
西门子S7-1500和S7-200Smart以太网通讯应用
2020-07-29 00:50张阳王龙
商品与质量 2020年16期
张阳 王龙
1.北京泓泰天诚科技有限公司 北京 100102
2.洛阳海凝机器人科技有限公司 河南洛阳 471000
以太网:以太网是一种计算机局域网技术,是世界中最普遍的一种计算机技术。IEEE组织的IEEE802.3标准制定了以太网的技术标准,它规定了包括物理层的连线、电子信号和介质访问层协议的内容。以太网是一种差分(多点)网络,最多可有32个网段、1024个节点。以太网可实现高速(高达100Mbit/s)长距离(铜缆:最远约为1.5km;光纤:最远约为4.3km)数据传输。
PUT和GET指令:即从远程CPU读写指令,通过在博图软件(西门子S7-1500/1200系列PLC)调用该指令对远端CPU进行读写功能的操作,也可用使用STEP 7-MicroWIN SMART V2.0以上版本,通过向导进行组态,从而执行对远端CPU的读写功能的操作[1]。
1 S7-1500与S7-200SMART通讯
S7-1500与S7-200SMART采用S7连接的以太网通讯方式,S7-200SMART本身自带以太网接口,因此需要将两台PLC通过网线进行物理连接,如下图所示:

1.1 连接示意图
由于使用博图软件进行调用PUT和GET指令相比使用STEP 7-MicroWIN SMART要繁琐些,因此在该项目中直接在STEP 7-MicroWIN SMART软件中使用PUT和GET的向导,进行指令的调用。
在向导中设置PUT和GET传送的大小,如果是给远程发送则在类型出选择PUT,如接收远程信号,则在类型处选择GET,如下图所示:
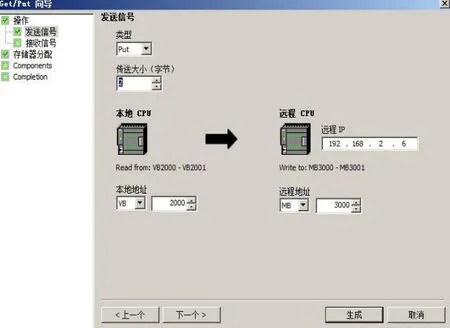
发送信号给远程

1.2 接收远程信号
远程IP地址要写入S7-1500的IP,生成后,会在调用子程序中生成一个NET_EXE的子程序,在主程序中调用该子程序即可根据向导中设定的本地地址进行对远程CPU的读写编程工作。(例:通过S7-200SMART给S7-1500发出指令,使用在PUT向导中设置本地地址VB2000,远程地址MB3000,这样在程序段如果V2000.1通,那么S7-1500中M3000.1正常会接通。)

NET_EXE子程序调用
2 案例应用
该成功案例使用在天津某集团公司的一条自动化生产线,生产线的控制主要由西门子S7-1500来控制,生产线前段放置一台桁架机械手,用于为生产线搬运工件。机械手对工件的上料动作和取空托盘的动作,都需要S7-1500和S7-200SMART之间有一个数据的交换,由于整条生产线与上位机的通讯都使用以太网通讯,因此将S7-1500和S7-200SMART也确定为以太网通讯,当生产线需要上料时会通过以太网通讯给桁架机械手发出上料要求,桁架机械手会在接到上料信号后,将工件运送至生产线上,当机械手将工件送至生产线上后,会通过以太网通信发出信号,生产线会自动运行,当空托盘回到指定位置后,也会给桁架机械手发出指定,桁架机械手取回空托盘[2]。这样,S7-1500和S7-200SMART通过以太网实现数据信息的交换传递。
3 结语
本文利用S7-200SMART本身集成的以太网接口与S7-1500的以太网接口物理连接,通过以太网通讯,通过STEP 7-MicroWIN SMART中PUT和GET向导,实现桁架机械手与自动化生产线的数据信息交换传递,进而实现制定的功能,满足现场客户的要求[3]。
猜你喜欢
纺织机械(2022年1期)2022-02-03
科技与创新(2021年19期)2021-10-14
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年6期)2021-06-09
福建建筑(2021年3期)2021-04-09
建材发展导向(2019年5期)2019-09-09
计算机系统应用(2019年3期)2019-03-11
计算机工程与设计(2014年8期)2014-11-30
科学中国人(2014年16期)2014-11-20
中国信息化·学术版(2013年1期)2013-05-28
