
阀口袋焊接机组讲解(二)
2020-08-04 12:21:00王仁龙整理
塑料包装 2020年3期
王仁龙 整理
(上接《塑料包装》2020年第二期)
6. Microstar微孔-包装袋两侧刺孔(选项):
它用于在圆筒布精密刺孔使得阀口袋灌装时拥有更好透气性。专用针辊压靠在从动对辊,并因此在穿行于它们之间的织布表面刺孔。

图9. 织布表面刺孔工作流程图
上辊设备(1)在反面刺孔,下辊设备(2)则在圆筒布顶面刺孔。因此,针辊(3)和(4)将织布压靠在橡胶辊(6)和(7)上。
也可以只在织布一面刺孔。在可视显示器选择需要的织布表面。
6.1 织布张力控制:
传感器辊(1)上有测重计(2)用于测量织布张力,锥齿轮电动机(3)速度根据织布张力受到控制。
在可视显示器设置需要的织布张力。

图10-a. 操作人员侧控制柜

图10-b. 驱动侧控制柜
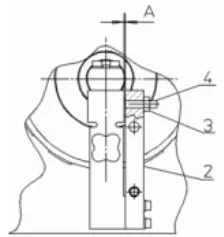
图10-c. 图10-a中X处放大图
测重计校准:
校准测重计(2)时,微孔设备内部不得有任何织布。
测重计(2)不得有机械应力。
松开测重计(2)上螺母(3),并旋转定位螺钉(4)从而将距离(A)调节成0.4毫米。然后重新拧紧螺母(3)。
按照电路图调节开关S2和S11。
在驱动侧控制柜内测重计模块(4)(参见图10),用电位表(R41和R42)将实际值(测重计模块在端子5和6的输出)置于0VDC。
然后用重量测试仪(5)在传感器辊(1)施加总负荷[10千克]的10%(参见图10)。
然后,用电位表(R43)将实际值(测重计模块在端子5和6的输出)置于1VDC。
若要检查零值校准,拆除重量测试仪(5)。测量值必须为0VDC。必要时,用(R42)进行零值校准。
现在测重计已经校准,微孔设备可投入运行。
10千克校准重量实例:
皮重值=1VDC
10千克实际值=1VDC=可视显示器指示器10%
6.2 更换针套:
如图 11,如果上针辊(1)针套必须更换,首先穿过侧板(5)和(6)的凹槽(3)和(4)并采用杆件(10)拆除对辊(2)、然后拆除针辊(1)。更换下针辊(7)针套时,首先通过取下螺栓(9)拆除操作人员侧锥齿轮电动机(8)以及抗扭支架(11)。

图11-a. 操作人员侧控制柜
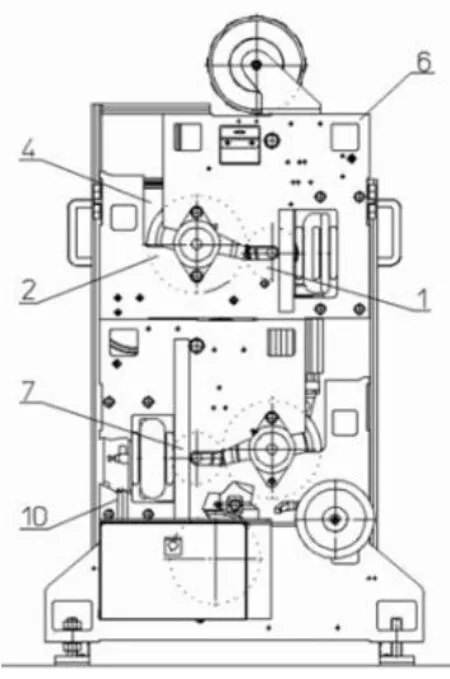
图11-b. 驱动侧控制柜

图12. 针辊示意图
如图12,将针套(5)和(7)滑移到针辊轴(6)上,用隔套(8)和(10)调节其相对位置,然后用轴螺母(9)固定。
为了能按照织布宽度调节刺孔宽度,外针套(7)在两个刺孔宽度之间并用作空针套(无针)。
刺孔不得超过织布边部!

如上图,安装了针辊(11)后,用按钮“刺孔切断/接通”(16)使其顶着对辊(12)移动,并在两侧轴螺母(9)用测隙规(13)检查其平行位置。轴螺母(9)与对辊(12)之间距离必须达到4.75毫米。
6.3 调节穿孔辊平行度:
参见图13-a,如果需要调节上辊设备平行位置,用按钮“刺孔切断/接通”(16)使针辊移动进入运行位置。向左旋转杆件(1)使其松开。松开手轮(2)螺钉,并在操作人员侧拔出手轮(2)。旋转手轮(2)使驱动侧止动螺栓(3)收回。然后使纸片在针辊与对辊之间滑动。在针辊与对辊之间拉动纸片 。继续调节直到拉动纸片时操作人员侧与驱动侧遇到的阻力相等。
用手轮(4)调节针辊(7)止动螺栓,并向右旋转杆件(1)将针辊和对辊固定在调节后位置。重新压入手轮(2)并拧紧螺钉。
用气动扼流圈(5)调节波形气缸(6)移动。波形气缸用于使针辊(7)顶着对辊(8)移动。调节两侧的气动扼流圈(5)使得针辊(7)以稳定、缓慢、平行动作接近对辊(8)。
注意!两侧的调节必须相同!

图13-a. 控制柜上辊设备放大图
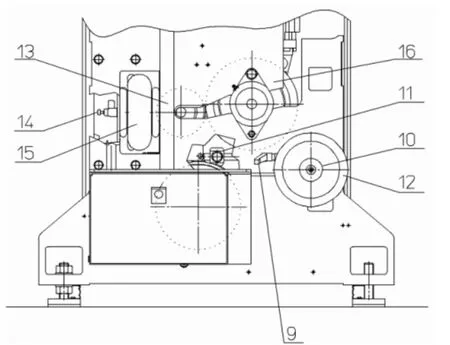
图13-b. 控制柜上辊设备放大图
参见图13-b,如果需要调节下辊设备平行位置,向左旋转杆件(9)使其松开。松开手轮(10)螺钉,并在操作人员侧拔出手轮(10)。旋转手轮(10)使操作人员侧止动螺栓(11)收回。然后使纸片在针辊与对辊之间滑动。在针辊与对辊之间拉动纸片。继续调节直到拉动纸片时操作人员侧与驱动侧遇到的阻力相等。
用手轮(12)调节针辊(13)两只止动螺栓,并再次向右旋转杆件(9)将针辊和对辊固定在调节后位置。重新压入手轮(10)并拧紧螺钉。
用气动扼流圈(14)调节波形气缸(15)移动。波形气缸用于使针辊(13)顶着对辊(16)移动。调节两侧的气动扼流圈(14)使得针辊(13)以稳定、缓慢、平行动作接近对辊(16)。
注意!两侧的调节必须相同!
6.4 调节压力:
在操作人员侧压力计(1)将压力置于5-6巴。

生产线启动后,针辊自动进入运行位置。
边部控制系统安装在支架(11)(参见图11)。
如果不需要微孔,用按钮“刺孔切断/接通”(16)拆除针辊(3)和(4)(参见图11),或者在可视显示器使针辊停止工作。
安全门打开后,针辊也拆除。
7. 裁切机:
裁切机用于裁切圆筒布。

图14. 裁切机示意图
7.1 从动刺孔系统:
为了使包装袋灌装时包装袋内空气可以排出,需要在织布刺孔。
刺孔设备包含两根枢轴安装针辊(1)和(2)(每根针辊都有四个针套)和相应对辊(3)和(4)。对辊(3)和(4)由牵引辊(7)上电动机皮带(6)驱动。皮带采用驱动侧螺钉(8)拧紧。
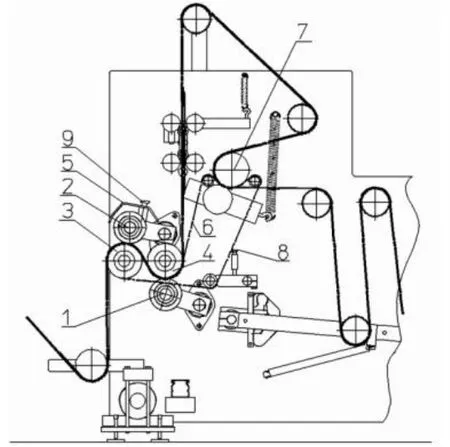
图15. 裁切机驱动侧示意图
基本调节:
切断压缩空气前,两根针辊必须在运行位置。否则,上针辊将由于安全阀而继续留在上位置,并且无法调节。
用驱动侧裁切机保护罩内控制盘下面(在维护设备上方)的关断开关切断压缩空气。
在松开滚花螺母(9)后取下盖板(5)(参见图 15)。
人工使针辊(2)回旋进入运行位置,并检查刺针(4)是否刺入专门提供的对辊(3)槽(5)内。必要时,按照对辊调节针套。(如下图)

通过松开无头螺钉(1)然后移动针套(2)完成所述调节。调节后,重新固定无头螺钉(1)。
根据圆筒布宽度,针套(2)数量可由于拆除或增加而变化。
在两侧用无头螺钉(4)和定位圈(3)固定针套(2)以防位移。固定过程中,确保操作人员侧针套(2)与框架内边(5)之间保持105毫米的距离(A(参见图16)。

图16. 针套固定参照图
刺孔不得超过织布边部!
如图 15,针辊(1)针孔深度用操作人员侧保护罩指拧螺钉(2)调节。松开滚花螺母(1)并朝杆件(4)方向拧紧指拧螺钉(2)大约5毫米(A)。重新拧紧滚花螺母(1)。
用手将针辊(1)压向对辊(4)。
然后松开螺钉(3)、朝指拧螺钉(2)方向移动杆件(4)并重新拧紧螺钉(3)。这样,便设置了刺针的最大刺孔深度。
再次松开滚花螺母(1)并朝杆件(4)方向拧紧指拧螺钉(2),使其再旋转大致一次。重新拧紧滚花螺母(1)。
若要调节针辊(2)刺针,采用操作人员侧保护罩内指拧螺钉(5)。松开滚花螺母(6)并朝杆件(8)方向拧紧指拧螺钉(5)大约5毫米(B)。重新拧紧滚花螺母(6)。
按照针辊(1)说明用螺钉(7)和杆件(8)进一步调节。

参见图15,用滚花螺母(9)安装盖板(5)。
打开压缩空气供气关断开关使得针辊在驱动侧裁切机保护罩内控制板下面(在维护设备上面)进出。操作按钮“刺孔切断/接通”(16)时,两根针辊(1)和(2)都回旋进入运行位置。
(未完待续,请阅览第四期)
猜你喜欢
四川建筑(2021年1期)2021-03-31 01:01:46
设备管理与维修(2021年1期)2021-03-05 04:06:42
上海农业科技(2020年4期)2020-08-19 11:33:20
建筑机械化(2020年7期)2020-08-15 06:41:32
轮胎工业(2020年8期)2020-03-01 18:03:53
科技创新与品牌(2016年8期)2016-09-29 22:25:52
新乡学院学报(2016年3期)2016-09-20 09:20:15
设备管理与维修(2016年7期)2016-04-23 06:51:34
工程建设与设计(2016年1期)2016-02-27 10:50:15
设备管理与维修(2015年11期)2015-03-16 05:57:46
