
全压接式电连接线夹在既有线改造中的施工应用
2020-08-03 08:17:14秦国金
石家庄铁路职业技术学院学报 2020年2期
秦国金
(中铁五局集团电务城通工程有限责任公司 湖南长沙 410205)
随着铁路建设的高速发展,大量新技术的接触网零部件得到引进应用消化吸收。电连接装置零部件的主要作用是将分布的接触网锚段连接为一个较长的供电臂供应电力机车取流,也有很大的工艺技术提升,在TB/T2075.11-2010《电气化铁道接触网零部件第11 部分:电连接装置》中,即淘汰了钢承力索类电连接线夹,增加了新工艺的E 型接触线电连接线夹和C 型承力索电连接线夹,按用途增加了横向电连接、股道电连接、锚段关节电连接、道岔电连接。
传统的电连接线夹采用螺栓式连接,受机车运行震动易造成线夹松动,电阻大,定期检修工作量大。E、C 型电连接线夹引进欧洲进口技术,采用全压接工艺,大大增加了电连接线夹的接触面,增加了接触压力,导电性能好,减轻了线夹重量,实现了免维护。
既有线施工时,因天窗时间短,每次天窗结束后即开通载流运行,对压接质量提出了更高要求,不允许出现压接质量问题。针对既有线施工中,压接电连接在原理、受力分析、常见质量问问题的几个控制点进行探讨,阐述了如何提高压接电连接的安装质量。
1 压接式电线夹压接原理
压接式电连接线夹是伴随着中国高铁技术的发展引进德国Balfour Beatty 铁路公司、意大利Bonomi 等公司先进工艺消化吸收而来。
主要以江苏江兴电力器材有限公司JL04-2010 E 型接触线电连接线夹、JL05-2010 C 型承力索电连接线夹和宝鸡保德利电气设备有限责任公司BJL0701 接触线电连接线夹和BJL0703 B 承力索电连接线夹等型号为主。
压接式电连接线夹结构型式如图1 所示。
采用专用电动液压泵、压接钳、压接模。压接钳的压接力不小于240kN,使电连接线夹因塑性形变产生夹持力将承力索或接触线与电连接线牢牢连接在一起。压接后的结构如图2 所示。
电连接线夹压接的机械性能要求:
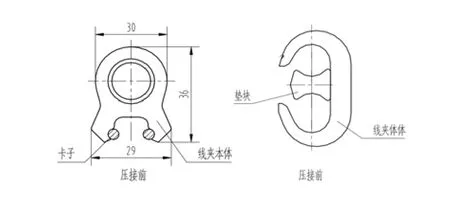
图1 压接电连接线夹示意图
电连接线夹与接触线或承力索之间的滑动载荷不小于4.0kN。
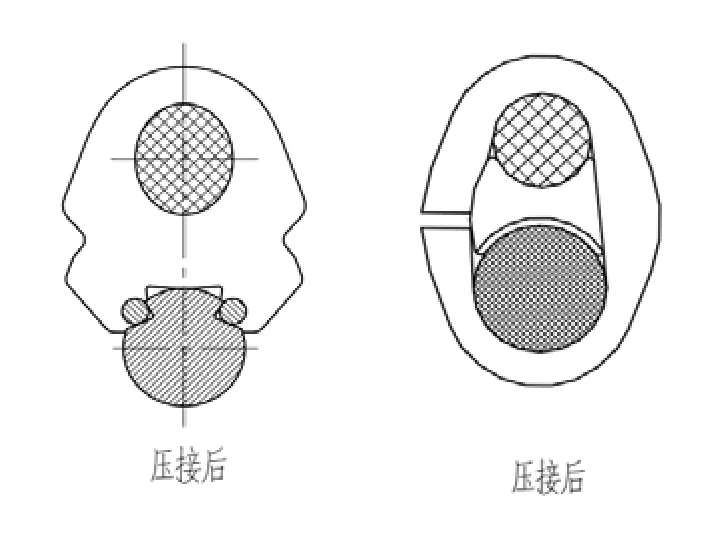
图2 压接后电连接线夹示意图
电连接线夹压接的电气性能要求:
(1)连续载流量不小于被连接线索最小额定载流量。
(2)连接点电阻不大于等长导线的电阻。
(3)连接点温升不大于等长导线的温升。
2 压接过程及受力分析
2.1 接触线电连接线夹压接过程受力分析
先将压接模具下模置于压接钳内,将组装好的线夹置于压接钳模具中间,放入上模,并穿入销钉固定上模,在确认线夹位置正确后,启动电动液压泵开始压接。在液压力作用力下,电连接线夹在上模受力面、下模受力面的作用下向上模变形腔、下模变形腔发生塑性形变。在下模将近接触到线夹时使用点动加压,注意观察线夹在模具型腔中相对位置,直至模具闭合,保压5s 后卸压松开模具,过程如图3 所示。
2.2 承力索电连接线夹压接过程受力分析
先将压接模具下模装于压接钳内,将组装好的线夹置于压接钳模具中间,放入上模,并穿入销钉固定上模,在确认线夹位置正确后,启动电动液压泵开始压接。在液压力作用力下,电连接线夹在液压力作用下向上模变形腔、下模变形腔发生塑性形变。在确认线夹组成部分及位置正确后,启动电动液压泵开始压接,直至模具闭合,保压5s 后卸压松开模具,过程如图4 所示。
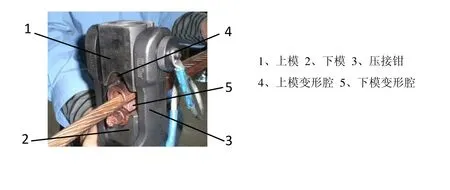
图4 承力索电连接线夹压接过程受力图
3 常见压接质量问题
3.1 螺纹卡子未入槽
接触线为双沟接触线,在安装电连接线夹时专设了螺纹卡子置于两沟槽与线夹之间,增加线夹夹持力,若螺纹卡子未入槽,出现一支或两支跳出接触线线槽,将会压接在导线小面楞上,垂直方向受力极小,在震动下会发生脱落打弓事故。

图5 接触线电连接线夹压接前后比较

图6 承力索电连接线夹压接前后比较
3.2 螺纹卡子插入深度不标准
螺纹卡子的螺纹长度与线夹不匹配,正常露头为1~3mm,露头过长,会导致卡子尾部压接时无螺纹与线夹连接不牢,未露头将会导致电流传输截面变小,电阻增大。
3.3 压接几何尺寸超标
接触线电连接线夹压接后如图5所示,承力索电连接线夹压接后如图6所示,因电连接线夹为挤压成形,不同厂家产品采用不同压接模具尺寸会略有偏差,针对固定产品和压接工具后尺寸相对固定,每次压接后采用专用卡尺检查,出现>1mm的偏差时即要查找分析原因,重新压接。
3.4 损伤接触导线
正式压接前一定进行充分的压接试验,下图即是某厂一批新产品的压接后损伤接触线的情况(图7)。经分析为专用压接工具与电连接线夹不配套,产品工艺提升后未对配套压接模具进行升级试验,更换指定压接工具后问题得以解决。
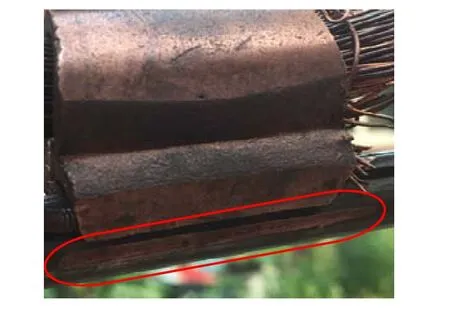
图7 接触线电连接线夹损伤图
3.5 模具使用不配套
专用压接工具配套了多种压接模具,针对不同的导线截面选择使用相匹配的模具,不能混用,一旦混用将会造成压接不牢或压接损伤,接触线压接模具针对不同线型配套了85mm2、120mm2、150mm2等专业模具,承力索压接模具配套了95mm2、120mm2、150mm2专业模具。
4 压接质量控制要点
4.1 压接前的准备工作控制要点
(1)检查各零部件的型号是否一致,零部件是否齐全,是否有影响使用的质量缺陷或变形。
(2)检查专业压接工具,模具是否与导线线夹相适应,检查油路、油管,钳口、模具是否完好。
(3)清洁线夹压接内表面及导线、电连接线,打磨后用软刷去除表面杂物,特别是本文所述既有线施工中的导线压接,由于导线长期运营,氧化严重、杂质多,压接前更要严格执行该项工序。
(4)在清洁后的线夹及导线、电连接线涂抹导电脂。
(5)正式压接前一定要组织试压,在试验场地确认无误后方能在接触网上压接。
(6)测量采集安装位置的承力索与接触线间距,股道、关节及线岔处两支接触线的间距,在承力索、接触线间距小于1m 时采用“C”型连接方式;间距大于1m 时采用“S”型连接,淘汰老式的弹性圈的的施工工艺。
4.2 压接中的控制要点
(1)依照测量的结构高度量取计算长度的电连接线,两端用细铜丝绑扎圈数不少5 圈,线头整齐穿入线夹本体,在另一端露出大约 10~ 20mm。
艾瑞统计数据显示,2016年中国在线旅游市场出行人次达到2.99亿人次,在线旅游市场规模达6 621.8亿元,在线旅游在整体旅游市场中的渗透率不断提升。越来越多的传统旅游企业通过自建网络平台或与大型在线旅行服务商合作开展电子商务,实现旅游产品和服务的在线分销。因此,在乡村旅游领域,一批互联网企业进军乡村旅游市场,着力打造乡村旅游网络平台,争夺O2O市场,以“线上+线下+融合”的视角重塑乡村旅游新生态。
(2)将螺纹卡子完全卡进接触线沟槽与线夹本体内,螺纹卡子的圆弧部分朝向机车前进方向,将线夹连同导线置入压接模下模腔中心位置,安装压接钳上模,螺纹卡子露头1~3mm。
(3)确认线夹组成、位置完全正确、线夹在左右、前后两个方向均位于同一平面内后,开始压接,在模具将近接触到线夹时采用点动加压,直至上下模完全闭合,压力达到额定压力值240KN 以上,保压5s,然后卸压松开模具。
4.3 压接后的控制要点
(1) 检查接触线电连接线线夹的螺纹卡子,螺纹卡子必须在接触线线槽中,且平行压接于线槽内,不得出现一支或两支跳出线槽,卡子外露在1~3mm 内。
(2)检查压接偏斜,接触线电连接线夹压接后不得出现线夹底部出现>2mm 的单侧窄小直面。
(3)检查中夹板,承力索电连接线夹压接后中夹板不得卡死在线夹开口之间。
(4)尺寸检查,用校核卡尺检查压接尺寸符合要求。
(6)杂物空隙,压接时不允许将胶带等等杂物压接在压接部位,若出现空隙用导电脂填充。
(7)受力检查,用木槌敲击电连接线夹,检查线夹是否松动,对敲击松动的立即更换。
(8)拍照检查,每处压接后标记号码后拍照后上传至施工系统供其他分析人员核查分析,避免了单个施工人员的施工检查遗漏。
5 既有线施工特点
(1)既有线施工的特点是“天窗”内施工,完工既开通,没有也无条件组织冷热滑,没有充足的时间进行检查,一旦出现问题将会影响行车造成事故。
(2)既有设备状态复杂,例如既有结构高度,受既有设备安装位置影响等,偏差较大,电连接线安装必须采取提前在安装位置现场测量后计算长度后再预制。
(3)过渡衔接工序多,例如换线大修时,每次更换承力索或腕臂后,都必须保证导高等满足行车要求,采用压接式线夹后,压接不可调整,因此必须先采取并购式过渡电连接线夹运行至线索蠕变完成后才能安装全压接式线夹。
既有线施工的特点决定了全压接式电连接线夹安装只能在接触网调整全部到位后作为收尾工序进行。组织作业小组单独进行。
6 结语
京广铁路电气化改造工程中,对既有接触网设备大面积更换,并采用新型全压接式电连接线夹,安装压接式电连接线夹2 万套。采用压接式电连接线夹大大提高了接触网的可靠性,并大大减少了管理单位的检修维护工作量,但是由于安装工艺复杂,天窗内安效率低,每次安装完成后将开通载流运行,安全风险极高,经过详细的交底、培训、检查,电连接安装这道关键工序得到很好的控制,肉眼主管检查与固定尺寸的专用效核卡尺以及照片分析数据分析的结合运用,最大程度的保证了安装质量达标可控。
猜你喜欢
云南画报(2021年10期)2021-11-24 01:06:38
化工管理(2021年13期)2021-05-21 04:55:02
甘肃科技(2020年20期)2020-04-13 00:30:40
中国科技纵横(2018年20期)2018-11-22 10:51:52
上海铁道增刊(2017年3期)2018-01-22 03:01:24
汽车工程师(2017年10期)2017-08-23 09:22:44
西南交通大学学报(2016年3期)2016-06-15 20:29:35
现代工业经济和信息化(2016年4期)2016-05-17 05:35:37
电气化铁道(2016年4期)2016-04-16 05:59:51
快乐作文·高年级(2015年7期)2015-07-31 17:51:46
