推杆机构在预压对位系统中的应用
2020-07-31 17:48宋保玲张璐璐
机械管理开发 2020年6期
宋保玲, 张璐璐
(中电科风华信息装备股份有限公司, 山西 太原 030024)
引言
随着手机显示技术的飞快发展,对手机液晶显示屏生产线的各个工艺环节要求也在不断提高。邦定是一种用于将FPC(柔性电路板)或IC 与LCD 之间建立稳定的机械和电气连接的生产工艺,是手机屏生产线中的一个重要环节,其精度、稳定性、效率、良率的要求也越来越高。手机液晶显示屏制造工艺主要有ACF 邦定、预压邦定、主压邦定三个环节。本文介绍的就是预压邦定中的一种旋转机构。
1 预压对位技术的介绍
预压对位是将需要相互连接的两组引线(COG、OLB,FOG、FOF),用视觉系统确认位置后,由伺服定位系统将连接对象搬运到相对理想位置,再用预压头通过ACF 将两者热压粘接。其中,X、Y方向由平台执行,θ 方向由于产品在X方向较大,为了减小偏心距,θ 方向就由预压头来完成。常规COG、COF 对位精度要求≤±0.005 mm,FOG、FOF 的对位精度要求≤±0.01 mm。
2 预压头推杆机构原理
预压头推杆机构如图1 所示,其工作原理如下:
1)预压推杆机构是以旋转式滚珠花键为旋转中心,直线模组带动推杆推动与花键相连接的轴承,实现花键转动功能。
2)推杆与轴承之间点对点接触,通过高强度拉簧将两者连接,确保运行过程中无间隙。
3)线性模组采用THK 品牌KR26 系列,精度等级为P(精密级),其反复定位精度为±0.003 mm,定位精度为±0.02 mm;滚珠花键采用THK 品牌双花键母带轻预压型滚珠花键,其优点是刚性高、精度高、结构小,旋转方向间隙为零。
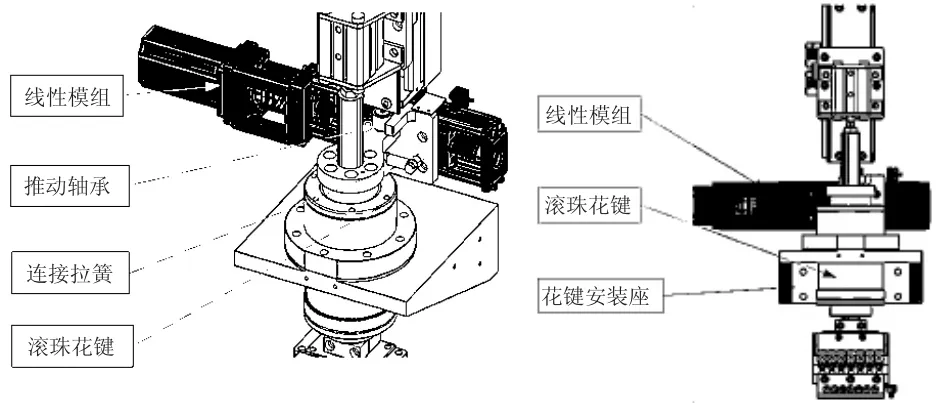
图1 预压推杆头机构
4)如图2 所示:O为旋转中心;OA为旋转半径,即滚珠花键中心到推动轴承的距离;X为线性模组的直线运动距离;θ 为花键转动角度。则直线驱动旋转方式角度计算公式为X/50=tanθ,即θ=arctan(X/50)。当X=0.01mm 时,θ=arctan(0.01/50),由此得出θ=0.0011459155°=4.125″,即当直线模组在X方向运动0.01 mm 时,压头角度转动4.125″。

图2 角度计算示意图
3 预压推杆机构的安装要求
预压推杆机构的安装主要是花键安装基座的安装,花键安装基座如下页图3 所示。
1)花键安装基座必须严格按照图纸标注精度予以加工并检测。
2)花键基座安装面B与安装预压机构安装面A垂直度≤0.02 mm,花键基座安装面B与工作台安装面平行度≤0.02 mm。保证花键轴在Z向运动和旋转运动过程中始终与产品保持垂直,不会产生其他方向的位移,保证对位精度。
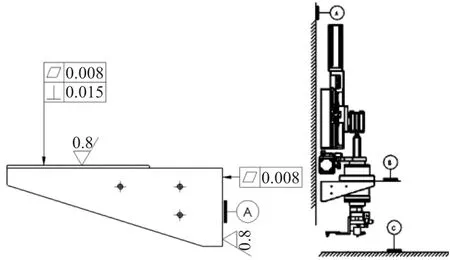
图3 花键安装基座(单位:mm)
4 原点位置的确认
预压头在对位过程中的运动轨迹是一段弧线A(B,如图4 所示,在装配完后轴承位置可能在任意位置C点或其他点,为了使预压头在补正过程中正负方向的参数更加精确,必须以旋转半径与X方向的垂点作为原点,即D点。

图4 预压头在对位过程中的运动轨迹
原点位置的确认步骤为:将千分尺放置于凸轮轴承最靠近花键轴中心的位置;在X方向移动模组滑块,轴承转动时取千分表最高点即为理论上的垂点。
5 精度数据的测试
在生产过程中,随机取样20 片产品,进行测试,测试标准如图5 所示,测试数据如表1 所示。
由表1 可知X、Y向的最终偏差都在±0.005 mm之内,基本上可以满足绝大多数产品的工艺要求。
6 结论
在推杆机构在预压对位系统中的应用中,应从各个方面保证推杆机构结构的稳定性和精度,其中装配精度的保证和原点位置的确认是重中之重。预压推杆机构结构紧凑、性价比高,不仅可提高玻璃产品的良率,而且可提高设备的竞争力。
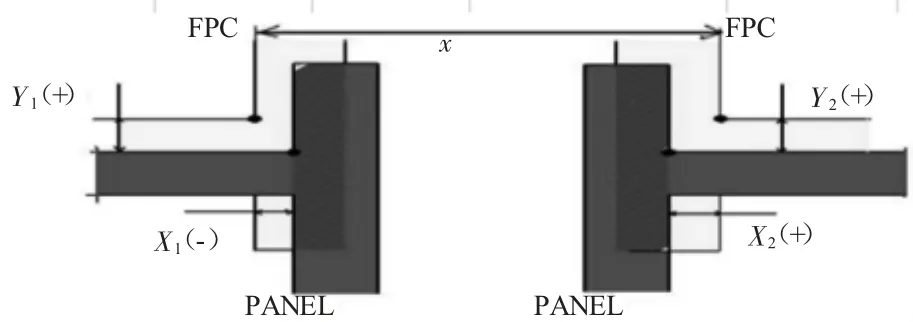
图5 测试标准示意图

表1 测试数据 μm
猜你喜欢
天津音乐学院学报(2022年2期)2022-07-28
装备制造技术(2020年1期)2020-12-25
——论传统对位教学两种体系的冲突
艺术探索(2020年1期)2020-05-08
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
通信电源技术(2016年1期)2016-04-16
印制电路信息(2015年6期)2015-12-30
制造技术与机床(2015年10期)2015-04-09
中国重型装备(2013年1期)2013-11-18