铣削加工中刀具的让刀现象分析
2020-07-23 06:16毕德利
科技风 2020年19期
关键词:受力分析
毕德利


摘 要: 铣削加工过程中时常出现工件的实际尺寸上下不一致的让刀现象,当两个极限尺寸的差值大于工件尺寸公差时,工件不合格。通过对刀具进行受力分析,找出刀具产生让刀现象的原因以及影响因素,并调整改善。
关键词: 让刀现象;受力分析;切削力分解;悬臂梁
金属切削加工过程中,为切除多余的金属,刀具和工件之间必须有相对运动,这种相对运动被称为切削运动,分为主运动和进给运动。切削用量是表示主运动及进给运动参数的数量,是切削速度vc、进给量f和背吃刀量ap三者的总称。
铣削是刀具的旋转做主运动,工件或铣刀做进给运动的切削加工方法。刀具在做旋转的主运动vc的过程中工件做进给运动f,实现刀具持续的切削工件材料。
以常用的立铣刀为例,在铣削过程中如果假定刀具不动,则可以认为工件环绕刀具做圆周运动。在一个环绕周期内,两个切削刃各做一次切削过程,整个过程分为不切削阶段(该阶段不产生切削力)和切削阶段。如图1所示:
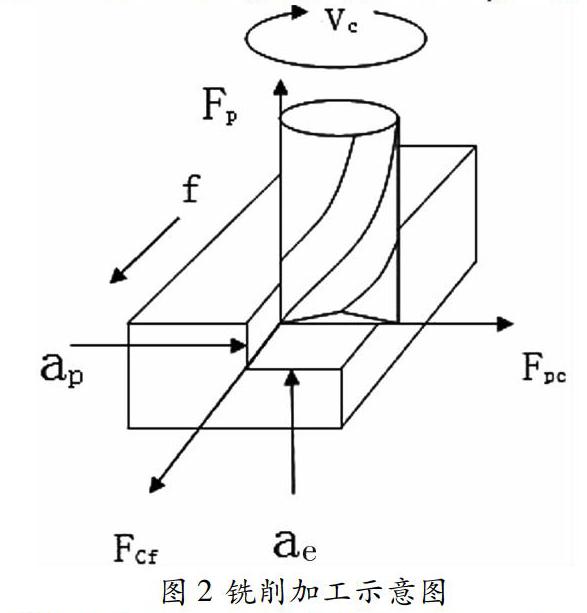
切削阶段由于切削速度vc跟进给运动f方向不一致,可把vc分解为平行于f的vc1和垂直于f的vc2。在两个方向上刀具切削刃都进行金属切削,所以两个方向上都产生切削力。切削力F可分解为平行于f的Fcf和垂直于f的Fpc。如图2所示:
铣削切削用量包括:切削速度Vc、进给速度f、背吃刀量ap、侧吃刀量ae。其中ap、ae和f对切削力影响较大,当ap、ae或f加大使切削层的公正截面面积增大,变形抗力和摩擦阻力增大,因而切削力Fp随之加大。实验证明,当其他条件一定时,ap或ae增大一倍时,Fp也增大一倍。f增加一倍时,Fp约增加70%~80%。Vc对Fp的影响呈波浪形。
铣削加工时铣刀装夹在刀柄上并一起被固定在机床主轴上,可以简化为一端固定另一端自由的悬臂梁模型。便于计算,假设刀具受到的切削分力Fpc都集中在一点上。如图3所示:
切削力作用点x的弯矩方程:M(x)=Fp(L-x)
挠曲线近似微分方程:y”= M(x) EI 可得:EIy”=Fp(L-x)
积分可得:EIy=FpLx- Fp 2 x2+C EIy= FPL 2 x2- Fp 6 x3+Cx+D
因悬臂梁固定端挠度为零得:C=0 D=0
得挠度方程:y= FpX2 6EI (3L-x)
当x=L时梁的自由端顶点处的挠度应为最大值。
挠度最大值:ymax= FpL3 3EI
圆柱截面对中性轴的惯性矩:
I= A ρ2dA= d 2 0ρ2(2πρd)=[2π ρ4 4 ] d 2 0= πd4 32
由于圆形对任意直径轴都是对称的,可得:
Ix=Iy= 1 2 I= πd4 64
得任一轴方向上的挠度最大值:
δxmax= FPCL3 3EIx = 64FpcL3 3πEd4 ≈ 6.79FpcL3 Ed4
其中E为材料的弹性模量,其数值随材料的不同而异。L为刀具悬臂长度,d为刀具直径,Fpc为垂直于f方向的切削力分力。
综上得出如下结论:
刀具直徑d和刀具悬臂长L对让刀量δ影响明显;切削力Fp对让刀量δ的影响为线性关系;减小让刀量的方法(按效果强弱排序):(1)改用大直径刀具;(2)减小刀具悬臂长度;(3)减小背吃刀量、减小侧吃刀量;(4)减小进给量;(5)根据切削速度对切削力的影响曲线改变切削速度。
参考文献:
[1]中国机械工业教育协会组编.工程力学.北京:机械工业出版社,2008.
[2]田春霞主编.数控加工工艺.北京:机械工业出版社,2009.
[3]张晓东,王小玲主编.数控编程与加工技术.北京:机械工业出版社,2008.
猜你喜欢
东方教育(2016年9期)2017-01-17
科教导刊·电子版(2016年27期)2016-11-18
科技视界(2016年20期)2016-09-29
考试周刊(2016年72期)2016-09-20
求知导刊(2016年19期)2016-08-15
科技视界(2016年17期)2016-07-15
中国高新技术企业(2015年10期)2015-03-19