电镜和XRD分析分别采用日本日立公司的HITACHI S-3400N型扫描电镜、日本理学株式会社的Rigaku D/max2550V型X射线衍射仪。
2.3 配合比设计
免烧砖的力学性能主要来源于以下两个方面[11]:一方面压制成型使颗粒间产生相对滑移,小颗粒填充在大颗粒间的孔隙内;另一方面胶凝材料自身的水化反应以及激发剂与废渣中的活性成分发生反应,生成大量水化产物。石灰作为最常见、最主要的激发剂之一,能够激发铝渣中的活性成分,其掺量多少会显著影响免烧砖的力学性能。为进一步提高免烧砖的力学性能,选择石膏和水泥作为另外2种添加剂。试验配合比设计见表3,水固质量比为0.2,成型压力15 MPa,自然养护3 d、7 d测试不同配合比条件下免烧砖的力学性能。

3 试验结果与讨论
3.1 石灰掺量对免烧砖力学性能的影响
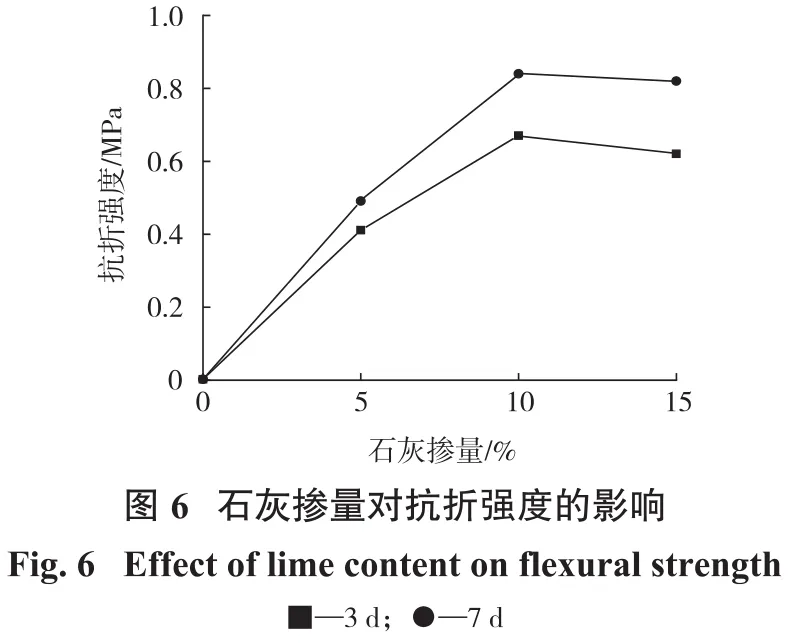
石灰掺量对免烧砖抗压强度、抗折强度的影响见图5、图6。
由图5、图6可知,抗压、抗折强度变化规律基本一致,随着石灰掺量的增加均先增大后减小。当石灰掺量为0%时,免烧砖无法成型,无强度。这是因为铝渣中主要活性物质为Al2O3,在缺乏激发剂的条件下不能显现出水化活性,仅仅依靠压制成型的物理作用使其以颗粒的形式结合在一起,脱模时有明显的粉末漏出。随着石灰掺量的增加,免烧砖的抗压、抗折强度逐渐增大,当石灰掺量为10%时,免烧砖的抗压、抗折强度达到了峰值。石灰反应放热的同时,在免烧砖内部形成了碱性环境,在碱性环境中,激发了铝渣中的活性Al2O3,生成以水化铝酸钙(CAH)为主的水化产物,发生的化学反应见式(2)[12]。水化产物的生成使原本仅仅依靠物理作用结合在一起的颗粒间产生胶结,从而构成了强度。然而,随着石灰掺量的进一步增加,免烧砖的抗压抗折强度反而降低了,可能的原因是石灰本身水化活性有限,与空气中CO2反应生成CaCO3而失效,导致免烧砖力学性能的降低,发生的化学反应见式(3)[13]。

3.2 石膏掺量对免烧砖力学性能的影响
石膏掺量对免烧砖抗压强度、抗折强度的影响见图7、图8。

由图7、图8可知,抗压、抗折强度变化规律基本一致,随着石膏掺量的增加均先增大再减小。当石膏掺量为15%时,免烧砖的抗压、抗折强度达到峰值。在铝渣-石灰体系中掺入石膏,即在Al2O3-Ca(OH)2体系中引入了SO2-4,可以加深水化程度,反应生成钙矾石(AFt),见式(4)。钙矾石具有良好的膨胀性,能够快速填充免烧砖内部空隙,从而提高其力学性能。而石膏的过量掺入,多余的硫酸盐无法与反应体系中的物质反应,杂乱地分布于体系中,一定程度上降低了非烧结砖的强度[14]。


3.3 水泥掺量对免烧砖力学性能的影响
水泥掺量对免烧砖抗压强度、抗折强度的影响见图9、图10。
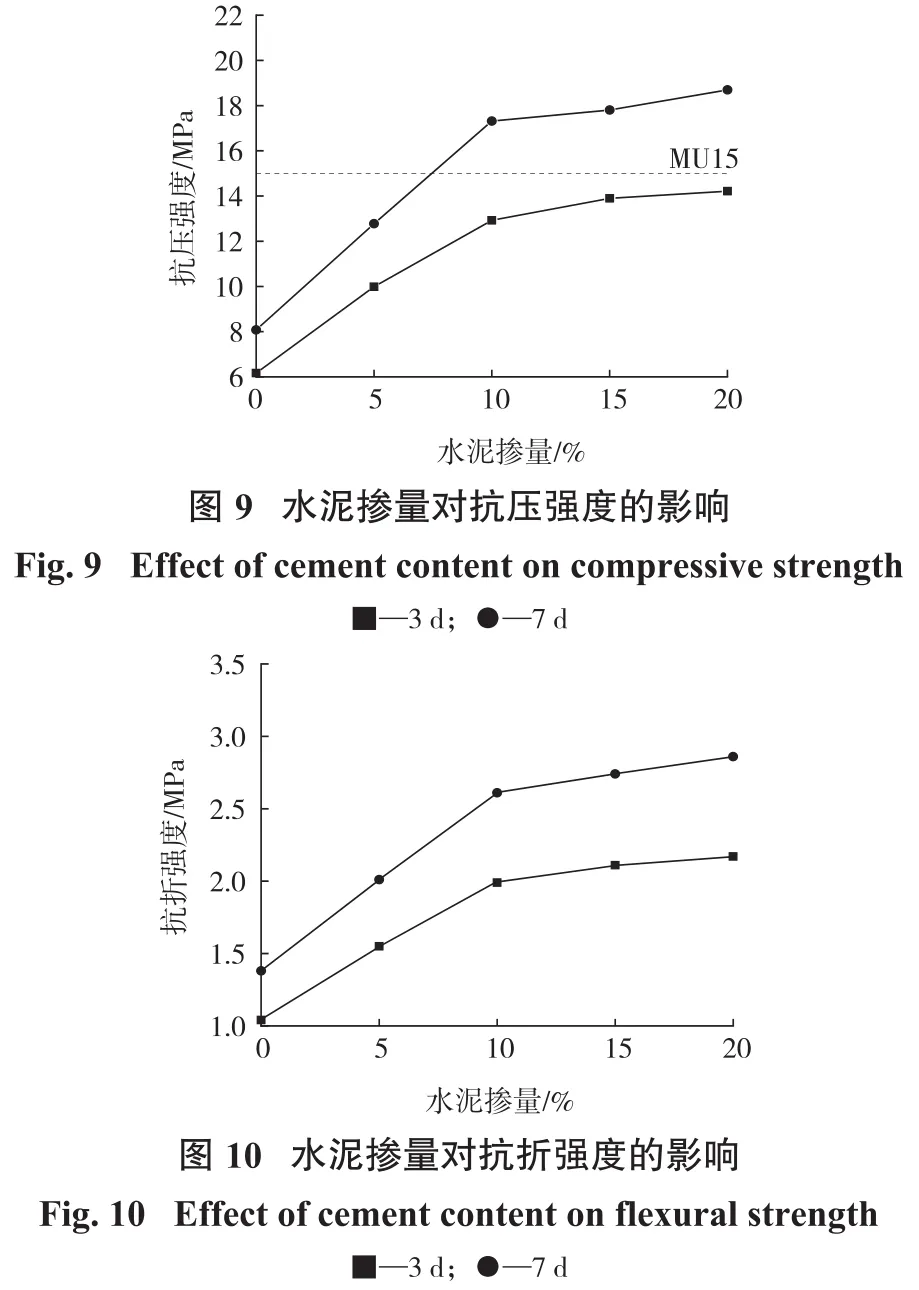
硅酸盐水泥是胶凝材料最主要的组分,由图9、图10可以明显看出,水泥对铝渣免烧砖力学性能的影响程度最大。水泥硬化过程中,一方面其中的硅酸三钙(3CaO·SiO2)等活性成分遇水水化,生成大量絮状CSH凝胶从而形成高强度;另一方面,水泥水化后会产生更多的Ca(OH)2,为免烧砖中的活性成分提供了更多的碱性环境,促进水化反应的继续进行,使制品的强度进一步提高[15]。从图中可以看出,随着水泥掺量的增加,免烧砖的抗压、抗折强度均呈上升的趋势。水泥掺量的不断增加显著提高了免烧砖的力学性能。但考虑到试验的目的是试验铝渣的大批量资源化利用,水泥的大掺量增加固然能够提高免烧砖的力学性能,但会导致生产成本大大增加,同时也减少了废渣的利用率,因此,水泥掺量不宜超过10%。水泥掺量10%时,铝渣免烧砖7 d抗压强度达到了17.31 MPa,7 d抗折强度达到2.61 MPa,满足《JC/T 422—2007非烧结垃圾尾矿砖》MU15强度等级的要求。
3.4 微观形貌与物相组成分析
配合比为65%铝渣、10%石灰、15%石膏和10%水泥条件下(试验编号T10)自然养护7 d后试样的SEM微观形貌见图11,X-射线衍射分析见图12。

由图11可以看出,T10配合比试样经过7 d自然养护,免烧砖内部发现了明显的水化反应,生成了大量的水化产物,包括凝胶状无定形物和大量相互交织的长杆状晶体,结合图12的XRD图谱分析结果,可以确定铝渣免烧砖的主要水化产物为水化硅酸钙(CSH)、水化铝酸钙(CAH)和钙矾石(AFt)。这些水化产物搭接紧密,使免烧砖内部结构更加致密。与此同时,体系内仍还有部分Al2O3未参与反应,有待后续养护继续参与反应,从而进一步提高免烧砖的力学性能。
4 结论
(1)配合比为65%铝渣、10%石灰、15%石膏和10%水泥的铝渣免烧砖,7 d自然养护后抗压强度为17.31 MPa,抗折强度为2.61 MPa,满足《非烧结垃圾尾矿砖》(JC/T 422—2007)MU15级免烧砖的性能要求。
(2)水泥是对铝渣免烧砖力学性能影响最大的添加剂,石灰和石膏则对铝渣免烧砖力学性能的影响相对较小。
(3)通过SEM和XRD表征,可以发现免烧砖内部发生了明显的水化反应,主要水化产物为CSH、CAH和Aft,这些水化产物增强了铝渣免烧砖的力学性能。
猜你喜欢
硅酸盐通报(2022年10期)2022-11-01 06:15:40
新型建筑材料(2022年6期)2022-06-24 05:51:36
潍坊学院学报(2020年6期)2020-11-22 08:04:22
妈妈宝宝(2019年9期)2019-10-10 00:53:48
江西建材(2018年2期)2018-04-14 08:00:08
Advances in Atmospheric Sciences(2018年5期)2018-03-07 06:58:12
水利科技与经济(2017年9期)2017-04-22 02:42:44
新型建筑材料(2016年7期)2017-01-09 09:12:36
中国卫生标准管理(2015年16期)2016-01-20 09:26:21
建材技术与应用(2015年2期)2015-09-18 09:36:02
