
LNG 运输加注船储罐9Ni钢焊接工艺研究
2020-08-14 03:33:12潘小军包志刚冯金艳陈倩方振锐
金属加工(热加工) 2020年8期
潘小军,包志刚,冯金艳,陈倩,方振锐
南通中集太平洋海洋工程有限公司 江苏启东 226251
1 序言
南通中集太平洋海洋工程有限公司2019年承接的STOLT-NIELSEN GAS B.V.两艘20 000m3LNG运输加注船,是目前世界上最大的LNG燃料加注船,船长159.7m、型宽24m、型深16.75m,入DNV GL船级社。该船采用双罐设计,使得船长可以控制在160m以内,并可进一步增加货舱容积30%;具有安全、节能和环保等特点,是LNG运输加注船的一个技术升华,既可运输LNG,又可为其他船舶及终端处加注补充LNG燃料。
该LNG运输加注船是运输液化天然气的船舶,其装载容器是该船舶的核心装备。该容器装备设计温度-163℃,液化方式为半冷半压式,制造材料采用含镍量较高的低温9Ni钢。由于该钢技术含量高,焊接难度大,因此研究9Ni钢焊接工艺,是整个项目技术攻关的重中之重[1]。
2 9Ni钢分析
LNG储罐设计温度为-163℃,在这种极低的温度下,标准铁素体结构钢由于缺乏足够的韧性,存在脆性断裂的风险,故不应将铁素体钢用于工作温度低于-101℃的压力容器中。为此必须采用低温9Ni钢,该材料可提供低至-196℃的可靠的结构完整性。当铁素体钢中的wNi达9%左右时,铁素体钢低温转变温度就会明显消失,这大大降低了脆性断裂的风险。Ni在钢中的主要作用是大大提高了低温下的韧性和抗冲击性。当wNi高达13%时,韧性、脆性在任何温度下转变都不再明显。但当参考实用性与成本效益做最佳选择时,确定wNi=9%。
试验用钢是由南京钢厂提供的板厚为20mm的X7Ni9钢,符合欧标EN 10028-4—2017。供货状态为淬火+回火,淬火为800~820℃水冷,回火温度为570~600℃,回火后空冷,组织为低碳马氏体+贝氏体,具有较好屈强比(95%)及低温冲击吸收能量。化学成分见表1,力学性能见表2。

表1 X7Ni9钢板的化学成分(质量分数) (%)

表2 X7Ni9钢板的力学性能
3 焊材选型
9Ni钢的焊接质量在很大程度上决定了LNG运输加注船的结构完整性与安全性。因此,需要评估可用的焊材等级、化学成分及最佳匹配的力学性能,以确保质量与良好的经济性。
首先,焊接材料若采用化学成分匹配选择wNi=9%~12%的焊材,虽然成本低,但不被认为是可行的解决方案。尽管采用化学成分匹配的铁素体焊材已成功在试验室条件下应用于机械化GTAW建造模型水箱,但该工艺并未在现场广泛用于厚板焊接。因为铁素体焊材伸长率低,与母材伸长率接近,焊接残余应力在热影响区最大,所以弯曲试验时在热影响区易断裂。因此,用于9Ni钢的焊材需要具有较高的伸长率(>35%)。
其次,在服役时LNG储罐会膨胀和收缩,所有焊接接头都会经受极端的热循环。当9Ni钢和焊缝金属的线性热膨胀系数差异太大时,较高的热应力集中会引起热疲劳,导致储罐故障。因此,9Ni钢和焊缝金属的线性热膨胀系数差异应尽可能小。9Ni钢与焊材线性热膨胀系数的比较如图1所示。由图1可知,奥氏体E308L型不锈钢焊材的线性热膨胀系数与9Ni钢差异最大;ENiCrMo-6、ENiCrFe-9、ERNiCrMo-4类型焊材的线性热膨胀系数最接近9Ni钢[2]。
综上所述,在对9Ni钢进行焊接时,出于延展性、伸长率和热膨胀的原因,最终采用镍基合金焊材是最合适的。
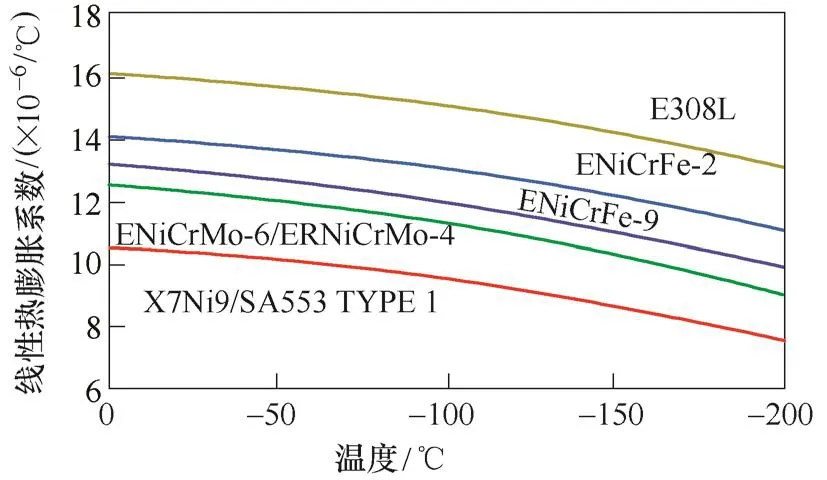
图1 9Ni钢与焊材线性热膨胀系数的比较
4 焊接工艺试验
(1)焊接材料 本试验根据项目技术要求,选择AWS A5.11、AWS A5.14相应分类等级的焊材,SMAW选用ENiCrMo-6、ENiCrFe-9;SAW选用ERNiCrMo-4焊材。焊材的化学成分及力学性能分别见表3、表4。
(2)焊接条件及参数 SMAW采用交流焊机BX3-500,SAW采用埋弧直流焊机MZC-630。试板采用V形60°坡口、双面施焊法,SMAW采用立位置、SAW采用平位置焊接。焊接参数见表5。
(3)焊接接头性能 试板经过100%射线检测,全部按照ISO 10657—1991验收,均为I级合格。
试板采用IGC CODE 国际散装运输液化气船舶构造和设备规则的焊接标准,对试板取样后检测接头的力学性能及冷弯性能,见表6。从表6可看出,接头抗拉强度高于母材最低标准值,弯曲表面无开裂,延展性良好。焊缝、热影响区冲击值也处于较高水平,满足标准要求。对试样进行宏观检测(见图2~图4),未发现裂纹、气孔、未熔合及夹渣等焊接缺陷。采用显微维氏硬度计进行硬度检测,焊接接头的硬度测量结果见表7。由表7可知,测量结果均<350 HV10,满足规范要求。

表3 焊材的化学成分(质量分数) (%)

表4 焊材的力学性能

表5 焊接参数
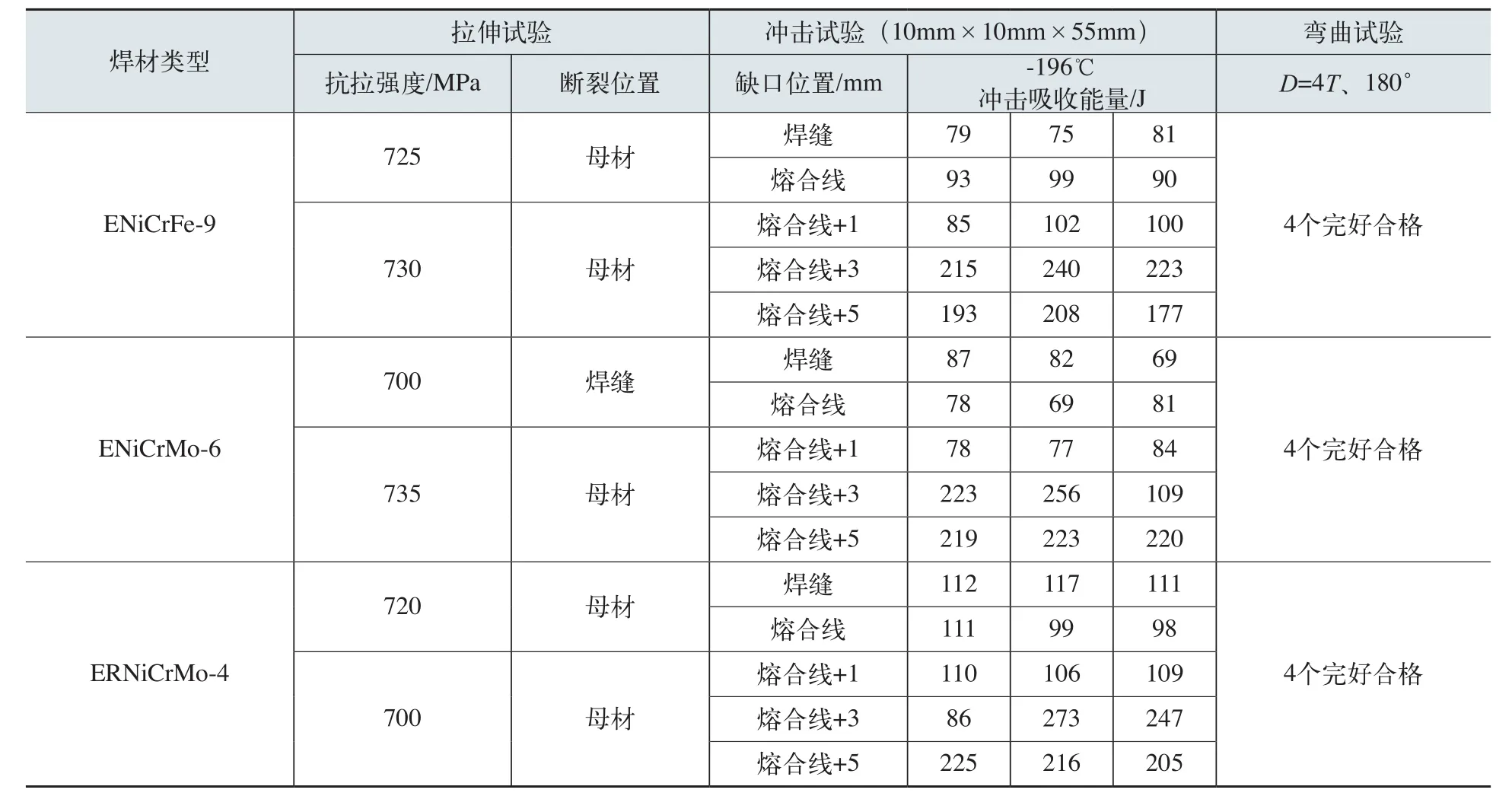
表6 力学性能及冷弯性能
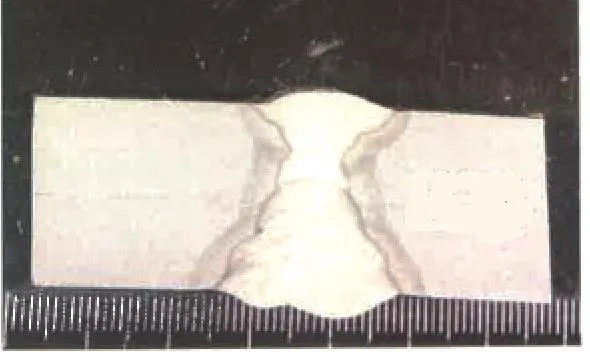
图2 ENiCrMo-6接头

图3 ENiCrFe-9接头

图4 ERNiCrMo-4接头
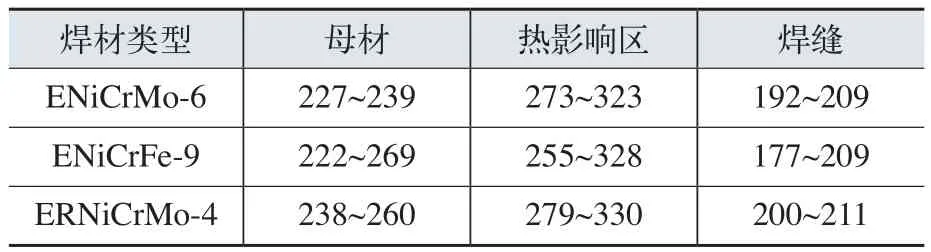
表7 9Ni钢焊接接头(后焊面)硬度 (HV10)
5 焊接注意事项
因为9Ni钢是易剩磁材料,所以必须采用非磁性吊装,钢板出厂前磁场控制在5mT以内。背部清根必须用交流碳弧气刨机消除。若焊接发生磁偏吹,可采用特斯拉计进行检测,当磁场强度超过10mT时,需采用专用工具进行消磁后再焊接。
镍基焊缝组织为纯奥氏体组织,一般晶间低熔共晶化合物集聚在焊缝中心,且连续分布在晶界上。尤其在根部焊道收弧处,弧坑焊缝金属在凝固过程中,高温阶段晶间延性或塑性变形能力不足以承受凝固过程或高温时冷却过程积累的应变量,从而产生高温沿晶裂纹。特别是在间隙较大处,会产生明显弧坑热裂纹,因此需要将缺陷打磨干净再进行焊接。
6 结束语
本文通过对LNG储罐材料、焊接材料的选型分析,并开展相应的SMAW、SAW焊接工艺试验,按照相应的标准进行焊接接头性能试验。根据试验结果可得出:9Ni钢SMAW选用ENiCrFe-9、ENiCrMo-6型焊材;SAW选用ENiCrMo-4型接材,在合理的焊接参数下,接头力学性能满足标准要求。在生产中只要采取适当的工艺手段和严格的控制措施,就可以满足设计要求并保证产品质量。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
山东冶金(2023年6期)2024-01-10 01:33:30
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
节能与环保(2022年3期)2022-04-26 14:32:36
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
压力容器(2019年1期)2019-03-05 11:12:06
理化检验(物理分册)(2017年5期)2017-06-01 11:29:45
钢管(2016年4期)2016-11-10 07:37:00
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
焊管(2015年4期)2015-12-19 07:01:37
