
基于CSP产线车轮轮辋钢的开发
2020-07-27 04:47:44张志强柳风林黄志镇贾改风吕德文
四川冶金 2020年2期
张志强,柳风林,李 斌,黄志镇,贾改风,吕德文
(河钢集团邯钢公司,河北 邯郸 056015)
轮辋作为钢制车轮的重要部件,其成形工艺非常复杂,包括下料、圈圆、闪光对焊、刮渣、端切、扩口、三道滚型、扩涨、打孔等工序。这就要求轮辋钢必须具备良好的强韧性、高塑性、焊接性、焊后成形性以及抗疲劳性,另外随着车轮生产企业日益增长的高端需求,表面质量也越来越受到关注[1-3]。
轮辋钢由于其严苛的加工工艺,通常在常规热轧产线生产。CSP产线相比于常规热轧在运行成本、温度均匀性、板形以及尺寸精度控制方面有其独特的优势,但也因其工艺和装备特点,低碳钢产品晶粒较细,屈强比高、冷成形性能不如常规热轧产品[4]。本文从成分设计、工艺制定、结果分析以及用户应用等方面介绍河钢邯钢基于CSP产线开发HZ380CL轮辋钢的成功经验,具有一定的可借鉴意义。
1 成分设计
轮辋在加工过程中需要焊接,且在扩口、滚型及扩张工序需要较高的塑性,因此采用低C成分设计,结合CSP产线特殊要求,避开包晶区,C含量控制在0.07%以下。Mn具有一定的固溶强化作用,同时还可以抑制奥氏体再结晶,提高锰含量以满足所需强度,但Mn含量高会增大成品偏析的风险。为了弥补由于低C、低Mn造成的强度损失,钢中适当添加Nb,利用其固溶拖曳作用进一步提升强度。Si含量过高会影响钢带表面质量,以至于给用户涂镀带来麻烦。P和S明显降低钢的塑性和冲击韧性、恶化钢的成形性、焊接性和抗疲劳性能,因此应尽量降低二者的含量。钢中Al和N容易形成AlN,沉淀在奥氏体中,引起晶粒硬化,尤其是在奥氏体晶界的沉淀引起晶界脆化,影响铸坯的高温塑性,为避免因铸坯裂纹造成钢带存在边裂缺陷,在满足标准要求下,尽可能降低其含量,并且可以通过加 Ti,Ti与N结合优先形成TiN,减轻 AlN 的有害作用。HZ380CL轮辋钢的具体成分如表1所示。

表1 HZ380CL的化学成分Table 1 Chemical composition of HZ380CL
2 工业试制
2.1 工艺路线
HZ380CL轮辋钢的生产工艺路线为:铁水预处理—转炉冶炼—LF精炼—CSP连铸—加热-粗轧-均热-精轧-层流冷却-卷取-喷号-检验-入库。
2.2 生产工艺
在确定了合金成分的基础上,合理的加热、轧制与冷却工艺是实现高表面质量、低屈强比轮辋钢的主要措施。有资料显示[5],氧化铁皮厚度随着温度升高逐渐增加,在1000 ℃以上增加更为迅速,为减少炉生氧化铁皮厚度,结合该钢种实际特点,出炉温度设定为1130 ℃;为提高除磷效率,除磷水压力≥250 bar;在精轧阶段采用“高温快轧”的轧制工艺,适当提高终轧温度,达到提升精轧速度的目的,尽可能缩短带钢在高温区的氧化时间,实现对氧化铁皮厚度的减薄控制[6]。另外,终轧温度的提升,未再结晶区甚至两相区轧制的机架越少,累计变形量越小,晶粒细化程度越低,可以有效降低屈服强度和屈强比[4],终轧温度设定为880 ℃;层冷冷却从第二组开始开启,适当增加带钢的空冷时间,促进铁素体晶粒粗大等轴均匀,同时由于C有充分时间在铁素体晶界聚集,进入冷却区域后,可以有效促进珠光体析出及弥散分布,保证较高的抗拉强度,屈强比获得一定程度的降低;根据河钢邯钢CSP产线特点,结合本钢种特性,卷取温度设定为610 ℃。HZ380CL的具体工艺参数如表2所示。
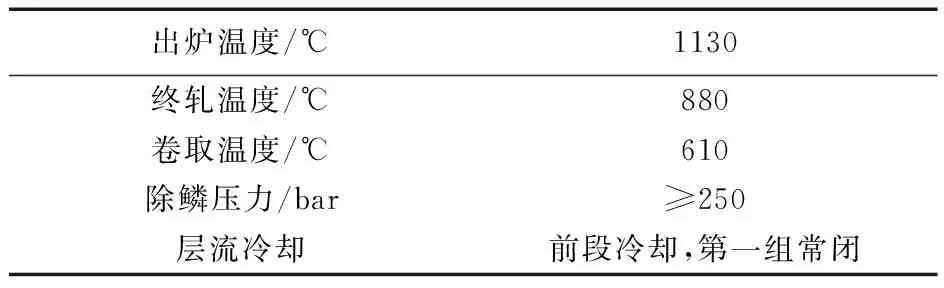
表2 HZ380CL工艺参数Table 2 Process parameters of HZ380CL
3 结果分析
3.1 力学性能
HZ380CL力学性能见表3所示,并与常规热轧产线同级别产品进行了对比。
由表3可以看出,两条产线延伸率相当,横纵向性能差异不大,均在10 Mpa左右,两条产线屈强比均小于0.80,CSP产线的产品与常规产线相比高出0.04,但低于该产线同类低碳产品。
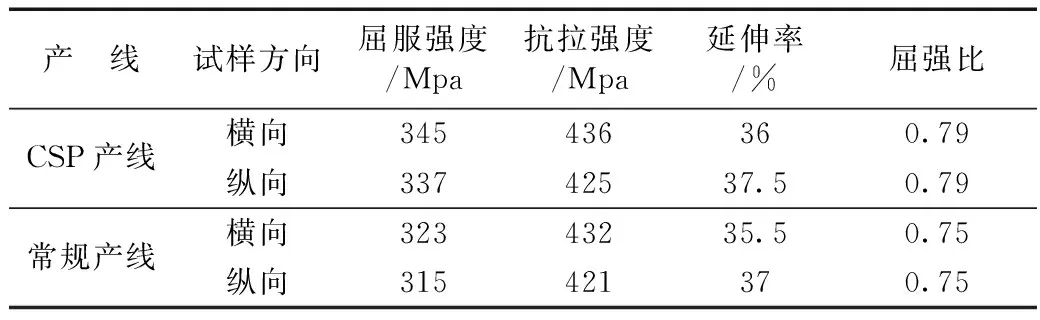
表3 CSP产线及常规产线HZ380CL力学性能Table 3 Mechanical Properties of CSP production line and conventional production line HZ380CL
3.2 微观组织
常规热轧产线生产的HZ380CL组织类型为铁素体+珠光体,晶粒比较均匀,珠光体弥散地分布在铁素体之间。CSP产线产品组织与常规产线相比,组织类型一致,但是珠光体较少,这与该钢种C含量低有关。同时组织中存在一定程度的混晶现象,因为Nb具有抑制再结晶的作用,减弱了铸造枝晶通过再结晶过程向等轴晶转化及完成组织的均匀化过程,导致产品出现混晶,但是有文献指出Nb含量≤0.03%,混晶现象可以避免[7],因此本钢种的Nb含量不足以造成混晶,引起混晶的因素有很多,诸如文献[8]中提出的缺少了 γ-α和α-γ的两次相变过程,轧前的原始组织仍为粗大的树枝晶;文献[9]提出由于连铸坯温降波动大,进入加热炉之前发生了部分奥氏体向铁素体的转变,此时铸坯中存在粗细不均的一次奥氏体和二次奥氏体共存,形成最原始的混晶组织;文献[10]提出因CSP 的工艺特点,往往因变形温度和变形程度的关系,在整个轧制过程中常常会发生再结晶、未再结晶轧制和部分再结晶轧制,引起组织混晶。两条产线金相组织如图1和图2所示。

图1 CSP产线金相组织Fig.1 Metallographic structure of CSP line
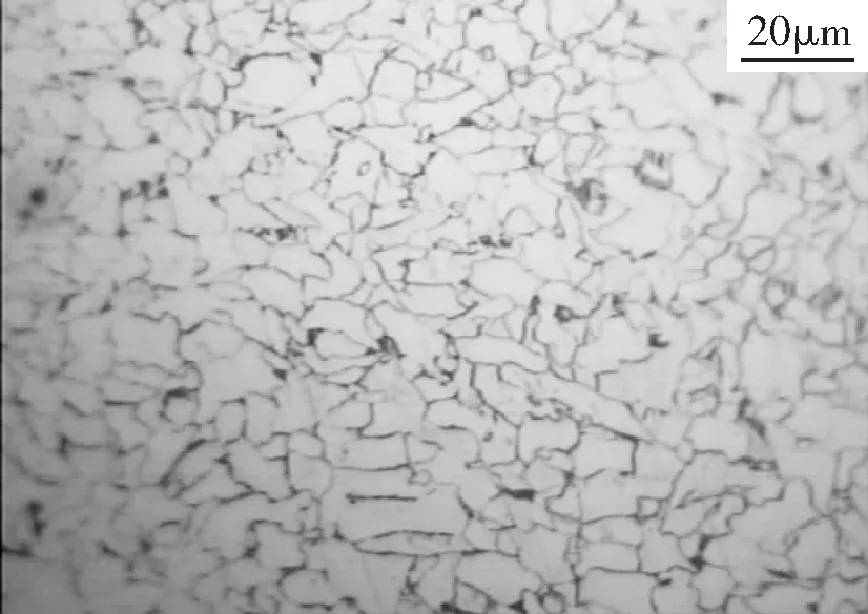
图2 常规热轧产线金相组织Fig.2 Metallographic structure of conventional hot rolling line
3.3 氧化铁皮厚度
图3和图4为两条产线HZ380CL氧化铁皮厚度微观形貌,等间距选取3点测量氧化铁皮厚度,从表4中不难看出,两条产线氧化铁皮厚度均较薄,小于10 μm。相比之间,CSP产线生产的HZ380CL表面氧化铁皮均值厚1.8 μm,且厚度均匀性相对较差,河钢邯钢CSP产线投产已有20多年,是国内引进最早CSP产线之一,加热、除磷轧制以及冷却等设备和能力均较差,再加上CSP产线本身条件的局限性,相比与常规热轧线在表面质量控制方面稍显逊色。
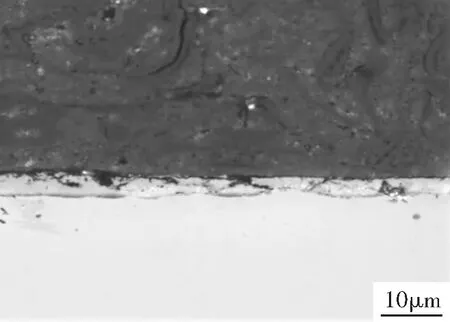
图3 CSP产线氧化铁皮厚度Fig.3 Thickness of oxide scale of CSP line
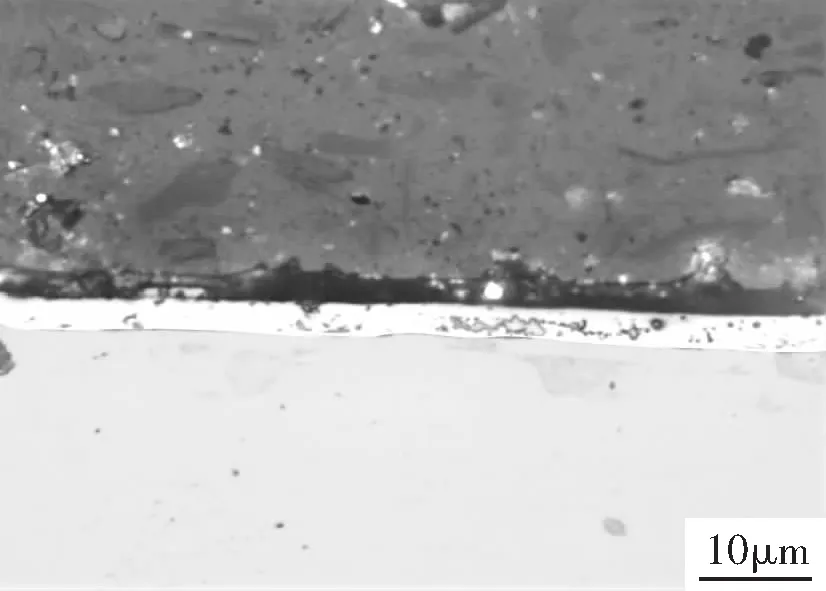
图4 常规热轧产线氧化铁皮厚度Fig.4 Thickness of oxide scale of conventional hot rolling line
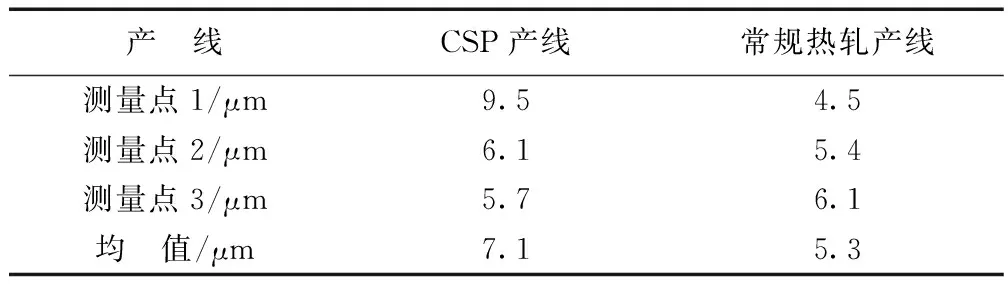
表4 两条产线HZ380CL氧化铁皮厚度测量结果Table 4 Thickness measurement results of HZ380CL scale of two production lines
4 用户应用
钢卷经用户开平后,表面质量良好,无氧化铁皮脱落及麻坑缺陷,如图5所示。批量焊接、扩口、滚型及扩张后,焊接和成形性能优异,焊接开裂率在2.6‰以内,与常规产线产品相当。通过与轮辐合成焊接经电泳喷漆后,车轮表面光洁无凹坑,完全满足了欧美市场对表面质量的要求,图6为车轮轮辋表面质量实物照片。

图5 开平后钢卷表面Fig.5 Surface of steel coil after flattening

图6 车轮轮辋表面质量Fig.6 Wheel rim surface quality
5 结论
(1)基于CSP产线成功开发了车轮轮辋钢,力学性能、显微组织及氧化铁皮厚度比常规热轧产线实物水平略显逊色,但经用户试用后,焊接和成形性能优异,焊接开裂率和表面质量完全满足了用户使用要求;
(2)采用低温出炉和精轧段“高温快轧”工艺,减少带钢在高温区的氧化时间,实现对氧化铁皮厚度的减薄控制,为用户提供了一种“环保型”产品。
(3)通过提升终轧温度,增加带钢轧后空冷时间,减少未再结晶区轧制几率,降低累计变形量,促进铁素体晶粒粗大等轴均匀,有效降低了轮辋钢HZ380CL的屈强比。
猜你喜欢
九江学院学报(自然科学版)(2023年1期)2023-05-10 08:18:34
山东冶金(2022年4期)2022-09-14 08:58:06
粉末冶金技术(2021年1期)2021-03-29 02:35:18
冶金设备(2020年2期)2020-12-28 00:15:34
电子制作(2019年20期)2019-12-04 03:52:00
山东冶金(2019年3期)2019-07-10 00:54:04
制造业自动化(2017年2期)2017-03-20 14:26:13
无机盐工业(2017年5期)2017-03-11 11:25:26
上海金属(2016年4期)2016-11-23 05:38:59
上海金属(2016年3期)2016-11-23 05:19:55
