基于“翠碧1 号”品种烟叶典型力学特性的打叶复烤加工技术及应用
2020-08-03 09:31:26姜焕元范明登陈义强王锐亮堵劲松张玉海
烟草科技 2020年7期
徐 波,姜焕元,范明登,陈义强,王锐亮,堵劲松,张玉海*
1. 中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2 号 450001
2. 福建中烟工业有限责任公司,福建省厦门市集美区滨水路298 号 361021
3. 福建省龙岩金叶复烤有限责任公司,福建省龙岩市坎市镇福三北大路100 号 364120
“翠碧1 号”烤烟品种由福建省三明烟区于20世纪70 年代从“特字401”品种中选育而成,是全国烟草品种审定委员会认定推广的烤烟良种[1],属清香型烤烟品种。因其特殊的栽培环境[2]和品种遗传特性,“翠碧1 号”具有独特的清香型烟叶质量风格特征[3],已成为“南京”“苏烟”“七匹狼”“中华”“黄山”等品牌的重要烟叶原料。但“翠碧1 号”烟叶在打叶复烤加工过程中存在大中片率尤其大片率较高、烤后片烟颜色变深较为明显、质量风格特征变化较大等问题,这些问题严重影响了“翠碧1 号”烟叶的使用价值。
烟叶物理特性是其自身组织结构的一种直接反映[4],烟叶力学特性是烟叶的物理特性之一,主要反映烟叶的内在质量、加工特性,并与打叶复烤过程的打叶除梗、制丝过程的切丝等密切相关,不同产地[5]和不同品种[6]的烟叶在力学特性方面存在较大差异。目前,借助质构仪已经建立了烟叶黏附力、剪切力、穿透力、拉力等主要力学特性指标的测定方法[7-9]。因此,通过对“翠碧1 号”烟叶力学特性分析,明确“翠碧1 号”烟叶典型力学特性,旨在为“翠碧1 号”烟叶打叶复烤加工参数制定、提高“翠碧1 号”烟叶使用价值提供基础数据。
1 材料与方法
1.1 试验材料
1.1.1 力学特性评价样品
福建“翠碧1 号”品种烟叶:2014 年福建宁化、武夷山2 个产地C3F 以及2016 年福建宁化、武夷山、尤溪、泰宁、永安5 个产地B2F、C3F。
其他产地、品种烟叶:2014 年云南、河南、贵州、福建等产地云烟87、中烟100、K326 等品种C3F 以及 2016 年四川、云南、河南、贵州、湖南、福建等产地红花大金元、云烟87、中烟100、K326 等品种B2F 和C3F 烟叶,具体见表1。

表1 “翠碧1 号”典型物理特性分析供试样品Tab.1 Physical characteristics of test samples of cv.“CB-1”
1.1.2 打叶复烤试验样品
2017 年福建尤溪、泰宁、永安等产地“翠碧1号”上部烟叶和中部烟叶。
1.2 设备与仪器
TA.XTPlus 质构仪(英国Stable Micro System 公司);PR-3K 恒温恒湿箱(日本 Espec 公司);DHG-9623A 电热恒温鼓风干燥箱(上海精宏试验设备有限公司);AB304-S电子天平(感量:0.000 1 g,瑞士Metteler Toledo 公司)。
福建金叶复烤有限责任公司12 000 kg/h 打叶复烤生产线A 线。
1.3 方法
烟叶黏附力按照参考文献[9]中的方法进行测定。烟叶剪切力、拉力等力学特性指标按照参考文献[8]中的方法进行测定。感官质量采用方法[10]进行评价,评价小组由福建、江苏、贵州等11家中烟工业有限责任公司的11人组成,并设组长1名,以上人员均具备省级工业公司评吸员资质。
2 结果与分析
2.1 “翠碧1 号”品种烟叶力学特性分析
2.1.1 “翠碧1 号”烟叶黏附力及差异性分析
不同产地、品种2014 和2016 年烟叶黏附力平均值及差异性分析结果见表2。由表2 可知:①从均值来看,2014 年“翠碧1 号”上部烟叶黏附力为4.81 N,中部烟叶黏附力为4.78 N,2016 年“翠碧1号”上部烟叶黏附力为5.00 N,中部烟叶黏附力为4.89 N,均高于其他品种烟叶。②从差异性分析结果来看,福建不同产地“翠碧1 号”烟叶黏附力无显著差异,“翠碧1 号”中部烟叶黏附力与其他品种中部烟叶无显著差异,2014 年“翠碧1 号”上部烟叶黏附力显著高于贵州和福建其他品种烟叶,2016 年“翠碧1 号”上部烟叶黏附力显著高于河南和贵州其他品种烟叶。

表2 2014 和2016 年烟叶样品黏附力平均值及差异性分析结果①Tab.2 Results of average and difference analysis of viscidity of tobacco leaf samples in 2014 and 2016
2.1.2 “翠碧1 号”烟叶剪切力及差异性分析
不同产地、品种2014 和2016 年烟叶剪切力平均值及差异性分析结果见表3。由表3 可知:①从均值来看,2014 年“翠碧1 号”上部烟叶剪切力为13.21 N,中部烟叶剪切力为10.67 N,2016 年“翠碧1号”上部烟叶剪切力为15.08 N,中部烟叶剪切力为11.96 N,均低于其他品种烟叶。②从差异性分析结果来看,福建不同产地“翠碧1 号”烟叶剪切力无显著差异,“翠碧1 号”中部烟叶剪切力与其他品种中部烟叶无显著差异,2014 年“翠碧1 号”上部烟叶剪切力显著低于四川、河南和贵州其他品种烟叶,2016 年“翠碧1 号”上部烟叶剪切力显著低于河南和湖南其他品种烟叶。

表3 2014 和2016 年烟叶样品剪切力平均值及差异性分析结果Tab.3 Results of average and difference analysis of shearing force of tobacco leaf samples in 2014 and 2016
2.1.3 “翠碧1 号”烟叶拉力及差异性分析
不同产地、品种2014 和2016 年烟叶拉力平均值及差异性分析结果见表4。由表4 可知:①从均值来看,2014 年“翠碧1 号”上部烟叶拉力为5.15 N,低于其他烟叶均值,中部烟叶拉力为4.86 N。2016 年“翠碧1 号”上部烟叶拉力为6.32 N,中部烟叶拉力为5.17 N,高于其他品种烟叶。②从差异性分析结果来看,福建不同产地“翠碧1 号”烟叶拉力无显著差异,“翠碧1 号”中部烟叶拉力与其他品种中部烟叶无显著差异,2014 年“翠碧1 号”上部烟叶拉力显著低于云南、河南和福建其他品种烟叶,显著高于贵州其他品种烟叶,2016 年“翠碧1 号”上部烟叶拉力显著高于四川和贵州其他品种烟叶。
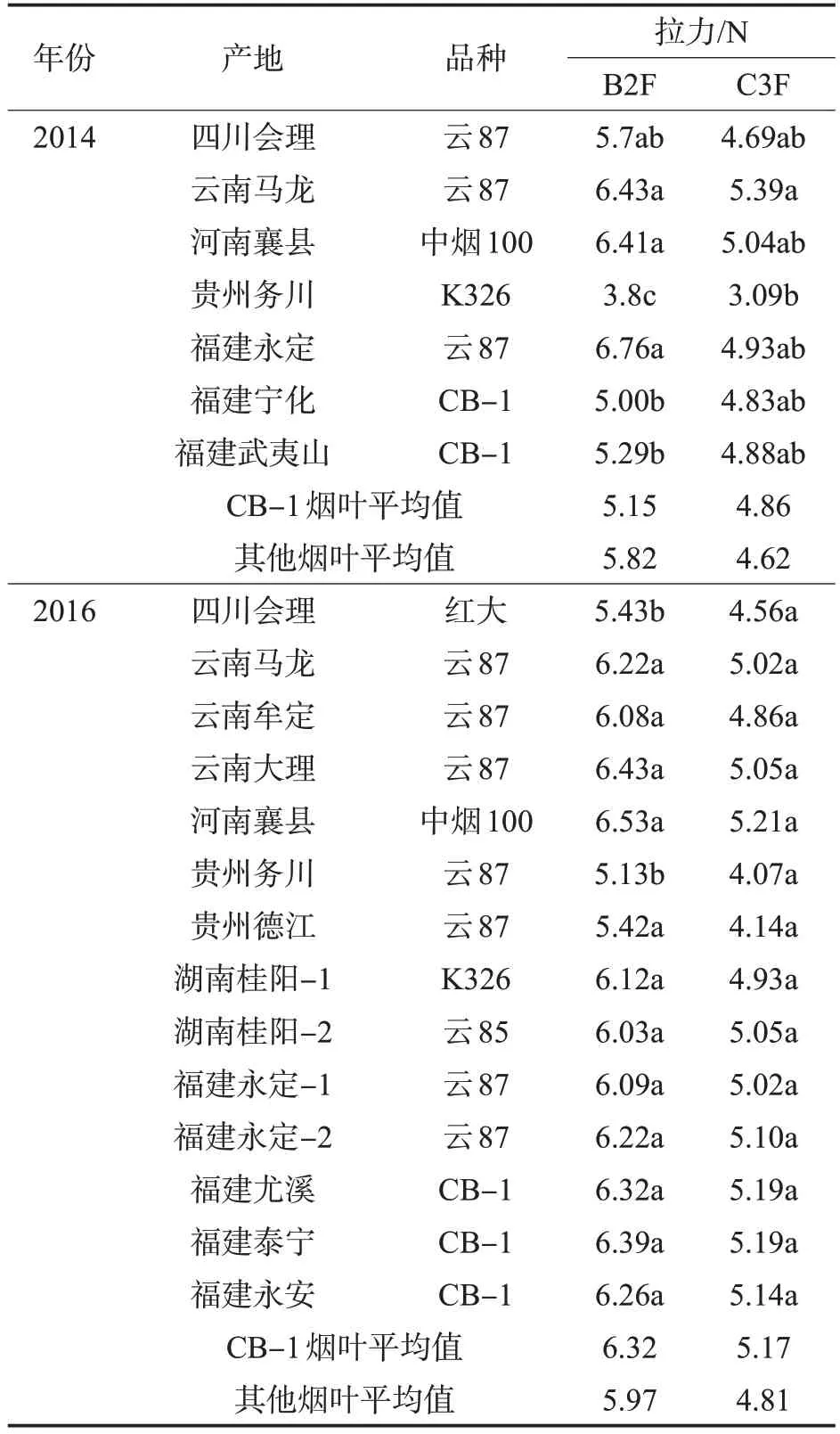
表4 2014 和2016 年烟叶样品拉力平均值及差异性分析结果Tab.4 Results of average and difference analysis of tensile strength of tobacco leaf samples in 2014 and 2016
2.1.4 “翠碧1 号”烟叶穿透力及差异性分析
不同产地、品种2014 年和2016 年烟叶穿透力平均值及差异性分析结果见表5。由表5 可知:①从均值来看,2014 年“翠碧1 号”上部烟叶穿透力为2.26 N,低于其他烟叶均值,中部烟叶穿透力为2.08 N。2016 年“翠碧1 号”上部烟叶穿透力为2.33 N,中部烟叶穿透力为2.16 N,高于其他品种烟叶。②从差异性分析结果来看,福建不同产地“翠碧1 号”烟叶穿透力无显著差异,2014 年“翠碧1 号”上部烟叶和中部烟叶穿透力显著高于贵州其他品种烟叶,2016 年福建泰宁“翠碧1 号”上部烟叶穿透力显著高于其他品种烟叶,泰宁和永安“翠碧1 号”中部烟叶穿透力显著高于四川和贵州其他品种烟叶。

表5 2014 和2016 烟叶样品穿透力平均值及差异性分析结果Tab.5 Results of average and difference analysis of penetrability of tobacco leaf samples in 2014 and 2016
2.1.5 “翠碧1 号”烟叶典型力学特性
与其他品种烟叶相比,“翠碧1号”烟叶的黏附力、拉力和穿透力较大,剪切力较小,说明“翠碧1 号”烟叶具有油分较充足(黏附力较大)、韧性较强(拉力和穿透力较大),结构较疏松(剪切力较小)的典型力学特性。上述结果也与陈良元[11]和张烨[12]对“翠碧1 号”及其他烟叶叶片微观结构的描述一致。
不同产地同一部位的“翠碧1 号”烟叶在力学特性上没有显著区别,但不同部位烟叶之间存在差异,上部烟叶各项力学特性指标均大于中部烟叶,其中上部烟叶的剪切力和拉力明显大于中部烟叶,这一结果显示“翠碧1 号”上部烟叶相比于中部烟叶油分较充足(黏附力较大)、韧性较强(拉力和穿透力较大)以及结构较为紧密(剪切力大)。
2.2 “翠碧1 号”烟叶打叶复烤加工技术
2.2.1 含水率对“翠碧1 号”烟叶打叶质量的影响
目前打叶复烤生产中,经过二润之后烟叶的含水率为18%~21%,该含水率条件下烟叶力学特性指标均达到最大值[8]。鉴于“翠碧1 号”烟叶所具有的典型力学特性,在不改变其他打叶参数的条件下,设置了15.5%、17.0%和18.5%3 个二润出口含水率进行打叶,打叶后片烟结构检测结果见图1。由图1 可知,随打叶含水率的增加,“翠碧1号”上部和中部烟叶大片率均呈下降趋势,中片率呈增加趋势,主要是在较低的打叶含水率条件下,“翠碧1 号”烟叶力学性能降低,进而提高了一打环节的撕叶率。中部烟叶小片率在二润出口含水率为15.5%和17.0%条件下较小且差异不明显,上部烟叶小片率在二润出口含水率15.5%条件下较小,中部烟叶碎片率在二润出口含水率15.5%条件下最小,上部烟叶碎片率变化不明显。上述试验结果表明,二润出口含水率在15.5%~18.5%范围内,“翠碧1 号”上部和中部烟叶打叶后片烟结构均能达到加工要求,结合打叶复烤生产线的设备性能,在保证热风润叶中原料润透的前提下,“翠碧1 号”打叶含水率应控制在17.0%左右。

图1 不同含水率烟叶打叶后片烟结构Fig.1 Strip structure of threshed tobacco leaves with different moisture contents
2.2.2 复烤温度对“翠碧1 号”复烤质量的影响
在不改变其他干燥区热风温度的条件下,干燥二区设置85、80、75、70、65、60 ℃共5 个试验热风温度进行复烤,烤后片烟感官质量评价结果见图2 和图3。由图2 和图3 可知,上部烟叶在热风温度为75 ℃时香气质较好、香气量较足、浓度较大、烟气较为细腻,干燥感较弱,余味较为舒适。中部烟叶在热风温度为75 ℃和70 ℃时香气质较好,香气量较足、浓度较大,烟气较为细腻、干燥感较弱,余味较为舒适。结果表明,干燥区热风温度在65~85 ℃范围内,中部烟叶在70 ℃复烤时,烤后烟叶整体感官质量最佳;上部烟叶在75 ℃复烤时多项感官指标最佳,70 ℃复烤时部分感官指标最佳。从保证烟叶复烤质量以及打叶复烤企业节能减排的角度出发,烟叶复烤温度设定为70 ℃较为合理。
2.3 “翠碧1 号”品种烟叶打叶复烤加工技术及生产验证
2.3.1 打叶复烤关键工艺参数设定
基于“翠碧1 号”烟叶具有油分较充足(黏附力较大)、韧性较强(拉力和穿透力较大)以及结构较为疏松(剪切力较小)的典型力学特性,结合福建金叶复烤有限责任公司12 000 kg/h 打叶复烤生产线A 线工艺流程及设备性能,建立以“低含水率打叶、低强度复烤”为核心的“翠碧1 号”品种烟叶打叶复烤加工技术。该技术将“翠碧1 号”不同部位烟叶一润出口含水率由17.0%下调为16.5%,二次热风润叶出口含水率由18.5%统一下调为17.0%,热风润叶段二次热风润叶方式由“水+蒸汽”调整为“蒸汽”,片烟复烤段干燥一区和四区热风温度分别下调10 ℃,干燥二区、三区、五区热风温度分别下调5 ℃,单区最高温度不超过70 ℃,复烤段各干燥区热风温度总和由365 ℃降低至330 ℃,关键工艺参数设定见表6。
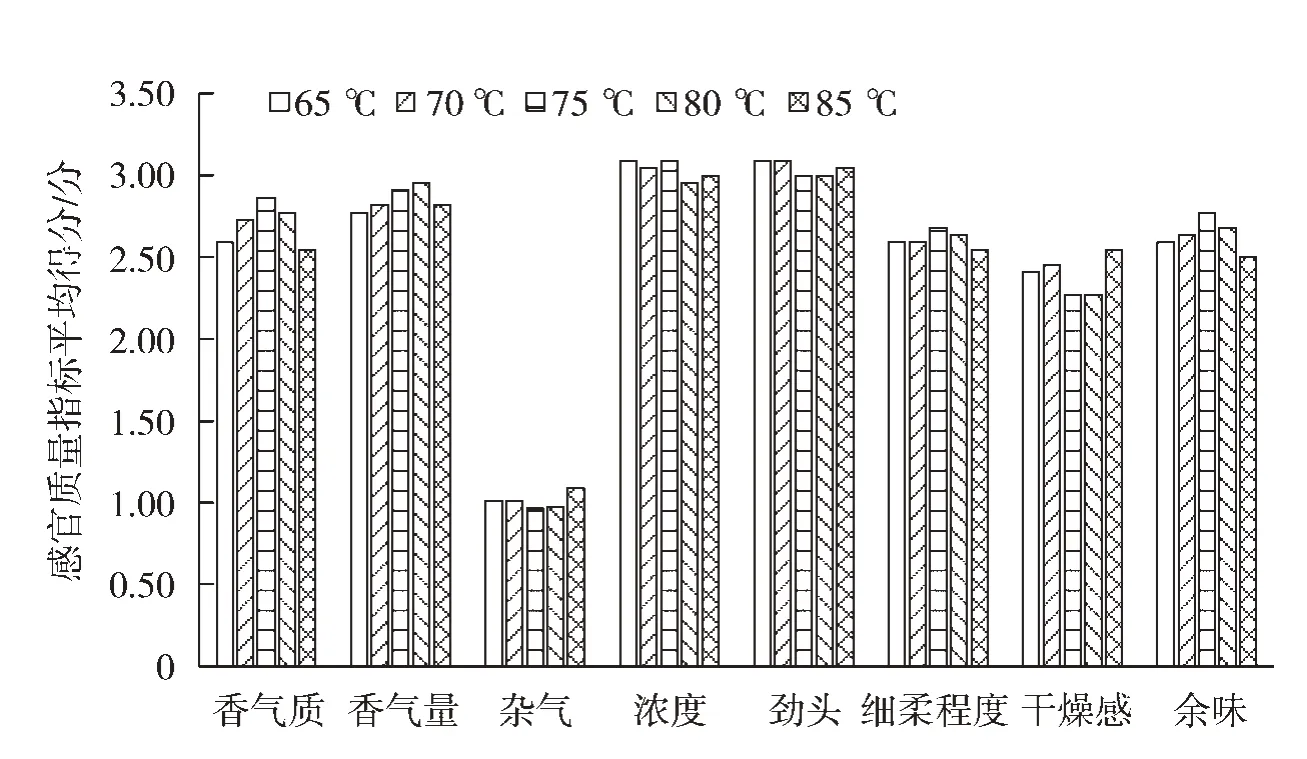
图2 上部烟叶复烤后感官质量Fig.2 Sensory quality of redried upper leaves
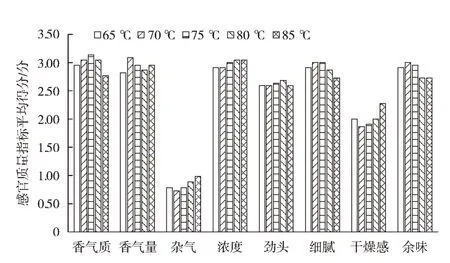
图3 中部烟叶复烤后感官质量Fig.3 Sensory quality of redried middle leaves

表6 “低含水率打叶、低强度复烤”技术应用前后打叶复烤加工技术关键工艺参数Tab.6 Key technological parameters of threshing and redrying before and after application of“low moisture content threshing and low intensity redrying”technology
2.3.2 生产验证
2.3.2.1 片烟结构
“低含水率打叶、低强度复烤”技术应用前后,“翠碧1号”上部烟叶和中部烟叶打后片烟结构检测结果见表7。由表7可知,“低含水率打叶、低强度复烤”技术应用后,上部和中部烟叶的大片率分别降低1.9百分点和2.4百分点;中片率分别提高1.3百分点和3.3百分点;碎片率分别降低0.2百分点和0.1百分点。
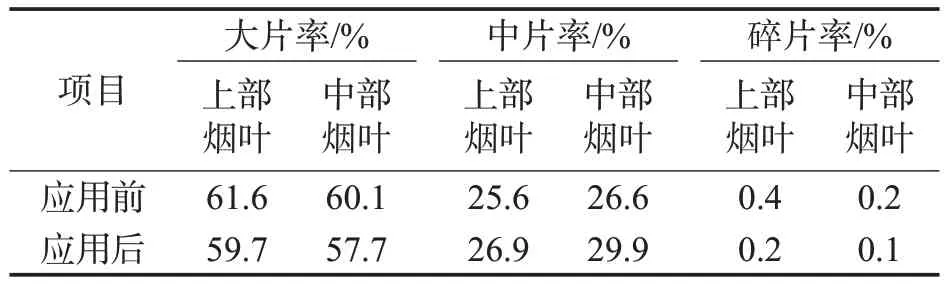
表7 “低含水率打叶、低强度复烤”技术应用前后烟片结构检测结果Tab.7 Test results of strip structure before and after application of“low moisture content threshing and low intensity redrying”technology
2.3.2.2 经济效益指标
“低含水率打叶、低强度复烤”技术应用前后,“翠碧1 号”片烟出片率、成品综合得率检测结果见表8。由表8 可知,“翠碧1 号”上部烟叶出片率由“低含水率打叶、低强度复烤”技术应用前的73.44%提高到应用后的73.83%,成品综合得率由93.53%提高到93.74%;中部烟叶出片率由技术应用前的68.18%提高到应用后的68.22%,成品综合得率由93.75%提高到94.33%。

表8 技术应用前后出片率、产品综合得率检测结果Tab.8 Test results of strip yield and comprehensive product yield before and after application of technology
3 结论
(1)“翠碧1 号”烟叶力学特性与其他产地其他品种相同部位的烟叶有较大区别,尤其是相对四川红大、河南中烟100 和贵州云烟87 烟叶而言,“翠碧1 号”具有油分较充足(黏附力较大)、韧性较强(拉力和穿透力较大)以及结构较为疏松(剪切力较小)的典型力学特性;不同部位“翠碧1 号”烟叶之间的力学特性也有区别,“翠碧1 号”上部烟叶的穿透力、拉力、剪切力均高于中部烟叶。
(2)通过打叶含水率和复烤温度试验发现“翠碧1 号”烟叶在试验设定的15.5%~18.0%二润出口含水率范围内,打后片烟结构均可满足加工要求,并在70~75 ℃单区最高热风温度范围内复烤后烟叶感官质量最优。在兼顾复烤质量和企业节能减排的基础上,“翠碧1 号”烟叶打叶复烤二润出口含水率不宜高于17.0%,复烤单区最高热风温度不宜超过75 ℃。
(3)结合打叶复烤生产线的工艺流程及设备性能,建立了以“低含水率打叶、低强度复烤”为核心的“翠碧1 号”品种烟叶打叶复烤加工技术:二润出口含水率下调1.5 百分点至17.0%,二润加水方式改为纯蒸汽,复烤单区热风温度上限设置为70 ℃,复烤段各干燥区热风温度总和降低35 ℃。生产验证表明,使用改进后的打叶复烤工艺后,“翠碧1 号”烟叶打后烟片结构均匀性得到优化:上部和中部烟叶的大片率分别降低1.9 百分点和2.4 百分点;中片率分别提高1.3 百分点和3.3 百分点;碎片率分别降低0.2 百分点和0.1 百分点;出片率分别提高0.39 百分点和0.04 百分点;成品综合得率分别提高0.21 百分点和0.58 百分点。
猜你喜欢
安徽农业科学(2022年9期)2022-05-17 01:56:04
安徽农业科学(2022年6期)2022-04-11 21:49:49
现代纺织技术(2019年2期)2019-09-10 07:22:44
烟草科技(2019年2期)2019-02-23 07:15:46
现代纺织技术(2018年4期)2018-09-10 05:45:05
安徽农业科学(2017年31期)2017-05-30 10:35:43
东方教育(2016年21期)2017-01-17 19:09:44
戏剧之家(2016年23期)2016-12-20 22:15:51
环球时报(2016-08-26)2016-08-26 06:47:45
大科技(2016年9期)2016-08-10 14:22:41