
一种集装袋进出料口固带装置
2020-08-04 12:20:58王仁龙整理
塑料包装 2020年3期
王仁龙 整理
一、概述
集装袋是运输包装中常见的一种,集装袋都涉及有筒状的进出料口(以下称“烟筒”),进出料口上缝有扎口带。缝制扎口带的传统做法是“外置法”。现行“外置法”简单、方便,其针迹显示为:“带/布/布”即缝针穿透加工材料的顺序,但在进入下道工序即往上盖或下底上缝制安装“烟筒”时,已缝制在“烟筒”上的扎口带会给缝制上盖或下底带来很多不便。一是扎口带随着“烟筒”缝制安装位置的移动要经常挪动,避免扎口带与上盖或下底缝在一起。二是按工艺要求采用扎口带“外置法”安装的上盖或下底其“烟筒”要再次翻过来,使扎口带留在“烟筒”内壁上,这样才能再进入下道工序。如图3所示如果将扎口带直接安装在“烟筒”内壁上也就是“内置法”可免除上述不利情况发生。
然而,扎口带内置尚无成型技术,主要因为“烟筒”内放置扎口带其放置位置肉眼看不到,全凭操作者徒手触摸并按感觉定位,所以用缝紉机缝制“烟筒”内的扎口带就显得十分困难,并且用缝紉机完成“烟筒”内置扎口带其针迹显示为:“布/带/布”,在加工过程中会常会出现“烟筒”变窄、脱针等现象,严重影响外观质量和加工效率。另外操作者放在“烟筒”内的手随时有受到缝纫机伤害的危险,缝制方法是目前扎口带“外置法”、“内置法”所采用的加工方式。
本文介绍了一种集装袋进出料口固带装置,用自动热压融合的加工方式来完成集装袋进出料扎口带固带过程。
二、技术方案
一种集装袋进出料口固带装置,包括:带有台面的机体框架、超声波发生器、超声波换能器、电控箱、热压组件和动力组件,所述热压组件包括,可通过超声波换能器震动加热的下模和用于与下模配合将一段扎口带和筒状进出料口内壁压紧的上模,所述动力组件包括,带有输出轴的气缸、位于气缸上方台面下方的铰链联杆和位于台面上通过销轴与铰链联杆相连的闸杆,所述上模位于下模的上方并固定连接于闸杆一端部下方。
所述气缸的输出轴带动铰链联杆上下做直线运动、铰链联杆带动带有上模的闸杆以对应的销轴为轴作相应摆动而使套在上模的扎口带和集装袋进出料口内壁夹紧热压融合在下模上。
所述集装袋进出料口固带装置还包括一对台面外置固带卡,所述台面外置固带卡由一对外置鸭嘴夹组成,一对外置鸭嘴夹分别安装在台面预留的下模工艺孔边缘,位于通过下模直径在台面上的延长线两侧。
所述集装袋进出料口固带装置还包括内置鸭嘴式固带卡,所述内置鸭嘴式固带卡由内置鸭嘴夹和固带限位档组成,所述内置鸭嘴夹位于所述上模的侧方,固带限位档位于上模的上部。
所述销轴包括端销轴和间销轴,所述端销轴位于闸杆远离上模的一端,间销轴位于端销轴与上模之间。
所述铰链联杆与间销轴相连,带动闸杆以端销轴为轴转动。所述铰链联杆与端销轴相连,带动闸杆以间销轴为轴转动。
所述气缸、铰链联杆、闸杆、上模均为一组。
三、有益效果
1. 本技术实现自动热压融合代替人工缝制,减少了生产时间,提高了生产效率,降低了生产成本;
2. 运用内置法避免扎口带与上盖或下底缝在一起并避免“烟筒”二次翻转,提高生产效率;
3. 生产质量和操作者的人身安全得到保障,不受人工因素影响。
四、附图说明

图1 集装袋结构示意图

图2 现行扎口带外置缝制法示意图

图3 现行扎口带内置缝制法示意图
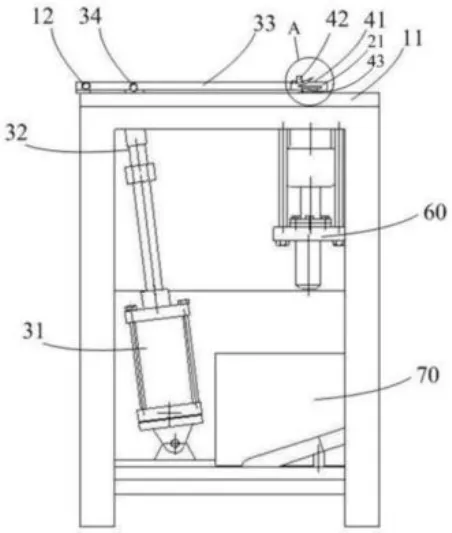
图4 本技术左视结构示意图
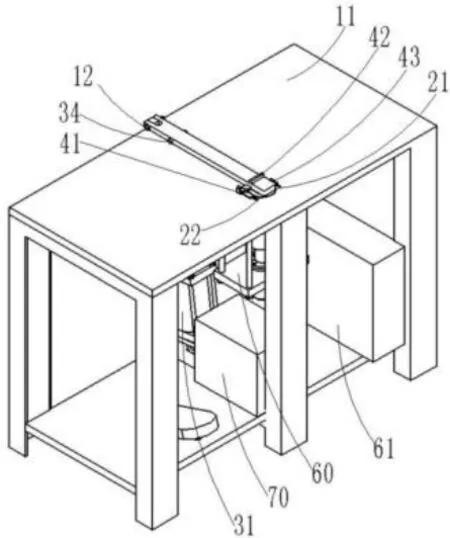
图5 本技术立体结构示意图

图6 本技术内置固带工作原理图
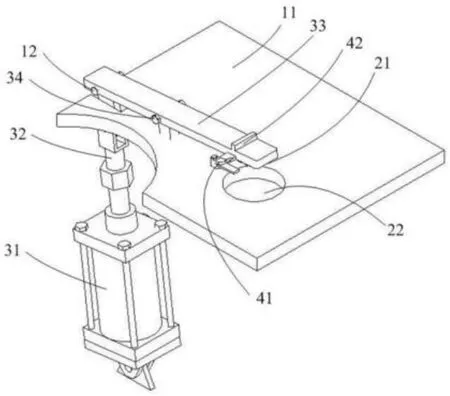
图7 铰链联杆的另一连接方式的内置固带工作原理图

图8a 本技术外置固带操作示意图
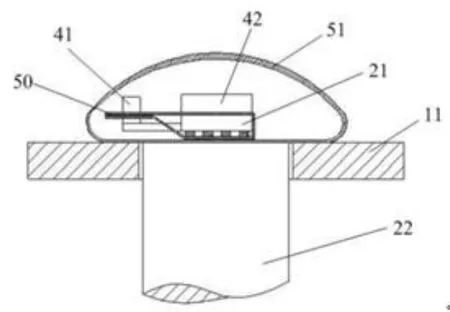
图8b 本技术内置固带操作示意图

图9 本技术图4的A处放大图

图10 本技术图4的A处俯视放大图
五、具体实施方式
如图4-6所示,一种集装袋进出料口固带装置,包括:带有台面11的机体框架、超声波发生器 61、超声波换能器 60、电控箱 70、热压组件和动力组件,所述热压组件包括,可通过超声波换能器 60震动加热的下模 22和用于与下模 22配合将一段扎口带50和集装袋进出料口51内、外壁压紧的上模21,所述动力组件包括,带有输出轴的气缸31、位于气缸31上方台面11下方的铰链联杆32和位于台面上通过间销轴34与铰链联杆32相连的闸杆33,所述上模21位于下模22的上方并固定连接于闸杆33的一端,
所述气缸31的输出轴带动铰链联杆32上下运动、铰链联杆32与间销轴34相连,带动带有上模21的闸杆33以端销轴12为轴相应摆动。
采用“外置法”固带操作时,上模21将触碰到集装袋进出料口51内壁,夹紧热压融合后集装袋进出料口51外壁与一段扎口带50融合在下模22上。
采用“内置法”固带操作时,套在上模 21的扎口带50和集装袋进出料口51内壁夹紧热压融合在下模22上。
所述集装袋进出料口固带装置还包括一对台面外置固带卡,所述台面外置固带卡由一对外置鸭嘴夹43组成,一对外置鸭嘴夹43分别安装在台面预留的下模工艺孔边缘,位于通过下模直径在台面上的延长线两侧。
所述集装袋进出料口固带装置还包括内置鸭嘴固带卡,所述内置鸭嘴固带卡由内置鸭嘴夹41和固带限位档42组成,所述内置鸭嘴夹41位于所述上模21的侧方,固带限位档位42于上模21的上部。所述集装袋进出料口内置固带装置还包括端销轴12,所述端销轴12位于闸杆33远离上模21的一端。
所述超声波换能器60与台面11上的下模22相连。所述气缸 31、铰链联杆 32、闸杆 33、上模21均为一组。
如图 6,为内置固带的工作原理图,本技术的工作原理是气缸31的输出轴上下作直线运动,带动铰链联杆32和闸杆33转动,根据闸刀杠杆原理,铰链联杆32与间销轴相连,闸杆以端销轴为支点的转动轴为轴转动,闸杆33驱动上模21上下摆动,上模21向下方运动的过程中先是将已套在上模的一段扎口带50和“烟筒”内壁51贴合在一起,随后夹紧加热融合在下模22上,下模22为超声波加热台柱并与上方的上模21相对应。
如图8a为外置固带操作示意图,操作者手持扎口带50,将扎口的两段分别嵌入外置固带卡43并拉紧,而后由动力组件将上模21逐步推向下模22,“烟筒”51外壁和扎口带50被上模21与下模22夹紧并热压融合在一起。
如图8b为内置固带操作示意图,操作者将扎口带50套在上模21上,扎口带的一边紧靠固带限位档42,而后拉紧扎口带并将对折的扎口带嵌入鸭嘴夹41。将“烟筒”51套入闸杆带有鸭嘴夹的上模端的指定位置后,由动力组件将上模 21逐步推向下模22,扎口带50和“烟筒”51内壁被上模21与下模22夹紧并热压融合在一起。
如图7,为铰链联杆32的另一种优选连接方式,为内置固带的工作原理图,铰链联杆32与端销轴相连,闸杆以间销轴为轴转动,同样可实现图6所示的目的,本技术首选图6方式。
本技术专利信息:
申请号:CN201920788209.7
申请日:2019.05.29
介绍(公告)号:CN210211576U
介绍(公告)日:2020.03.31
IPC分类号:B31B70/81
猜你喜欢
黑龙江科学(2023年24期)2024-01-09 13:46:56
中国钼业(2022年5期)2022-03-24 10:42:01
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
第二课堂(课外活动版)(2020年6期)2020-08-26 07:42:38
电子制作(2019年13期)2020-01-14 03:15:34
铁道通信信号(2019年3期)2019-04-25 03:00:42
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
农村青少年科学探究(2018年12期)2018-04-12 02:31:52
电测与仪表(2017年24期)2017-12-19 05:15:26
吉林地质(2014年4期)2014-03-11 16:47:39
