高精度定位系统研究在激光气密封装中的应用
2020-07-26 14:19王文川
科技创新与应用 2020年22期
王文川
摘 要:为解决混合微电子模块在激光气密封装过程中生产效率极低、盖板与壳体贴合不紧密的问题导致成品率低的问题,研究制造出一套通用于激光气密封装的高精度定位工装系统。通过这种工装应用、应用验证,证实使用该高精度定位系统之后,可有效提高混合微电子模块激光气密封装的生产效率,保证盖板与壳体贴合紧密、平整,有效提高成品率。
关键词:焊接工装;激光缝焊;工件定位;生产效率;降低成本
中图分类号:TG456.7 文献标志码:A 文章编号:2095-2945(2020)22-0179-02
Abstract: In order to solve the problem that the production efficiency of hybrid microelectronic module is extremely low and the cover plate does not fit closely with the shell in the process of laser airtight packaging, a set of high precision positioning tooling system for laser airtight packaging is developed. Through the application and verification of this kind of tooling, it is proved that the use of the high-precision positioning system can effectively improve the production efficiency of laser airtight packaging of hybrid microelectronic module, ensure that the cover plate fits tightly and smoothly with the shell, and effectively improve the yield of finished products.
Keywords: welding tools; laser seam welding; workpiece positioning; production efficiency; cost reduction
引言
混合微電子模块是航天电子产品的关键部件之一,由于服役环境苛刻,要求模块具有优异的抗辐照恶劣环境的需求,因此需要对模块进行气密封盖以保证模块内其内部电路及元器件在服环境下的性能和可靠性,气密封盖可以保护模块内部的电路与外界隔绝,不受外界的干扰与破坏。目前国内外常用的气密封盖技术有钎焊封焊、平行封焊、激光缝焊三种,激光封焊技术与钎焊封焊技术相比属于局部加热焊接方法,对电子模块内部电路热影响极小,且适合于一些较大尺寸模块的气密封装;与平行缝焊技术相比,其适合于非规则结构盒体的气密性封装,且可实现一些导电材料的气密性缝焊。因此,近年来,激光缝焊技术在微电子模块的气密性封焊中得到了越来越广泛的应用。目前,我所主要采用的是进口GB-600型手套箱缝焊机,设备主要由激光器、手套箱、运动控制系统、焊接工作台等分系统构成设备。本文主要从模块在焊接工作台上固定定位方面进行研究,分析其对生产效率、成本以及盖板与壳体贴合度的影响。
1 研究方案
1.1 组件激光缝焊快捷定位方式
为了保证混合微电子模块焊缝金属不受有害气体的侵袭,防止氧化污染,提高焊缝的性能,为了抑制焊接过程中空隙产生,提高焊接可靠性,所有激光气密封装均需要排除有害气体。混合微电子模块人工用胶带在手套箱里将盖板壳体与盖板固定定位至光滑的焊接工作台面,这种固定定位模块设计方法,由于手套箱的手套厚重,操作极为不便;胶带固定盖板力度不够,盖板易产生翘且盖板、壳体与工作台面之间不能精准定位以及快速固定,需要作业人员反复矫正焊缝程序和调整组件的固定位置。焊接完成后,焊缝出现裂纹或未熔焊现象,组件一次性焊接合格率仅为60.78%,返修率高达39.22%,从而影响焊接质量与生产效率。
1.2 快捷定位方式激光缝焊工艺流程
激光缝焊组件传统封装焊接工艺流程包括工艺准备、清洗、真空烘烤、胶带固定组件、编写焊缝程序、设置焊接起始点、模拟程序路径是否与实际焊缝保持完全一致、设置焊接参数、点焊固定盖板、去除盖板胶带、程序模拟运行查看组件是否位移、连续焊接、压氦、气密检测和质量检验等18个工序,生产效率低,单套壳体平均封焊用时2.77小时。
1.2.1 高精度定位工装系统工作原理。针对快捷固定定位的问题,我们开发了一种一体化通用激光焊接高精度定位工装系统。采用以丝杆为核心的固定、压紧装置操作,将组件放置于工作台底板上,通过旋转与移动滑块相啮合的丝杆,带动滑块在梯形导向槽内向底板中心移动,实现组件快速固定于精准定位,并通过多组可调机械臂压紧装置系统在盖上相应点或面施加压力,使盖板与壳体紧密贴合,从而保证壳体与盖板之间的焊缝良好。
1.2.2 高精度定位工装系统结构特点。一体化固定装置梯形导向槽底板采用了具有高强度和耐腐蚀性轻型铝材5A06-H112材料,其余部件选用06Gr18Ni11Ti材料。确保一体化固定定位装置的重量不超过伺服电机传导丝杆称重极限,影响传导精度以及防止固定位组件时,移动滑块变形失效。一体化固定装置主要由提箱导向槽、2根传导丝杆、4个移动滑块、4个支撑板、1个垫板、2个手柄六部分组合而成,该一体化固定定位装置使用于焊接最小尺寸不限,最大尺寸为198mm×198mm的任意结构壳体焊接应用,通用型强,满足GB-600型手套箱激光缝焊设备焊接不超过最大尺寸200mm×200mm的设计要求。
1.2.3 一体化压紧装置采用06Gr18Ni11Ti材料,以防止在蓋板压紧过程中失效。一体化压紧装置主要由4个导向槽、4个压紧块、4个手柄、4根调节丝杆、4个万用压紧块、4颗压紧钉、4个端盖七部分构成。导向槽与移动滑块、压紧块与万用压紧块、万用压紧快与压紧钉之间都采用可调式螺纹连接方式,压紧盖板时,可根据组件结构形式360度旋转导向槽,调节万用压紧块和压紧钉选取不同的点位或面对盖板进行压紧,可满足任何组件壳体的压紧,打点焊接、连续焊接以及盖板与组件壳体贴合度的控制要求,扩大了压紧装置的实用性和通用性,采用一体化固定定位装置设计优势。
以自动固定定位方式代替原有人工采用胶带、凭经验观察固定定位的方法,可有效解决原工艺方法人工采用胶带固定/拆卸组件操作繁琐、难度大、反复修正固定组件壳体效率低的问题;移动滑块与丝杆为螺纹连接,构成一个自锁系统,有助于稳定性,可确保壳体固定牢靠,作业过程中组件壳体不会因固定力度不够而偏离原固定位置,有效解决了作业过程中重复固定组件壳体问题;定位精准,无需反复矫正编写确认焊缝程序路径与实际焊缝是否完全保持一致,从而有效提高了工作效率。
1.2.4 采用一体化压紧装置设计优势
以机械手柄的形式代替了原有采用胶带压紧固定盖板,操作简单、方便、快捷,且效率高;压块与调节丝杆为螺纹连接,具有力源自锁,可使施加在盖板上的力源保持稳定不变,控制盖板与壳体焊接边缘完全保持平整,打点焊接过程中盖板不会翘起,不会产生错边现象。同时焊接过程中盖板易变形翘曲的问题以及焊缝不平整、易出现裂纹以及未焊接现象也得到了有效的解决,从而提高了焊接质量。
1.3 高精度定位工装系统激光缝焊工艺流程
优化后,减少了5个工艺过程,取消重复作业的过程,且过程中没有返修,单套模块缝焊工艺时间从2.77h/套下降到1.01h/套,大大提高了激光缝焊的生产效率。
2 应用情况及效果
2.1 项目应用情况
目前为止,该高精度定位工装系统已应所内多个重点科研生产项目,共计1098套模块/组件以上,解决了壳体对位不精准及盖板贴合不紧密导致的盖板翘起,焊接质量不稳定、产品气密性不达标的问题;以自动定位方式代替原有人工凭经验观察定位的方法,采用机械臂固定盖板,减少了重复固定组件和编写焊缝程序的过程,极大节省了作业时间和设备空运行时间, 达到了简化工艺流程、提高了生产效率的目的。
2.2 应用效果分析
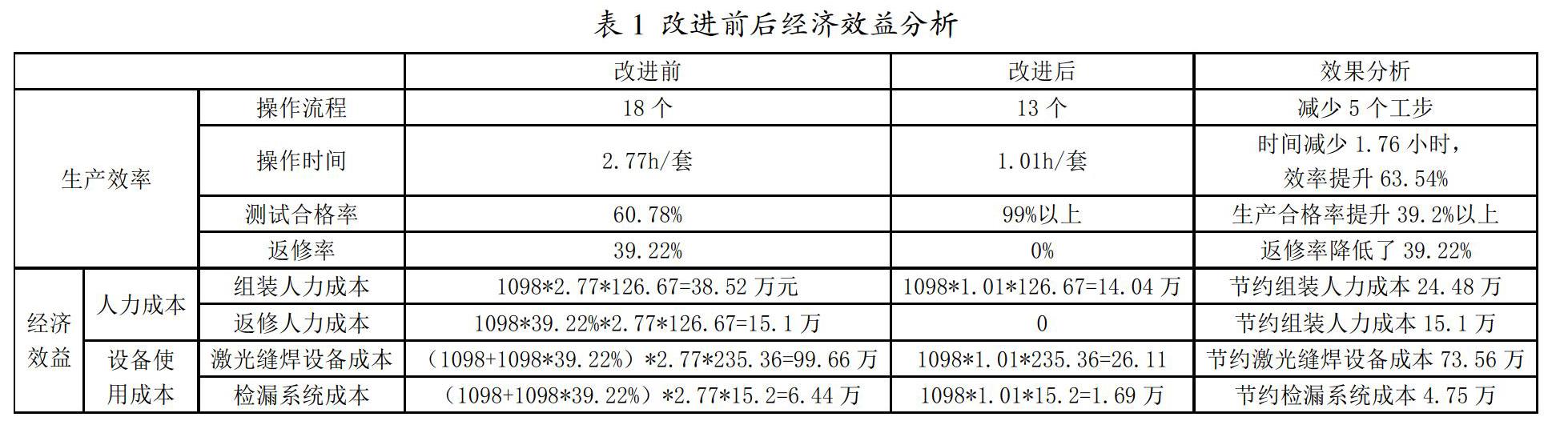
高精度定位工装系统在本所首次实施后,在我所多个产品与重点研制项目中得到广泛的实际应用,对保证产品质量、提高生产效率和节约成本等方面起到关键性作用,经统计分析,单套模块缝焊工艺时间从2.77h/套下降到1.01h/套,大大降低了工艺损耗,直接节约生产成本39.58万,节约设备使用成本73.56余万,具体详见表1。如果后续研制生产种类、数量的增加,则节约成本更多。生产效率显著提高,生产成本明显降低。
3 结束语
高精度定位工装系统所内科研生产项目多、小批量、多品种的特点的应用,通过重新设计改进激光缝焊工装夹具,使激光缝焊的生产能力有了大幅度的提升;该高精度定位工装系统操作简单、灵活,节约了作业过程中的反复操作时间,提高了生产效率,降低了生产成本;该方法适用于各类结构形状组件/模块的激光气密性封装技术,应用范围广泛,通用性强。
参考文献:
[1]吴金财.激光焊接技术在微波组件壳体气密封装中的应用研究[D].南京理工大学,2009:40-41.
[2]常青松.微波组件产品的激光密封焊接技术[J].半导体技术,2011,36(05):406-409.
[3]王纯祥.焊接工装夹具设计及应用[M].北京:电子工业出版社,2013:35-89.
[4]李亚江,李嘉宁.激光焊接/切割/熔覆技术[M].北京:化学工业出版社,2015:32-105.
猜你喜欢
佛山陶瓷(2016年12期)2017-01-09
建筑建材装饰(2016年11期)2016-12-29
现代商贸工业(2016年25期)2016-12-26
商情(2016年43期)2016-12-26
智富时代(2016年12期)2016-12-01
智富时代(2016年12期)2016-12-01
现代经济信息(2016年24期)2016-11-09
考试周刊(2016年56期)2016-08-01
商业会计(2016年6期)2016-04-07