汽车尾灯总成检具的优化设计与应用
2020-07-24 08:10吴华芝
时代汽车 2020年10期
吴华芝

摘 要:本文概述了汽车检具的概念、结构、功能分类、常用材料,并以某车型为例介绍了一种基于传统尾灯检具进行优化后的组合式尾灯(通称AB灯)总成检具,既可以实现单个尾灯A的全部尺寸检测要求,也可以实现单个尾灯B的检测要求,还可以实现A、B灯之间相互匹配效果的检测,同时此组合式AB灯总成检具还采用了模拟环境件型面设计结构,相对传统检具还可以检测灯体与周边环境件之间的匹配型面是否满足设计要求,对问题解决起到关键性的作用。通过此组合式尾灯总成检具,检验人员可以及时、直观、准确的判断出尾灯A、尾灯B灯周圈的尺寸匹配质量是否达到设定的技术要求和质量目标。
关键词:检具;AB灯;组合式尾灯总成检具;尺寸匹配
1 背景
随着汽车行业的飞速发展,汽车质量控制的要求也日益提高,汽车车灯是汽车的一个必不可缺的组成部分,车灯作为车辆的功能件及重要外观件,在车身造型中起到画龙点睛的作用。汽车灯具设计是依据汽车造型的需要,汽车造型上给予车灯的设计空间,车灯设计在规定的设计空间里进行车灯的外观设计和功能设计,并与整个汽车有较好的谐调效果。由此,灯具的形状会有很大的突破,不是中规中矩一般形状,而是想象力极为丰富的异形空间形体。尾灯周圈的匹配质量也是车身尺寸控制的难题,因此稳定、准确、有效的测量数据是判断灯尺寸匹配问题的关键,而检具是有效保证,也是整车品质的重要检测工具之一。为快速提高整车中的各个零部件尺寸精度,及时准确有效地发现零部件尺寸的偏差,检具已成为整车厂及零部件厂的必备工装,它的结构和功能需达到对汽车零部件准确、直观和快速检测的要求,检具的设计结构和实用性则成为判定检具好坏的决定因素。对于这些要求高的塑料件无论是给模具设计与制造还是塑件注塑成型与检测都带来很大的困难,特别是保证塑件装配互换性要求,多数采用检具来检查塑料件的相关尺寸。因此检具设计结构的优化需要进一步研究,本文以某车型为例,针对传统尾灯检具的实用性进行优化设计研究,以提高检具的实用性及零件尺寸匹配问题分析的有效性,供大家分享。
2 检具的概述
检具是按照产品图纸规定的方式定位固定产品,限制零件的6个自由度,建立产品自身面的偏置线,建立产品自身特征销或者孔所对应的套和销,用来测量和评价零件尺寸精度的专用检测设备。检具的型面一般根据零件的数据铣销加工,能体现零件的所有参数,对零件的重要功能尺寸进行数据测量。
3 检具结构
检具主要由底板、支基、检测块、定位销、衬套、基准块、止通规、卡板、型体、吊耳等组成。
4 检具按功能分类
● 单件检具(单品检具,工序中半成品检具,过程检具,CHECKING FIXTURE,简称C/F):主要用来检测单一零件。零部件检具主要是完成产品加工过程中的测量,检测零件的孔位和型面是否满足设计要求。
● 总成检具(UNIT GAUGE,简称UG):指车身零件组合后所使用的检具,通常为两件以上的零件组合。总成件检具主要检测各分总成的相互位置配合关系和装配后的配合精度。
●开口检具(OPEN CHECKING FIXTURE,简称OCF):普通检具是检测产品的,而OCF是反过来模拟产品件来检测产品周边零件的,是模拟产品的实车安装定位点和周边各环节件有匹配关系的型面,仿制一个产品的标准件来检测其周边零件在装车时的尺寸匹配状态。
● 匹配检具(CUBING FIXTURE):按照实际装车或者装配方式定位固定产品,建立产品对手件的理想匹配面,评价实际产品与对手件理想产品之间的尺寸匹配效果。
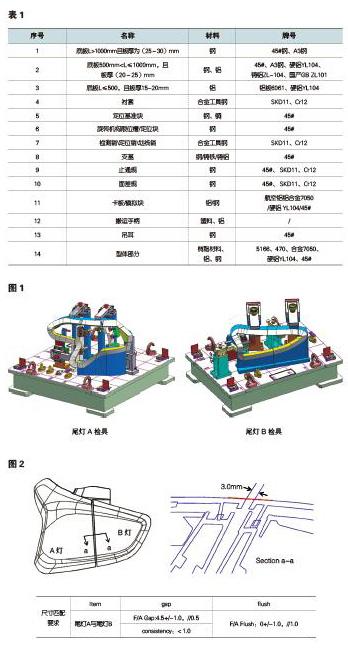
5 检具常用材料选择(表1)
6 传统尾灯总成检具
传统尾灯检具都是将侧围侧尾灯(尾灯A)和尾门侧尾灯(尾灯B)作为两个独立的总成开发检具,只能单独检测尾灯A和尾灯B,但对于AB灯之间的相互匹配效果不能快速准确判断,如图1所示。
7 尾灯A与尾灯B尺寸匹配技术要求
车灯作为车辆的功能件及重要外观件,外观匹配要求往往都比较高,举例如图2:
8 组合式尾灯总成检具设计结构
为解决传统式尾灯检具不能实现AB灯两个零件之间的相互尺寸匹配问题,优化设计了一种组合式尾灯总成检具,如图3。具体操作说明:在开始检测前,先确认活动机构5、9、10、11处于打开状态,再将滑轨4滑到最外侧,开始装件;将零件放在检具上插入主副定位销,确保零件与检具上对应安装面贴合,锁紧所有紧固点,再将滑轨推到左侧限位处,插入滑轨定位销,确认所有活动机构闭合并定位,开始检测。
9 组合式尾灯检具将解决的问题
9.1 传统车型,其尾灯A、尾灯B是两个总成零件,对应检具也是两个独立的个体,相互之间没有关联,不能实现尾灯A、尾灯B灯两个零件之间的匹配效果检测,供应商在检测A、B灯时无法及时准确判断出A、B灯两个零件之间的尺寸匹配质量是否达到DTS要求;此结构针对传统尾灯检具的不足,优化了尾灯总成检具,把尾灯A、尾灯B两个零件的总成检具组合为一套检具,既可以实现单个尾灯A的全部尺寸检测要求,也可以实现单个尾灯B的检测要求,同时还可以实现A、B灯之间相互匹配效果的检测,及时准确的判断出A、B灯之间的匹配质量是否达到DTS要求,见图4;
9.2 以往车型尾灯检具只检测A面间隙匹配周圈型面,对于跟钣金内部匹配机构不做控制,经常出现灯壳跟钣金干涉影响灯零件尺寸检测,对零件尺寸造成误判,对问题解決不利;此组合式AB灯总成检具还采用了模拟钣金型面设计结构,相对传统检具还可以检测灯体与车身钣金之间的匹配型面是否满足设计要求,对问题解决起到关键性的作用,见图5,图6。
在供应商现场直接判断出AB灯之间的相互匹配问题,制定整改计划及措施,为项目赢得时间。
10 尾灯总成检具设计优化的好处
此组合式AB灯总成检具,把尾灯A、尾灯B两个零件的总成检具组合为一套检具,可以实现单个尾灯A的全部尺寸检测要求,也可以实现单个尾灯B的检测要求,同时还可以实现AB灯之间相互匹配效果的检测;
此组合式AB灯总成检具还采用了模拟钣金型面设计结构,相对传统检具还可以检测灯体与车身钣金之间的匹配型面是否满足设计要求。
此组合式AB灯总成检具采用一个底板,精度测量时只需要一次建标即可完成测量,减少测量建标时间,避免因重复建标导致的精度差异问题;
此组合式AB灯总成检具,较之前的两套检具节省了一套检具的底部支撑结构,降低了制造成本;
此组合式AB灯总成检具,较原来的两套检具节省了占地空间;
此组合式AB灯总成检具可后续新车型上使用,丰富了公司的数据库;
11 结论与展望
组合式尾灯检具的设计依据来自图纸,精度可靠,结构设计尽量满足操作简单,使用方便,为检具开发设计提供参考依据,从而使检具可直观、准确地对汽车左右尾灯进行有效检测。大大提高生产率,降低质量成本,提高产品质量和检验效率,在汽车零部件生产领域(尤其是在大批量生产中)起着举足轻重的作用,还可以更好地参与市场竞争,提高产品的市场竞争率。
参考文献:
[1]翟江传.仪表板本体总成检具的设计[J].模具技术,2011(2).
[2]赵喜广,孙啸.汽车大型饰件检具设计制造技术[J].模具技术,2007(1).
[3]田志会,闫学海,刘世根,陈 静.汽车钣金单件检具设计.冲压和模具技术,2013(1).