冷却过程及冷却过程中水分控制系统
2020-08-10 18:30胡杰
卷宗 2020年16期
关键词:技术方案
胡杰
摘 要:饲料的水分含量是一项非常重要的质量指标,它直接影响到饲料的品质和饲料生产企业的经济效益,对其进行有效控制是保证产品质量安全的关键因素之一。本文较详细地分析了水分控制系统的技术方案,并且总结了技术难点以及控制结果,希望能对研究人员和企业提供有益的帮助。
关键词:冷却过程;水分控制;技术方案
冷却过程一般采用环境空气,而且只能够控制饲料在冷却器中的温度降低,不能够控制冷却过程中水分的降低;在极端的情况下,冷却的时间会很长,水分降低的过多或者水分降低的很少;干燥过程采用高温的空气,只能够控制水分的变化,需要占用很多的空间,并且需要较高的能耗和投资,并带来额外的尾气处理的问题;冷却和干燥的尾气一般直接排放会造成环境污染的问题[1]。在饲料生产过程中,控制饲料颗粒温度降低的同时控制饲料颗粒的水分。如果水分和温度过高会造成饲料的储藏时间减少,并有冷凝水产生的风险,进而引起质变。如果水分和温度过低,会造成成本的升高。尾气循环利用,避免了尾气的排放会,避免环境污染的问题[2]。
1 水分控制系统的技术方案
1.1 产品的组成、形状
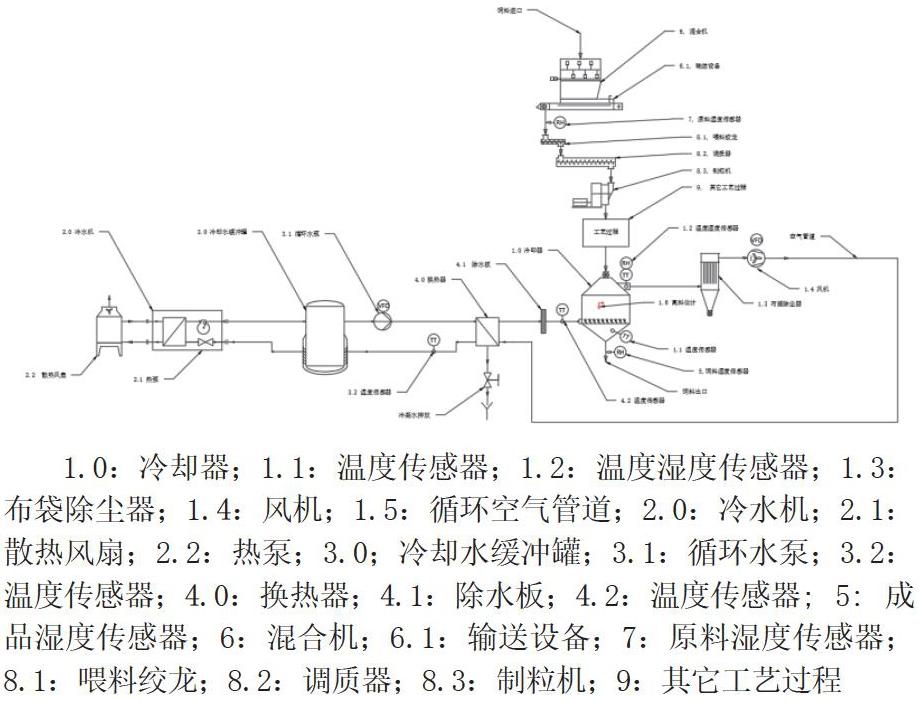
1.0:冷却器;1.1:温度传感器;1.2:温度湿度傳感器;1.3:布袋除尘器;1.4:风机;1.5:循环空气管道;2.0:冷水机;2.1:散热风扇;2.2:热泵;3.0;冷却水缓冲罐;3.1:循环水泵;3.2:温度传感器;4.0:换热器;4.1:除水板;4.2:温度传感器; 5: 成品湿度传感器;6:混合机;6.1:输送设备;7:原料湿度传感器;8.1:喂料绞龙;8.2:调质器;8.3:制粒机;9:其它工艺过程
1.2 描述产品各组成的相互关系
粉末状的原料进入到混合机6后经过输送设备6.1后进入喂料绞龙8.1,在输送设备6.1和喂料绞龙7.1之间有原料湿度传感器。粉末状的原料经过调质器8.2,制粒机8.3和其它工艺过程9后进入冷却器1.0。经过空气冷却和去除水分后,经过饲料出口进入到下一工序,在进入到下一个工序之前经过成品湿度传感器5进行饲料颗粒湿度的测量。
空气经过换热器4.0后,经过除水板4.1后进入冷却器1.0,空气冷却饲料颗粒和去除水分后经过布袋除尘器1.3,风机1.4后进入循环空气管道1.5,然后经过换热器4.0,除水板4.1后进入冷却器1.0形成循环。
冷水机2.0产生冷水,冷水在冷却水缓冲罐3.0和热泵2.1之间循环,冷却水缓冲罐3.0中的冷水,经过循环水泵3.1后在换热器4.0和冷却水缓冲罐之间循环,来冷却循环空气。
1.3 产品的工作原理
粉末状的原料经过饲料入口进入到混合机6,混合后经过输送设备6.1,输送到喂料绞龙8.1,在喂料绞龙8.1之前经过原料湿度传感器7测量原料的湿度,经过调质器8.2,制粒机8.3和其它工艺过程9后形成高温高湿的饲料颗粒进入冷却器1.0。
高温高湿的饲料颗粒经过饲料进口进入冷却器1.0,循环空气经过换热器4.0冷却后也进入冷却器1.0,用来冷却和干燥高温高湿的饲料颗粒。冷却空气形成高温高湿并含有粉尘的循环空气,经过布袋除尘器1.3分离携带的粉尘,粉尘经过布袋除尘器的关风器进入到下一工序,尾气经过风机1.4后进入循环空气管道1.5,循环管道1.5和换热器4.0连接,形成一个闭环,可以用来控制水分和避免环境的污染。循环管道1.5之间根据不同的工艺情况可能会有其它的冷却系统如凉水塔,换热器等来冷却出冷却器1.0的尾气。
循环空气经过换热器4.0,冷却到系统需要的温度,即4.2温度传感器显示的温度,冷却后的环境空气含有一定量的冷凝水,冷凝水经过除水板4.1后去除,不含水的冷空气进入冷却器1.0。换热器4.0内会形成一定量的冷凝水,冷凝水进行二次利用或者处理后排放。
冷却空气的温度越低,饲料颗粒和空气的温度梯度大,冷却速度越快;冷却空气的温度越低,饲料颗粒内外的水分梯度越小,干燥速度越慢。经过温度传感器4.2,可调节式高料位计1.6,温度传感器1.1,湿度温度传感器1.2,成品湿度传感器5,原料湿度传感器7以及风机1.4来平衡冷却风进口温度,出口温度和湿度以及冷却器进口风量,从而使饲料颗粒的温度和湿度达到品质的要求。
简单控制来说,由温度传感器1.1来调节可调节式高料位计1.6;由温度湿度传感器1.2来调节可调节式高料位计1.6以及风机1.4;由成品湿度传感器5和原料湿度传感器7之间的差值调节可调节式高料位计1.6;但是一个完整的控制系统应该是温度传感器4.2,温度传感器1.1,高料位计1.6,湿度温度传感器1.2,成品湿度传感器5和原料湿度传感器7和风机1.4依据冷却模型建立的动态平衡的一个结果。其中高料位计1.6为可移动式料位计或者可调节式料位计。
经过对比成品湿度传感器5和原料湿度传感器7之间的值,可以知道原料水分和成品水分的差值,当成品湿度传感器5的数值小于原料湿度传感器的值时,调节可移动式料位计1.6,使成品湿度传感器5的数值等于原料湿度传感器7的值;当成品湿度传感器5的数值大于原料湿度传感器的值时,调节可移动式料位计1.6,使成品湿度传感器5的数值等于原料湿度传感器7的值.从而避免水分的损失照成损失和质量不达标。
换热器4.0的冷却水经过循环水泵3.1,在冷却水缓冲罐3.0和换热器4.0之间循环,温度传感器3.2控制循环水泵3.1控制循环水量,从而控制环境温度出换热器4.0的温度。
冷水机2.0用来冷却水缓冲罐3.0内的冷却循环水,冷却水缓冲罐3.0内的热水侧的热水进入热泵2.1冷却后进入冷却水缓冲罐的冷水侧,完成循环。热泵2.1置换出的热量经过散热风扇2.2散热。
2 技术关键点和欲保护技术点
技术关键点(希望保护的技术点):1:通过控制环境空气进入冷却器温度的方法来控制饲料颗粒的温度以及水分;2:通过温度传感器4.2,温度传感器1.1,可调节式高料位计1.6,温度湿度传感器1.2,成品湿度传感器5和原料湿度传感器7以及风机1.4一个或者多个设备或传感器相互联系的方法来控制饲料颗粒的温度和水分。
3 技术效果
只使用冷却工艺来冷却饲料颗粒和控制饲料颗粒的水分,优化了工艺,提高产品的质量,减少设备使用量,减少损失,并能够节省投资。还能够循环利用冷却空气,避免环境的污染。
4 结束语
饲料水分的控制亦是影响饲料加工厂经济效益重要因素之一,对一些工艺设计和设备结构进行调整,通过对饲料中水分减少损耗和添加的水分能稳定的留在饲料内部,每一个工序虽能带来饲料水分的变化是极微量的,但大量微量的积聚就是一个较大量数值,预计能减少 0.2%~0.3%的水分损耗,使饲料加工厂能获得较好的经济效益。特别在市场竞争十分激烈的今天,要求饲料加工厂的工艺设计是精细化的,饲料加工厂管理亦要精细化,需从抓大的与抓微量同步进行,才能使饲料加工厂获得较好的经济效益,在激烈的市场竞争中占据有利地位。
参考文献
[1]王若兰,等.粮食储运安全与技术管理[M].化学工业出版社,2019:5.
[2]屠康,等.食品物性学[M].东南大学出版社,2019:9.
猜你喜欢
科技创新与应用(2016年34期)2016-12-23
科技与创新(2015年21期)2015-12-01
中国水运(2015年9期)2015-11-05
科技与创新(2015年19期)2015-10-14
科技与创新(2015年12期)2015-07-21
科技与创新(2015年13期)2015-07-03