浅谈FARO激光跟踪仪在升降滚床的应用
2020-07-24 08:10郑华全凌大专韦覃练李桂涛
时代汽车 2020年10期
郑华全 凌大专 韦覃练 李桂涛


摘 要:本文详细介绍了FARO激光跟踪仪在升降滚床的应用。随着工业4.0的到来,汽车生产制造业也加入了智能制造行列,进而催生柔性生产线,可以兼容多种车型在同一生产线生产。柔性线的出现就要使用升降滚床作为转运输送及定位,随之需要更高级的测量设备对生产线进行测量校准。FARO激光跟踪仪的出现,从技术指标上及精度完全可以满足升降滚床设备安装的需要。
关键词:激光跟踪仪;升降滚床;测量调整
1 前言
升降滚床是柔性生产线必不可少的一个重要组成部分。白车身的焊接需要精准定位,升降滚床的设计就是为每一个关键焊接部位提供可靠定位,确保焊接精度达到国家标准或高于国家标准。因为升降滚床由上中下三部分组成,安装过程极易出现尺寸偏差,既要保证整条生产线的直线度,也要保证单个拼台的垂直度,还要保证定位单元的位置度。传统的测量设备已经无法满足升降滚床的设计精度要求,采用FARO激光跟踪仪可以完全满足升降滚床的设计精度要求。提高测量调整精度,加快了柔性生产线的建设进度。此次运用FARO激光跟踪仪完成升降滚床的安装测量调试是与传统安装技术对比的一次技术性突破。
2 FARO激光跟踪仪的测量技术
2.1 激光跟踪仪的工作原理
激光跟踪仪系统2个角度编码自动测量靶标相对于跟踪仪的水平方位角和垂直方位角;靶标与激光跟踪仪之间的距离由激光干涉测量。这些信息经传感器电缆传给激光跟踪仪控制器,跟踪仪控制器经整理计算后,一部分信息经马达电缆反馈回激光跟踪仪,控制私服马达,使激光跟踪仪始终锁定移动的靶标;另一部分信息经局域网传输给应用处理机,存储在数据库中。跟踪仪得到的测量数据定义了一个完整的球体坐标系。原点是跟踪部反射镜中心,根据三角函数公式可以将球坐标系下的坐标值转化成笛卡尔坐标系下得坐标值。坐标系原点仍在万向反射镜中心,这个坐标系称作基坐标系或者叫本地坐标系,基坐标系也是开始一个新工作的启始坐标系。
2.2 激光跟踪仪的测量技术特点
激光跟踪仪的水平转角为640°,垂直转角为+80°~-60°,能在-10℃至40℃的温度范围内工作,测量直径可达120米,其测距精度,ADM分辨率为0.1μm,测量精度15μm(10米以内)、1.5μm(10米以外)。激光跟踪仪从技术指标上完全可以满足升降滚床设备安装的需要。
3 主线钢构的精就位测量
现状分析:钢结构是拼台结构的一部分,主要承载滚床、电机的载体。钢构的平面度、高度以及直线度的精度,都直接影响到车身的焊接质量、输送质量。平面度和高度,用激光跟踪测量仪,很容易保证,偏差主要就出现在直线度,由于整线的长度达到132米,要保证直线度Y向偏差在±0.3mm之内才能确保滑撬的高速运行。而在X方向的节距,可以通过激光跟踪测量仪得到保证。
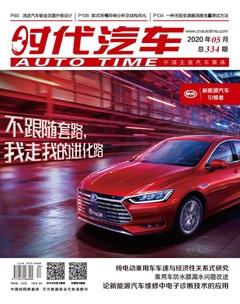
现行方法:主要使用激光跟踪仪进行水平度、直线度的测量调整,图1,图2。
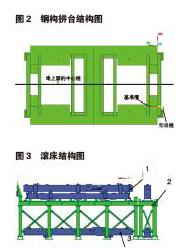
就位测量步骤,首先地上划线,根据举升机两端的位置在地上画出大概的中心线,在粗就位拼台时拼台的中心位置与地上的十字交叉线重合。精就位的时候,先精调确定XXX拼台的位置,并以此高度为基准,调钢构拼台水平高度,然后根据基准孔来控制Y向,其它拼台的钢结构,X方向可按照地上划线确定,高度方向与XXX基准拼台一致,根据各基准孔确定Y方向偏差在公差范围内,然后各钢结构支脚焊接固定,见图3。
建标基准:测量建标基准为XXX钢构安装面、两端基准孔
建标方式:3-2-1,通过平面\点线建立坐标系,钢构平面为X、Y平面,法向方向为+Z向,两孔的连线为+X轴,通过找正平移建立坐标系。
调整方法:建立坐标系后,通过监控软件数字窗口可以得出如图数字,X、Y、Z方向的数字为靶球中心所处的位置,通过直接读取的数字调整拼台的位置,实现钢构的快速就位。
3.2 滚床精就位测量
主线滚床由上层滚床、下层滚床和钢结构拼台组成。上层滚床是布置在钢结构拼台上层的滚床,用于实现白车身及滑橇工位间的输送。上层滚床有升降定位滚床和普通高速滚床两种。下层滚床是布置在钢结构拼台下层的滚床,实现滑撬的返回输送。滚床直线度的保证是由XXX工位拼台为基准向两端延伸,激光跟踪测量仪建标上层辊床和钢构平面安装基准孔的相互位置关系因整线的直线与单个拼台的中心线对齐,钢构、辊床焊接变形量控制焊接变形导致焊后位置变化,影响直线度及水平度,见图6。
实施做法:
1、对滚床进行精就位、确保滚床的黑快安装面在公差范围内
2、对滚床焊接固定
3、对滚床的黑色支撑块平面1-平面6进行精调,确保在+\-0.1mm范围之内
4、将滑撬放到相应的拼台,测量平面1-平面6为测量基准平面a、滑翘上的基准孔圆7-圆14进行迭代建标,在这坐标系上对滑撬上的夹具、docking、抓手的夹具进行测量调整。
每个滑翘上的基准孔的数值不是设计的理论值而是厂家实测值,在测量过程中需要随身携带厂家给的测量数值,在建标测量过程中输入实测值作为我们建标的理论值,而且基准孔上的实测偏差数据与设备本身精度、环境有很大的影响.
4 格林达升降机的就位测量
格林达升降机分为上升和下降两个状态,两个状态高度、直线度的保证是确保输送平稳转换的关键,在最低位是与下层滚床对接。为了确保高度与直线度达到要求在钢构最上面多加一层贴板,加上钢板厚度,理论占用的高度是H2,调整量高度H3,格林达升降机安装面和下层滚床的安装面应该是平齐的。先以XXX拼台为基准,将滚床精确就位,从XXX拼台工位开始就位,往线头线尾测量按照前面的钢结构Y向精度,可以用激光跟踪测量仪测量其它拼台的滚床(基准孔建标)验证。这样,整条线的滚床的中心线就出来了,升降滚床点焊锁紧。普通高速滚床可根据升降滚床粗调Y向,高度为包胶轮最高点到钢结构上安装面是H1,再根据滚床中心对钢结构的中心,X方向就确定了。
4.1 下层滚床就位测量
下层滚床的Y向控制,可通过激光跟踪测量仪从上层滚床来确定,上层滚床的中心就是下层滚床的中心,X向由地上划线确定。高度由上层普通滚床包胶轮的最高度到下层滚床包胶轮最高度是H(格林达升降机行程就是H)。
让随行夹具滑撬从一个拼台到下一个拼台,运动无上下跳动及侧面碰撞,在升降滚床升降高度,到线尾或线头格林达升降机接车,格林达升降机下降,送入下层滚床(看其是否有高度差,运行是否顺畅)。看线头线尾的格林达升降机跟上层下層滚床接送车是否顺畅,相应微调升降机的行程。
5 结语
综上所述,运用FARO激光跟踪仪进行升降滚床的测量就位调整,能非常高效地完成安装任务,并且可以把误差控制在很小的范围内,使设备在高速运转过程中减少故障率,提高车间生产效率,为导入更多车型提过便利。
参考文献:
[1]FARO公司.FARO ARM用户手册[Z],2005.
[2]张国雄.三坐标测量机[M],天津:天津大学出版社,1999.
[3]宋晓琳.汽车车身制造工艺学[M].北京:北京理工大学出版社,2006.