
煤化工行业高硬度污水处理方式优化探究
2020-07-23 07:01:46杜再娟
供水技术 2020年2期
杜再娟
(神华包头煤化工有限责任公司,内蒙古 包头 014010)
我国内蒙古、西北地区属于贫水区域,高负荷生产线上的高硬度污水的处理回收再利用是煤化工行业面临的难题,在原设计基础上对污水进行优化运行是解决这一问题的着手点。笔者采用“高密度沉淀池+预处理+A/O+曝气生物滤池(BAF)”处理工艺开展了相关优化研究,污水处理装置由污水预处理、A/O生化处理、曝气生物滤池(BAF)、污泥处理、加药等系统组成,以期减少高硬度来水在污水系统结垢、影响生产的现象,保证出水合格。
1 试验原水
1.1 设计来水指标
试验中,高硬度污水的设计进水水质见表1。
1.2 实际运行情况
1.2.1 系统状态
气化来水的硬度高,导致污水处理装置水下设备、设施结垢严重,尤为突出的是好氧池曝气管。生化系统需要连续运行,一旦曝气膜出现问题时无法停运检修,导致生产装置通过减负荷以提供检修时间。为缓解污水处理系统的运行压力,保证外排废水达标,必须对预处理运行方式进行优化。
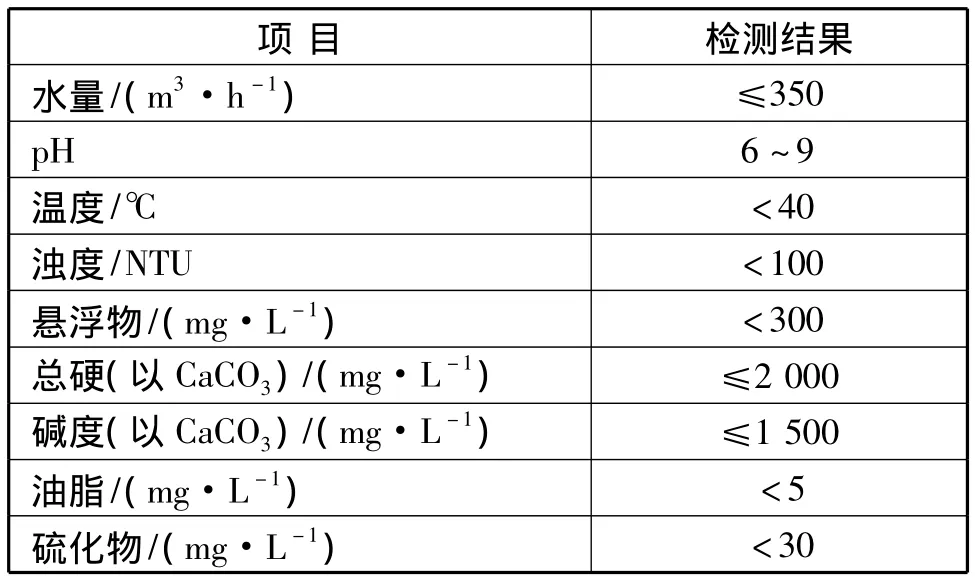
表1 设计来水水质
1.2.2 实际进水水质
试验中,10 d内上游气化来水的水质见表2。
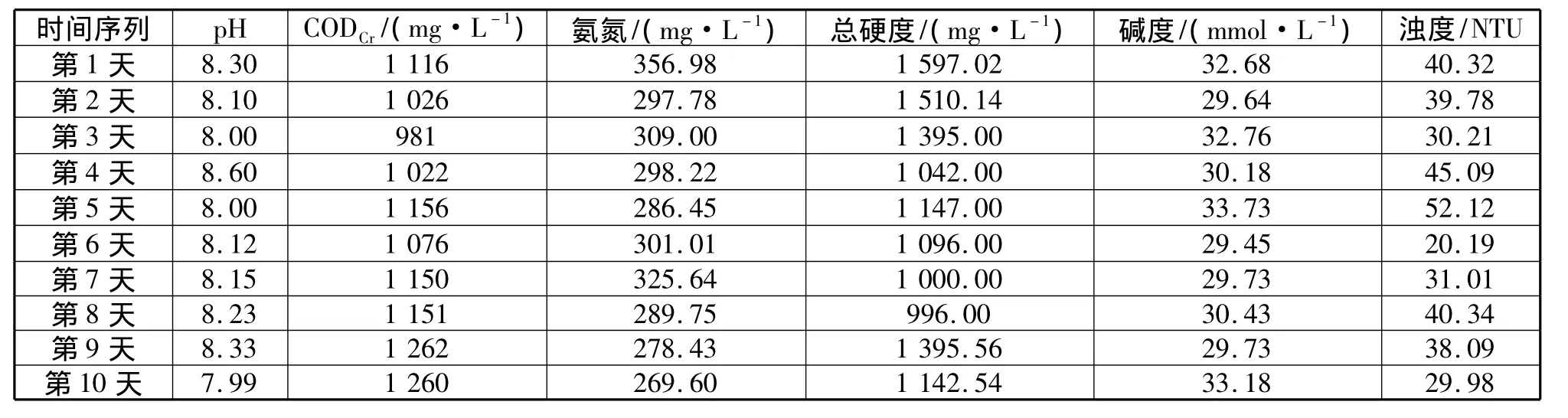
表2 实际来水水质
2 系统处理方式与存在的问题
2.1 处理方式
上游高硬度来水采用“高密度沉淀池软化法”处理方式。
① 高硬度污水经过高密度沉淀池一次沉淀后进入高密度沉淀池的配水区,在该区投加PAC助凝剂和PAM絮凝剂,进行调配絮凝。
② 污水自流进入絮凝区,初步形成矾花体。为了更好地去除硬度,将后续沉淀区的污泥回流至絮凝环节,以提高沉淀速度。在絮凝区投加1.5%碳酸钠药剂,去除永久性硬度,去除率能达到80%。
③ 控制絮凝区污泥回流量为进水量的3%。
2.2 存在的问题
① 根据上游来水的浊度,水中的颗粒细小,仅投加PAC助凝剂不能形成大矾花体,并且投加在第一混凝区的反应时间不足,无法取得良好的处理效果。
② 采用所设定的3%污泥回流量,絮凝效果不佳。
③ 碳酸钠投加系统频繁故障,备件维护费用较高。
3 高硬度的污水处理运行方式优化
① 将上游废碱液再利用,排至缓冲池,调节pH值至7.9~8.5,永久性硬度通过絮凝排泥均能去除。
② 根据上游来水水质和运行状况,将回流污泥第二混凝区回流量调至5% ~7%,效果最佳。
③ 停运碳酸钠投加系统,节约检维修费用的同时回收焚烧炉产生的废碱液,调整来水的pH值,从而既满足了生产需要又节约了运行费用。
④ 将阴离子PAM絮凝剂的投加点引至进水廊道处,阴离子PAM对水中胶粒有较强的吸附结合力,同时是线性高分子,在池内随水流的适当伸展能很好地发挥吸附架桥的絮凝作用。
⑤ 加强预处理系统的排泥次数,以少量多次排泥的方式,提升较好的回流污泥进行絮凝处理。
4 优化运行效果
进行相应的优化调整后,高硬度污水连续运行10 d的出水水质见表3。

表3 优化运行后的出水水质
5 结论
通过优化运行,对高硬度污水的处理效果明显提升,对永久硬度的去除率上升至98%以上,暂时硬度的去除率达到90%以上,解决了高硬度污水在运行过程中对污水处理系统的影响,减缓了结垢现象的发生,保证后续深度生化系统的正常运行。
猜你喜欢
世界有色金属(2022年16期)2022-10-20 09:28:54
中国应急管理科学(2022年2期)2022-05-23 18:49:25
供水技术(2022年1期)2022-04-19 14:11:36
今日农业(2021年20期)2021-11-26 01:23:56
生物化工(2021年3期)2021-07-10 09:53:44
科学(2020年6期)2020-02-06 08:59:58
资源节约与环保(2018年1期)2018-02-08 02:18:31
中国资源综合利用(2017年4期)2018-01-22 02:46:37
中国资源综合利用(2016年3期)2016-01-22 07:28:17
专用汽车(2015年2期)2015-03-01 04:06:52
